数控机床主轴精密轴承装配技术研究*
2024-05-21孙井泉
□ 孙井泉 □ 姜 华
通用技术集团沈阳机床股份有限公司 沈阳 110142
1 研究背景
随着数控机床得到广泛应用,复合、智能、高速、精密、高可靠性已经成为当今机床技术的主要发展方向。其中,高速、精密、高可靠性均受机床主轴单元的装配质量影响。然而,主轴单元的装配质量又受与之配套的精密主轴轴承的装配质量影响,所以对精密轴承装配技术的研究应当给予足够的重视。某型号主轴单元结构如图1所示,笔者结合主轴单元轴承配置,探讨高速精密机床精密轴承的装配技术,介绍精密轴承组件装配的研究成果,包括精密轴承清洗、锁紧螺母检测、轴承隔套研磨并检测、前后轴承端盖测量并修配、轴承定向装配、润滑脂分布磨合、主轴几何精度检测,并通过精车零件外圆的方式验证相关装配技术要求的正确性、合理性,具有广泛推广、借鉴的价值。

图1 主轴单元结构
2 主轴部件结构
主轴为两点支撑结构,前端由成组角接触球轴承支撑,其中两个轴承串联,与第三个轴承通过内外隔套背对背布置。
由前轴承压盖、外环隔套、主轴箱体的定位止口来定位紧固轴承外环,由主轴轴肩、内环隔套来定位轴承内环,由前轴承锁紧螺母紧固轴承内环。
旋紧螺母,轴承内环在轴上移动,移动至轴承内环端面与内环隔套端面接触而定位。
此时可以消除轴承游隙,滚珠与滚道产生正压力,为轴承加上预紧力,轴承就可同时承受径向负荷和轴向负荷。
后端由双列圆柱滚子轴承进行支撑,通过调整隔垫的厚度,控制轴承内环相对主轴1∶12锥面上的轴向位置,以膨胀内环的办法消除滚道与滚柱的径向间隙。在机床切削过程中,内环旋转,外环相对固定不动。
主轴最高转速为5 000 r/min,主轴鼻端为7°7′30″短锥面,径向跳动、卡盘安装端面跳动、主轴周期性轴向窜动的允许误差均为0.002 mm,加工零件的圆度为0.002 mm。
3 主轴单元装配流程
根据目标主轴单元的结构特点及关于几何精度的具体要求,制订主轴单元装配流程,如图2 所示。严格控制流程中的关键工序装配质量,以确保主轴部件的相关技术要求得以实现。
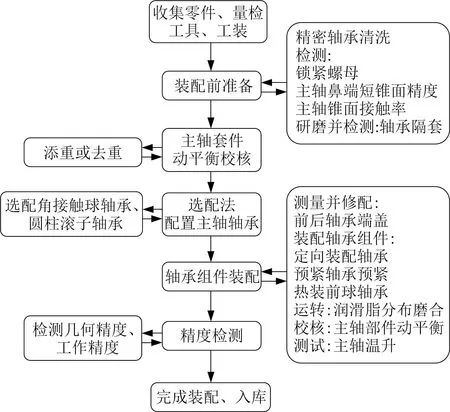
图2 主轴单元装配流程
4 精密轴承装配前准备
备齐相关零件及工装、量检具,查验轴承组件的加工质量跟踪单,禁止不合格零件进入装配现场,要求量检具精度合格,且在检测周期内。
为避免主轴、隔套等高精度零件在加工及运输过程中产生的毛刺、磕碰对后序装配的精密轴承滚道造成损伤,要求对轴承组件中所有的零件逐一进行清洗,对存在的锐边、毛刺、碰伤等进行清除。
4.1 轴承清洗与注脂
精密轴承需在装配前从原包装中取出,而未加脂精密轴承应立即进行去脂清洗和涂脂处理。对精密轴承去脂清洗,可采用粗洗和精洗两序的方式进行,清洗剂使用航空煤油。粗洗时,需避免转动轴承,使用工具清除附着在轴承表面的脏物后,再放入精洗槽中。精洗时,允许轻轻转动轴承,与此同时,检查轴承是否有异常响声,并观察滚动体表面是否有损伤。清洗干净的轴承完全干燥后,才允许注入润滑脂。
精密轴承清洗时必须注意环境保护、健康防护和工作安全性,清洗剂的操作方法必须遵守产品说明,以免发生危险。
为保证在无碍润滑性能的前提下简化磨合运转,润滑脂填充量需严格按轴承厂家推荐值执行。以某机床专用高速主轴轴承为例,圆柱滚子轴承润滑脂填充量建议为空间容积的10%,角接触球轴承润滑脂填充量建议为空间容积的15%。润滑脂填充量除了通过查询轴承厂家的推荐值外,在实际使用时,也可以采用简易公式计算出参考值:
V=10-5f(D2-d2)B
(1)
式中:V为润滑脂大概填充量,cm3;f为常数,NN30系列轴承f为1.5,NN70系列轴承f为1.7;D为轴承的公称外径,mm;d为轴承的公称内径,mm;B为轴承的宽度,mm。
选用可读填充量的注射器定量注脂。球轴承的填充方法是在各个球之间均匀填充,保持架引导面也需涂上薄薄的一层润滑脂,用手转动轴承,使润滑脂均匀地进入滚道面、保持架内部、各个球之间、引导面等各处,直至润滑脂充满轴承内部空间。圆柱滚子轴承的填充方法是将80%填充量的润滑脂均匀地涂在滚子的滚动面上,保持架内侧无需涂抹太多。将20%填充量的润滑脂均匀地薄涂在将安装进主轴箱体孔的外环滚道面上。
4.2 锁紧螺母检测
轴承锁紧螺母的工作端面与主轴上相对应的螺纹的垂直精度至关重要。在零件加工过程中,通常采用主轴螺纹与对应锁紧螺母配车的加工工艺来保证这一精度。技术要求锁紧螺母与主轴螺纹的配合应有一定间隙,以便螺母在压紧轴承时能够调位,避免主轴变形而产生跳动,从而保证轴承受力均匀,减小滚道变形。在装配前,要求复检锁紧螺母的工作端面对主轴回转轴线的跳动,以此代替垂直度。
锁紧螺母装配前检测如图3所示。核算前后轴承锁紧螺母在装配后处于主轴上的理论位置,即锁紧螺母工作端面与对应装配基准的距离L1、L2,然后在对应螺纹处旋入螺母,使之尽量接近最终状态,并紧固锁紧块。将主轴置于专用检具上并平稳旋转,使用千分表检测。根据检测结果,调整锁紧螺母状态,要求测量值不大于0.002 mm。

图3 锁紧螺母装配前检测
4.3 主轴鼻端定位锥面对轴颈中心线偏差检测
为满足定向装配主轴轴承的要求,在复检锁紧螺母精度工序中,需打表检测主轴鼻端7°7′30″短锥面对主轴轴颈回转中心线的偏差,并将偏差最大值对应轴截面用样冲眼标记在短锥端面,即主轴端面,作为永久标志。
4.4 涂色法检测主轴相关锥面接触率
主轴1∶12锥度配合面与圆柱滚子轴承内环的接触率及主轴鼻端7°7′30″短锥面与卡盘等工装夹具对应内孔的接触率将影响零件配合的连接刚性。按技术要求,需对主轴上述两处锥面进行接触率检测,即分别使用与主轴一一对应的轴承内环和外锥用量规以涂色法检测相应锥面的接触率。要求接触点靠近圆锥表面的大端,从圆锥大端起,实际接触长度的平均值与合研面工作长度的接触比值不小于85%,且不应有明显的空白区域。同时,使用外锥用量规及零级精度量块检测主轴鼻端的卡盘安装面与环规的间隙,主轴鼻端卡盘安装面检测如图4 所示,要求处于0.03~0.06 mm之间。
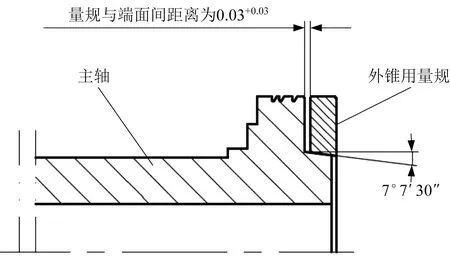
图4 主轴鼻端卡盘安装面检测
4.5 轴承隔套研磨与精度检测
为保证轴承预紧时轴承能够平稳且均匀受力,以获得较高的主轴装配精度,轴承隔套两端面的平面度、平行度、厚度尺寸一致性的精度均需严格保证。根据经验,采用以研代磨的方式对轴承隔套进行加工,可以实现关于精度允许误差的技术要求。轴承隔套研磨加工工艺如图5所示。轴承隔套研磨加工精度允许误差见表1。首先研磨隔套的任意一个端面,将该端面设为基准A。完成后,再以A面为基准平磨加工另一个端面。考虑到角接触球轴承是生产厂家已完成预紧的成组轴承,要求成组检测外环隔套和内环隔套两个端面的平行度、厚度尺寸差值不得超过 0.002 mm,且只允许内环隔套的厚度H小于外环隔套厚度。如果是内外隔套背对背组合形式,那么需通过内外环厚度尺寸的差值调整轴承预紧。在完成双列圆柱滚子轴承预紧后,进行隔垫研磨工作。
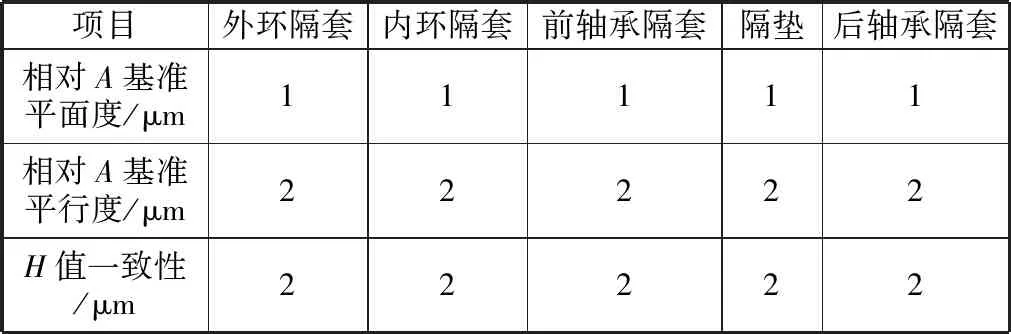
表1 轴承隔套研磨加工精度允许误差
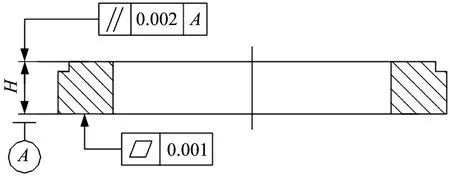
图5 轴承隔套研磨加工工艺
5 精密轴承组件装配
5.1 测量并修配前后轴承端盖
为确保前轴承压盖的A面在完成装配后能够与角接触球轴承的外环完全贴合,并不至于使外环滚道产生变形,技术要求在螺栓紧固前压盖B面与主轴箱端面有0.01~0.03 mm的间隙,前轴承压盖尺寸测量如图6所示。
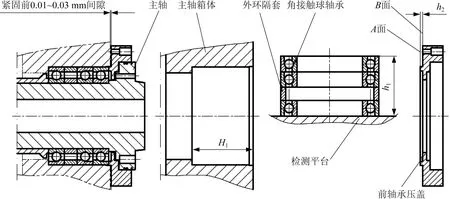
图6 前轴承压盖尺寸测量
使用0.02 mm和0.04 mm两种规格的塞尺检测间隙,要求在螺栓紧固前压盖与主轴箱端面之间可以插入0.02 mm塞尺,而0.04 mm塞尺不得插入。在螺栓紧固后,间隙不得插入0.02 mm塞尺。
为满足上述技术要求,需测量主轴箱体的轴承安装孔深度H1、前轴承外环及外环隔套总厚度h1、前轴承压盖A面和B面高度差h2,并通过修配前轴承压盖的A面或B面来保证。要求端盖A面的平面度不得超过0.002 mm。
由于必须考虑主轴运转受热而伸长的实际情况,技术要求圆柱滚子轴承外环端面与后轴承端盖之间有0.03~0.05 mm的间隙,不会导致轴承外环滚道因受轴向力变形而影响滚子的轴向窜动。后轴承端盖尺寸测量如图7所示。
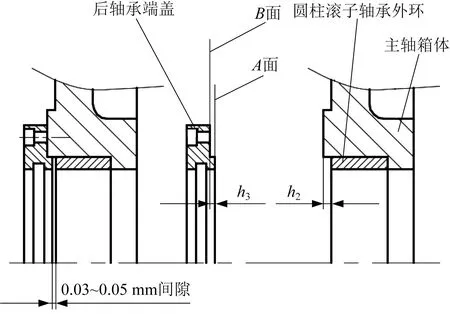
图7 后轴承端盖尺寸测量
实测后轴承端盖的A面和B面高度差h3及后轴承外环端面与主轴箱端面距离H2,通过修配后轴承端盖的A面或B面来保证:
0.03 mm≤H2-h3≤0.05 mm
(2)
5.2 定向装配主轴轴承
为保证主轴的回转精度,在精密轴承装配时尽可能采用定向装配法,即在装配主轴轴承前分别检测轴承内孔径向跳动高点和主轴鼻端7°7′30″短锥面相对前后轴承安装位公共轴线径向跳动高点,并分别标记。在装配时,将前后轴承内孔的径向跳动最高点置于相位的同一方向上,主轴鼻端短锥面径向跳动的最高点则置于相反的相位方向上,使误差相互抵消而非累积,以提高装配精度。轴承定向装配施工如图8所示。此时,前后轴承内孔的径向跳动最高点与主轴上对应轴承安装定位面的跳动最高点同侧。

图8 轴承定向装配施工
对于精密级轴承而言,轴承厂家对轴承内环的高点都有标志,轴承品牌不同,标志符号不同。
装配成组角接触球轴承时,需注意其外环外表面的V形角线图案,如图9所示。需将该角线对齐后再装入主轴箱体孔中。
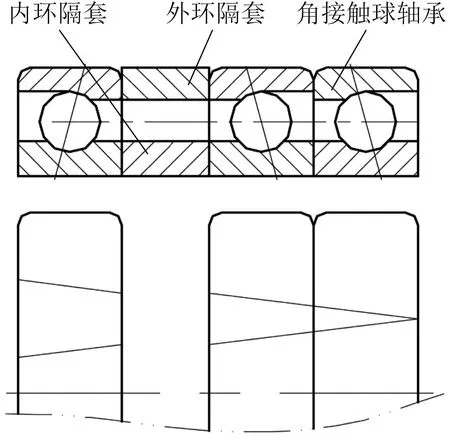
图9 成组角接触球轴承V形角线图案
由定向装配原理可知,以上装配技术既可以减小轴承内环滚道因零件配合产生的变形量,又可以在前后轴承及主轴的跳动量不变的情况下达到误差补偿的目的。
5.3 角接触球轴承安装与调整
为提高轴承刚性,防止轴承内环在工作期间因摩擦受热膨胀而产生相对主轴滑动现象,角接触球轴承的内环与主轴之间采用过盈配合关系。考虑到轴承的滚动体与内外环滚道之间为点接触,当轴承受冲击载荷时,容易使内外环滚道出现压痕、凹点等状况,从而导致轴承高速运转时出现振动大、噪声大等不良现象,因此,角接触球轴承采用热装的方式来避免滚动体在安装时受力。
使用加热箱将轴承加热至 55~65 °C,保温2 h,使其能够轻易套进主轴后再安装。热装的轴承在冷却后,不仅径向会产生收缩,轴向同样会产生收缩。为防止轴承内环与主轴定位轴肩产生间隙,可使用轴承隔套和锁紧螺母将轴承轻轻压紧,直至轴承冷却至室温后,再重新紧固锁紧螺母。
在不同预紧力作用下,轴承刚度和发热情况也都不同。通过锁紧螺母所施加的预紧力,大小一般应根据使用经验和通过试验来决定。针对图1所示主轴单元,要求将主轴组件装入主轴箱体且固定之后,使用扭矩扳手来控制锁紧螺母紧固力矩的大小,施工如图10所示。
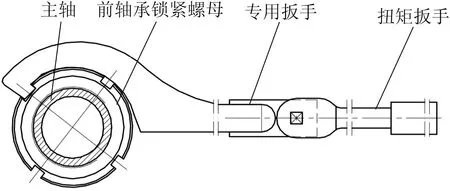
图10 扭矩扳手紧固锁紧螺母施工
经反复验证,最终以110 N·m的锁紧力矩紧固锁紧螺母,主轴获得最佳的回转精度。施工时,为了避免安装不到位,第一次按经验值的3倍拧紧锁紧螺母,即以330 N·m的力矩值拧紧。达到既定值后,将螺母稍稍缓扣,使用橡胶锤依照对角线的顺序以适当的力度均匀敲击主轴端部,使轴承内环产生的过量变形得以纠正。最后再用110 N·m的力矩锁紧螺母并固紧。在拧紧锁紧螺母的过程中,注意监测主轴鼻端的相关精度,不允许超差。
6 润滑脂分布磨合运转
采用脂润滑方式的轴承,在高速运转下过高的温升会严重影响轴承工作精度,导致精度丧失和使用寿命缩短。尤其在润滑脂刚刚填充后的初期运转中,会造成异常发热,有可能导致润滑脂劣化。为避免发生这一情况,需要对轴承进行磨合运转。经过磨合,过量的润滑脂强制进入轴承沟道,使轴承内的润滑脂均匀分布,并可保证在轴承正常工作时的热平衡温度最低。一般从主轴最高转速的10%开始,在无负荷的情况下,分档500 r/min、1 000 r/min等逐步提高转速。在每档转速下,当轴承达到稳定温度时再提高转速,直至达到主轴单元的最高转速5 000 r/min,并且温度稳定为止。按这一方案施工可有效避免轴承一开始即在高速和重载下使用,不会引起轴承损坏,保障轴承的使用寿命。
7 主轴单元精度检测
7.1 几何精度检测
主轴单元几何精度检测如图11所示。分别检测主轴鼻端定心轴径的径向跳动和主轴端面跳动,要求千分表测头垂直于被测表面,并慢速连续旋转主轴进行检测。记录千分表最大和最小读数差,最大差值即为对应检测面的跳动值。

图11 主轴单元几何精度检测
检测主轴周期性轴向窜动,要求在主轴鼻端定位短锥面上安装一个带有垂直于轴线的平面检具,用于检验轴向窜动。将千分表球形测头触及该平面,在低速连续旋转主轴的情况下测取读数。
以上检测作为主轴单元出厂前合格证中的必检项目,结果均无超出允许误差0.002 mm的现象。
7.2 工作精度检测
精车圆柱试件,检验主轴单元工作精度。车削前,以1 500 r/min的转速运转至主轴轴承达到稳定温度状态,以同样转速连续精车30件直径为50 mm的棒料。精车外圆尺寸变化如图12所示。试件圆度误差最大值为 0.001 mm,尺寸一致性为0.002 mm,相邻尺寸波动值为0.002 mm。
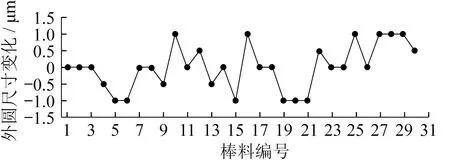
图12 精车外圆尺寸变化
8 结束语
主轴轴承的装配对主轴单元的最终使用效果有着决定性的影响,如运转精度、稳定性等,相同精度的零件未必能够装调出相同精度的主轴单元,因此要求在装配过程中采用正确的方法、统一的标准,确保主轴单元的使用效果。笔者就某型主轴单元所配置的精密轴承装配技术进行了深入研究,制订出主轴单元的装配流程,包括精密轴承装配前准备、精密轴承组件装配、润滑脂分布磨合运转等关键装配工序的方法与技术要求,同时对主轴单元几何精度及工作精度的检测数据进行跟踪总结。结果表明,严格按既定装配流程施工生产的主轴单元,精度和性能稳定,均达到进口同类产品的同等水平。由此证明所述装配技术具有正确性、合理性,具有广泛推广、借鉴的价值。
