智能光谱气体检测技术赋能石化工业安全低碳高端发展
2024-05-07林融
林 融
(中国石化工程建设有限公司,北京 100101)
0 引言
我国石化工业作为基础能源和基础原材料的流程制造业,2022年全行业国内生产总值(gross domestic product,GDP)为16.56万亿元(约占全国GDP的13.7%),已经成为国民经济持续发展的重要支柱产业之一[1]。截至2023年2月中旬:我国炼油产能达9.2亿吨/年(美国9亿吨/年);乙烯产能达4 675万吨/年(美国4 482万吨/年);聚乙烯、聚丙烯、对二甲苯、精对苯二甲酸等20多种大宗石化产品产能均居世界前列。然而,与美、德、英、法、日等世界制造强国相比,我国石化工业还存在能耗与物耗偏高、资源与能源利用率偏低、产品结构性过剩较为严重、高端制造水平亟待提高、安全环保水平亟待提升等问题,未来发展还面临着更加严峻的资源、市场、环保、竞争等挑战。这些问题和挑战倒逼我国石化企业必须加快数字化和低碳化转型升级、提质增效,加快向集约化、园区化、高端化、智能化和绿色化等方向发展[2]。
目前,我国石化企业的安全生产隐患排查工作主要依靠人工巡检和固定点式气体检测器。人工巡检是依靠人的专业知识和经验发现生产中存在的安全隐患。这容易受到主观因素影响,且很难发现泄漏事故及危险状态,导致可靠性差。固定点式气体检测器在事故发生后才能发现泄漏源头并采取安全措施,不能达到从源头上防治事故的目的。
光谱法等智能化气体检测技术能够对由错误操作、工艺异常、仪表故障、设备故障等引起的早期气体泄漏等异常工况进行及时预测。特别是针对“两重点一重大”的危险源,智能化气体检测技术能够远程、大范围、快速、精确地监测出泄漏地点、浓度、范围及变化趋势,使操作工及时进行挽救操作以将操作状况拉回正常工况,从而减少事故发生的几率。在国家“智能制造”战略[3]和“工业互联网+安全生产”行动计划的指引下,随着智能化技术应用研究的不断深入,安全生产管理逐渐从静态分析向动态感知、事后应急向事前预防、单点防控向全局联防转变。这也为提升安全、环保管理水平提供了有力的技术支撑。综上所述,研发并推广应用光谱法等智能化气体检测技术迫在眉睫。
为满足智能光谱气体检测技术在石化工业生产中对危险气体泄漏进行安全和环保监测的强烈需求,本文首先系统地阐述了智能光谱气体检测技术的检测原理、技术特点及适用范围,并将其与传统气体检测技术进行了技术性能、适用范围、性价比等方面的对照;然后,分析了智能光谱气体检测技术在石油化工典型场景的应用案例;最后,对我国智能光谱气体检测技术的发展思路提出了建设性的意见。研究表明,加速推进智能光谱气体检测技术的研发及推广应用能够有效赋能石化工业安全、低碳、高端发展。
1 石油化工安全生产形势与监管要求
1.1 石油化工安全发展面临的挑战
我国石油化工行业总体呈现以下特点。
①分布范围广。除西藏自治区以外,我国各省、市、自治区、特别行政区均建有化工园区(共380余个)。根据国务院安委[2016]7号文,国民经济行业的20个门类中有15个、95个大类中有68个涉及石油化工危险化学品,分别占总量的75%、70.8%。
②企业数量多。截至2022年底,我国已登记的危险化学品生产企业达1.2万余家、经营企业达5.5万余家、石油和化工规模以上企业多达3万家。
③涉及环节多。涉及危险化学品的环节有6个,分别为生产、经营、使用、运输、储存和废弃处置。应急、公安、交通、环保等多部门负有安全环保监管职责。另外,氢能、电化学储能等新兴能源产业的快速发展都对行业安全发展提出了新的命题和挑战。
近年来,虽然我国石油化工行业安全生产形式持续、稳定向好,事故总量、伤亡人数均呈持续下降态势,但行业的高危性质仍未改变。这主要体现在重大火灾爆炸事故仍时有发生,而系统性安全风险还未得到有效治理。因此,防范化解重特大安全风险的需求迫切,亟需借助智能化技术提升企业本质安全运行水平,从而助力行业高质量发展。
近10年国内石油化工行业特大安全事故举例如下。
①生产环节。2023年辽宁盘锦“1·15”事故发生在生产环节,导致13人死亡。
②储存环节。2015年天津港“8·12”事故发生在储存环节,导致165人死亡。
③运输环节。2013年山东青岛“11·22”事故发生在运输环节,导致62人死亡。
④废弃环节。2019年江苏响水“3·21”事故发生在废弃环节,导致78人死亡。
1.2 国家相关安全生产政策与监管要求
近年来,国家相关部委密集出台了安全生产政策与监管要求。
①实时风险监控预警(目标)。
2020年2月,中共中央办公厅、国务院办公厅发布的《关于全面加强危险化学品安全生产工作的意见》,要求实现园区内企业、重点场所、重大危险源、基础设施的实时风险监控预警。
②快速感知/实时监测/超前预警(能力)。
2020年10月,工信部、应急管理部发布的《“工业互联网+安全生产”行动计划(2021—2023年)》(工信部联信发[2020]157号)通知,要求危化企业基本形成快速感知、实时监测、超前预警、联动处置、系统评估等新型能力体系建设。
③大范围速扫监测预警装备(设备)。
2021年,工信部、应急管理部发布的《“工业互联网+危化安全生产”试点建设方案》(应急厅[2021]27号),支持化工园区企业加快部署大范围速扫监测预警装备,实现园区危险气体浓度场数据的远程、大范围、快速监测和传输。
④光谱成像气体检测系统(光谱设备)。
2022年,应急管理部发布的《危险化学品企业安全风险智能化管控平台建设指南(试行)》(应急厅[2022]5号)通知,鼓励有条件的企业可以部署基于可调谐半导体激光吸收光谱(tunable diode laser absorption spectroscopy,TDLAS)技术与计算机断层扫描(computer tomography,CT)算法的水平场分布测量系统和光谱成像气体检测系统,以及由空基探测系统、地基探测系统所构成的空地一体化危险气体探测网。
2 光谱气体泄漏检测技术综述
2.1 光谱法气体泄漏检测基本原理
朗伯-比尔定律是光谱法气体泄漏检测的基本原理。郎伯-比尔定律是:光的吸收强度(E)与被吸收物质的浓度(C)和作用距离(L)的乘积成正比。这也是分光光度法的基本定律。C越高,则L越长,即E也越强。光谱法气体泄漏检测技术利用光谱吸收的指纹特征对气体进行探测。光谱法气体探测器分为点式(常用光程不大于100 mm)、开路式(常用光程不大于100 m)和光谱扫描成像式(常用光程不大于3 000 m)。
光谱是电磁波谱(包括极低频波、毫米/微波、太赫兹、红外、可见光、紫外、X射线、γ射线等)中的一部分,通常包括紫外线(波长10~380 nm)、可见光(波长380~780 nm)、红外线(按波长又可分为近红外线780~2 526 nm、中红外线2.5~25 μm、远红外线25~1 000 μm)。激光光谱波长范围为数百纳米至上万纳米。
2.2 非色散红外气体检测技术原理
非色散红外(non-dispersive infrared,NDIR)吸收法的原理是基于物质对红外辐射的吸收特性,当特定波长的红外光照射到气体时,气体分子会吸收这些光线。这种吸收行为遵循朗伯-比尔定律。通过对红外光强度的测量,可以计算出气体的浓度。
红外吸收式气体传感器的工作机制如下。红外光源发射红外光线。这些光线中的光子被气室内的气体分子吸收。气体分子对特定波长的红外光有较强的吸收能力,导致光的能量减少。传统红外光源波长为(3.3±0.3)μm,属于中红外波段。红外线传感器主要由红外光源、光路气室、红外探测器这3个部分组成。通过测量经气体分子吸收后的光强变化量δ,可以实现对C的测量[4]。
2.3 激光气体检测技术原理
TDLAS技术遵循朗伯-比尔定律,采用高分辨率的近红外波段光谱。激光光源波长为(1 654±0.3)nm。利用气体分子的红外光谱吸收的“指纹”特征,可以形成具有识别度的特征峰波形信号,从而检测被测气体的浓度[5]。
2.4 光致电离气体检测技术原理
光致电离检测(photoionization detection,PID)传感器由紫外灯和离子室构成。 紫外灯利用惰性气体真空放电产生紫外线。特定波长紫外线透过窗口射入离子室。离子室由正负电极形成电场。气体分子在高能紫外线激发下产生的负电子和正离子聚集在离子室的电极间形成电流,经放大和处理后输出电流信号,从而实现气体浓度检测。
2.5 光谱与传统气体泄漏检测技术经济性综合对比
可燃气体探测器包括激光线型探测器、红外线型探测器和催化燃烧型探测器。
3种可燃气体探测器技术经济性综合对比如表1所示。
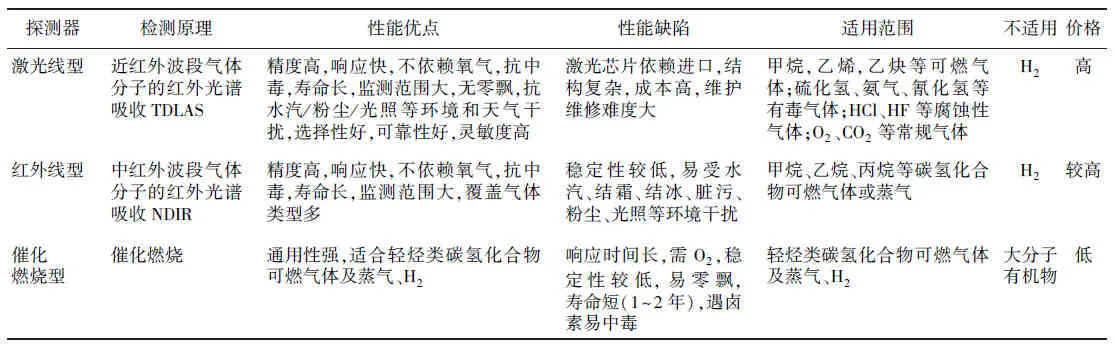
表1 3种可燃气体探测器技术经济性综合对比
有毒气体探测器根据检测原理分为金属氧化物半导体(metal oxide semiconductor,MOS)、电化学(electro chemical,EC)、红外线(infrared,IR)、激光和PID这5种。
5种有毒气体探测器技术经济性综合对比如表2所示。
3 国内外智能光谱气体检测技术发展现状
3.1 国外智能光谱气体检测技术发展简述
美国Providence Photonics公司将烃类气体泄漏检测技术的发展划分为3个阶段。
第一阶段为传统识别。该阶段采用固定点式或对射式检测器进行泄漏检测报警、采用便携式检测器进行巡检或补充判断。
第二阶段为智能识别。该阶段采用远程遥测式红外热成像摄像机、光谱吸收成像摄像机等实现自动泄漏检测报警。
第三阶段为人工智能(artificial intelligence,AI)识别。该阶段采用红外热成像摄像机、光谱吸收成像摄像机等遥测设备与计算机机器视觉,结合AI算法,实现全自动、全天候智能泄漏检测报警。
目前,美国、欧洲、日本、中东等的多数先进炼化企业已进入第二阶段,部分先进炼化企业已进入第三阶段。
国际上以美国霍尼韦尔(锐百凌Rebellion)、美国梅思安(MSA)、西班牙森西亚、德国布鲁克等公司为代表的企业,已推出成熟的智能型光谱视频成像气体检测技术与产品。
3.2 国内智能光谱气体检测技术应用与发展
(1)概述。
自2005年以来,在国家、部委法规与政策的推动下,在国家安全监管部门、各大石油石化企业领导高度重视下,中国科学院、清华大学、南京大学、中国科技大学、武汉理工大学等科研院所、高校深度参与高科技企业的产学研攻关。国内部分智能光谱泄漏检测技术企业已成功自主研发新型产品与系统,并在试点项目获得局部成功应用。这些法规、政策包括但不限于:我国《国家中长期科学和技术发展规划纲要(2006—2020)》中的第58项优先主题为“重大生产事故预警与救援”;工业和信息化部、科学技术部等联合印发的“工信部联信2011—160号”《关于加快推进信息化与工业化深度融合的若干意见》中的第2项“实现生产过程的实时监测、故障诊断、质量控制和调度提升”、第4项“围绕监测报警、灾害预警、应急响应和处置等方面,深化信息技术的集成应用,建立安全生产新模式”等。目前,我国部分先进炼化企业已进入第二阶段,少数先进炼化企业已进入第三阶段。
以下简述红外热成像仪、多频红外气体检测成像仪、傅里叶变换红外(Fourier transform infrared,FTIR)光谱气体检测仪、差分吸收激光雷达气体检测成像仪、智能巡检机器人[6]的发展现状。
(2)红外热成像仪。
红外热成像仪的原理是基于不同物质的红外热辐射特性实现气体探测。红外热成像仪主要用于泄漏检测和温度检测,可以实时给出气体的动态分布和云团形状[7]。
红外热成像仪的优点如下。
①实时监测泄漏气体的云团形状及动态走势。
②实时监测设备、管道的温度分布。
③在气体泄漏和温度夜间监测方面应用效果较好。
红外热成像仪的缺陷如下。
①不能定性识别气体种类。
②不能定量给出气体的浓度数值。
③光谱波段窄,检测种类少。
(3)多频红外气体检测成像仪。
通过滤光片可以获取不同气体的红外光谱(离散光谱)。多频红外气体检测成像仪的原理是基于不同物质在不同红外波段的红外辐射特性不一致的特性[8],利用滤光片来获取特定气体在特定红外波段的红外辐射特性。1种滤光片对应1种或者若干种气体。
多频红外气体检测成像仪的优点如下。
①利用主动光源被气体吸收的特性进行检测,原理简单。
②精度高、响应快、不依赖O2、抗中毒、寿命长。
③监测范围大、现场维护校验较容易。
多频红外气体检测成像仪的缺陷如下。
①光谱窄,覆盖烃类气体较少。
②易受水汽、结霜、结冰、脏污、粉尘、光照等环境干扰而产生误报。
③单台多频红外气体检测成像仪无法同时检测多种气体。如需同时检测多种气体,则必须预知气体种类以更换相应的滤光片;否则,无法检测。
(4)FTIR光谱气体检测仪。
FTIR光谱气体检测仪(又称“高光谱红外气体检测仪”[9])分为主动型和被动型。目前,被动型FTIR光谱气体检测仪得到主要应用。
被动型FTIR光谱气体检测仪利用空间中的红外辐射,通过干涉仪和光谱仪分辨不同波长光谱,无需反射镜[10]。
被动型FTIR光谱气体检测仪的优点如下。
①远程、非接触、大范围(公里级、三维)实时动态扫描,光谱成像,昼夜自动监测。
②识别报警快,能显示分布和扩散、溯源定位。
③可同时对多种、多组分气体种类及浓度进行识别和监测。
④适用于环保排放监测或泄漏量、泄漏范围较大情况下的监测。
被动型FTIR光谱气体检测仪的缺陷如下。
①需要大量计算来区分多种、多组分的不同气体。组分越多,处理时间越长。部分气体有交叉干扰。
②探测器使用制冷型可获得较高灵敏度,但成本较高;非制冷型灵敏度较低。
③算法复杂、投资高,且使用及维护成本较高。
(5)差分吸收激光雷达气体检测成像仪。
差分吸收激光雷达气体检测成像仪以TDLAS技术为检测手段。该技术使用1 654 nm波长的激光检测甲烷分子时会产生吸收效应,对其他气体则不会产生吸收效应[11]。吸收效应会使检测的激光发生衰减。衰减程度和气体分子数量成反比。气体分子数量越多,则激光被吸收得越多。只要准确测量激光被吸收的情况,就可以准确检测出气体的浓度。
差分吸收激光雷达气体检测成像仪的优点如下。
①大范围(可达公里级)的主动遥测、高灵敏度预警。
②激光波长准确,能克服不同气体之间的光谱交叉干扰;具有检测速度快、准确性高的特点;适用于对装置级场景的微泄漏安全监测。
③可实现无源检测,本质安全,无需频繁标定;半导体激光光源使用寿命长。
差分吸收激光雷达气体检测成像仪的缺陷如下。
①光谱窄,覆盖烃类气体较少。
②部分激光芯片依赖进口、成本高。
③结构复杂、维护维修难度大。
(6)智能巡检机器人。
随着AI技术和工业机器人技术的深度融合,智能巡检机器人已替代传统机器人渗透到多个领域(如汽车制造、物流分拣、采油采矿、电力巡检等),以替代人工完成相关工作[12]。《机器人产业发展规划2016—2020 年》和《“机器人+”应用行动实施方案》的提出,推进了工业机器人在危险程度高的化工等行业的广泛应用。因此,对存在高危作业场所的石油化工企业而言,应抓住契机深入研究智能巡检机器人替代人工巡检,以减少危险作业场所人工巡检操作频次、提高工作效率,并且降低造成人员伤亡事故的风险。
石油化工智能巡检机器人技术架构如图1所示。
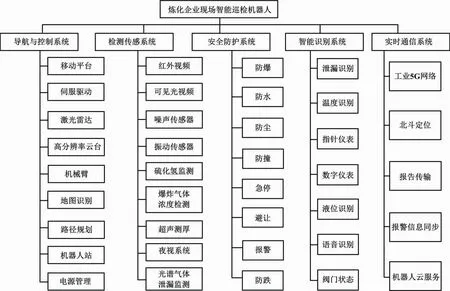
图1 石油化工智能巡检机器人技术架构
4 智能光谱气体检测关键技术研究与进展
4.1 智能感知传感层的关键技术
智能感知传感层的关键技术包括多频红外气体检测成像仪关键技术、FTIR气体检测成像仪关键技术、TDLAS气体检测成像仪关键技术、微传感&微机电系统(micro-electro-mechanical system,MEMS)气体泄漏检测仪关键技术和智能巡检机器人关键技术等。
①多频红外气体检测成像仪关键技术。
多频红外气体检测成像仪关键技术是利用可燃、有毒气体的吸收光谱特性,选定中到中远红外光谱波段(3.0~14.0 μm),并通过面式图像型传感器探测气体对光线辐射的吸收,以实现对气体的可视化成像。研发基于AI算法的图像识别技术,并有效分析、提取气体的时空谱特征,可以实现泄漏自动报警。国内企业目前具备探测器模组、相机硬件、AI算法、软件全链条研发能力。同时,多频红外气体检测成像仪可兼顾现场温度异常、烟雾、火灾、人员异常等事件的监测预警。
②FTIR气体检测成像仪关键技术。
FTIR气体检测成像仪关键技术基于不同气体分子的中远红外光谱波段(7~14 μm)选择吸收特性,鉴别泄漏物质的组成、结构、泄漏量。该技术具有分析速度快、灵敏性高、监测面积大、稳定度高等优点,能够快速掌握气体扩散趋势、实时确定泄漏源位置。我国通过自主研究,构建了中国大气背景红外辐射特征模型。该模型在国内大气环境下,可更有效地消除大气背景的干扰。基于FTIR技术的产品实现了“动中测”功能。该产品既可以搭载于车辆等移动平台,又可以对移动目标进行检测。
③TDLAS气体检测成像仪关键技术。
TDLAS气体检测成像仪基于近红外光谱波段(1 654 nm)高效、高耐候性的空间光耦合模块和针对远距离遥测的平行光发射系统与漫反射、全反射高效光信号接收系统,以获得更高质量的携带光谱信息的激光信号。在光谱信号处理方面,通过自研的大范围光信号平衡、光谱匹配滤波、微弱信号提取、快速浓度反演算法等技术剔除光谱信号中的干扰及噪声,可以得到更加真实、稳定的吸收光谱,从而保证检测结果的灵敏度和准确性。
④微传感&MEMS气体泄漏检测仪关键技术。
微传感&MEMS气体泄漏检测仪利用二氧化锡、二氧化钛、氧化锌等MOS气体敏感特性,通过电导率、电阻率变化情况监测识别泄漏气体成分、浓度,具有尺寸小、功耗低、灵敏度高、响应恢复快、测量范围大等特点。
⑤智能巡检机器人关键技术。
智能巡检机器人集可见光、红外、激光雷达等多种摄像头于一体;集温度、压力、可燃和有毒气体泄漏、振动、噪声等多种传感器于一身;具备“视觉、听觉、嗅觉、触觉”的智能检测与传感功能[13]。智能巡检机器人能够实时对现场工艺设备、机泵、管道、仪表及控制阀的异常工况进行报警,并及时将图像及信号发送至石化工厂的中心控制室和消防/安全监控中心。
4.2 数据处理与应用平台层的关键技术
①数据共享与追溯关键技术。
数据共享与追溯关键技术基于区块链技术的数据一致性存储、难以篡改、防止抵赖等特性,可在危险化学品全生命周期管控中构建集生产、储存、运输、使用、废弃等环节于一体的产业链协同网络,以实现对参与方的信息高透明度、高协同度。
②海量数据高效传输关键技术。
海量数据高效传输关键技术利用边缘计算、视频智能分析等先进技术,实现工艺、设备、泄漏、作业、视频等多结构数据的并行处理和高效传输,从而解决传统互联网物联网(Internet of Things,IoT)中短时间内海量实时生产数据的数据挤压问题。
5 石油化工典型场景应用案例研究
5.1 典型应用场景分析
智能光谱气体泄漏检测技术能够有效应用于以下场景:①油田、气田及长输管线;②液化天然气(liquefied natural gas,LNG)接收站和天然气净化厂;③炼油装置与油品罐区;④乙烯等化工装置及液态烃球罐区。
4个典型应用场景中,对于可燃和有毒气体的泄漏进行动态实时地检测及报警,能够有效地预防或减少火灾、爆炸、人身中毒、环境污染等重大危险事故的发生,从而保护企业、社会、生命、财产及环境安全。
5.2 油田、气田及长输管线
长输管线的在线监测是难以实现的。经过国内企业的长期研发,通过在长输管线高后果区使用无源光纤系统,并将光纤与管道一同地埋的光感终端及监控中心系统主机进行连接,即可实现现场无供电的长期工作。这实现了对气体浓度多点、实时、不间断的远程监测。系统覆盖地上、地下的三维立体空间,并对地埋管道和绝缘接头进行 24 h在线实时监测,从而实现了长输管线在线监测。
5.3 LNG接收站和天然气净化厂
由于LNG接收站具有输送气体单一、天然气净化厂具有H2S含量高而要求泄漏点快速检测报警等特点,过多的固定点式探测器反而容易产生操检人员误操作导致误报警,无法达到检测报警的效果。激光、红外等光谱探测器具有无需操作、无需定期标定、指纹性检测、泄漏识别迅速、抗天气干扰能力强等特点,可有效降低误报警的发生概率[14]。由于具有1 km探测距离的能力,智能光谱气体检测成像仪可以大范围主动探测,降低了探测器使用的数量。
5.4 炼油装置与油品罐区
根据GB/T 50493—2019 4.1.5[15],当生产设施及储运设施区域内泄漏的可燃气体和有毒气体可能对周边环境安全有影响而需要监测时,应沿生产设施及储运设施区域周边设置线型气体探测器[16]。线型激光、红外等光谱探测器可有效实现边界防护这一理念。主要炼油装置和油品罐区都需要进行H2S泄漏检测。1 000万吨炼油能力总共需要400多个固定点位式探测器。利用光谱探测器的大范围、高精度、高灵敏度、短响应时间等特性,不但可以快速发现H2S微量泄漏、有效降低操检人员H2S中毒现象发生的概率,而且通过降低探测器使用数量可以大幅减少常规点位探测器的后期维护费用,同时可对H2S输送管线进行有效监测。
5.5 乙烯等化工装置及液态烃球罐区
乙烯等化工装置及液态烃球罐区对乙烯、丙烯、乙烷、丙烷、液化石油气等液态烃泄漏监测的要求极高。乙烯裂解装置具有集成度高、内部管线布置复杂的特点。因此,使用传统点位式探测器对关键泄漏点进行全面监控是设计难题。激光、IR等光谱探测器不但可以长距离、24 h不间断地精确探测微量泄漏,而且扫描式设备可以针对裂解装置和乙烯储罐区等重点监控点位进行大范围、全方位、立体的在线监测扫描检测。
6 智能光谱气体检测技术应用瓶颈与发展建议
6.1 应用瓶颈与挑战
经过研究、总结与分析,我国智能泄漏检测技术应用发展面临的主要瓶颈与挑战有以下5个方面。
①光谱泄漏检测技术的部分核心元器件、关键芯片(例如核心激光器、斯特林制冷机芯、激光/红外成像芯片等)需要进口且价格昂贵,因而亟需进行国产化替代攻关。
②光谱智能检测技术所采用的AI、机器学习(machine learning,ML)等开发软件需要使用国外软件,光谱算法与数据库需要技术攻关与迭代。 例如很大一部分的软件工具可以在开源平台上获取。而这类软件平台绝大多数是境外公司提供支持。电子设计自动化(electronic design automation,EDA)设计软件方面也往往需要使用国外软件。
③由于受光谱吸收检测原理的局限,光谱遥测等智能泄漏检测技术存在的主要问题是1台设备只能检测1种或个别种气体。在检测多种混合气体的环境时,需要安装多台设备。这会造成投资过高。这个问题正在通过研发解决。
④由于石化现场气体泄漏场景的复杂性及无规律性,光谱遥测等智能检测仪布点难度大,需要依托实际工程项目技术攻关。
⑤由于在石化典型场景所应用的智能泄漏检测技术复杂、设备费用昂贵,需要石化企业提供资金方面的相关支持。
6.2 应用发展建议
(1)在监测形式上,从被动式检测改变为主动式智能预警工作方式。
泄漏都是以气团形式出现的。光谱吸收检测技术是检测整个气团的浓度。点式被动检测只能检测扩散到检测传感器所在位置的很少一点气体。而光谱吸收检测技术对于感知泄漏气团具有更高灵敏度,并且可结合后台的AI算法在早期发现更小的泄漏,从而实现智能预警。
(2)普通智能泄漏检测技术向AI算法及多种气体检测方向发展。
①通过对光学系统设计、光谱信号处理AI算法的研究,可以进一步提高设备的检测能力。
②对不同气体的光谱特性进行研究,从而实现更多种类气体的检测。
③研究单台设备多气体检测。检测波长将从波长较短的近红外线向波长较长的中红外线发展,以得到更高的检测灵敏度和应用范围,并兼顾监测温度异常、烟雾、火灾、人员异常等危险工况。
(3)泄漏检测向高科技、高灵敏度和大范围方向发展。
气体泄漏检测技术向智能光谱检测技术、新型声学检测技术及新型气敏材料等高科技方向发展,以实现多维度监测技术结合(视觉、声学、嗅觉等)的无人化智能泄漏监测。此外,多维度传感融合也是未来传感技术的发展方向。多维度融合包括但不限于NDIR、FTIR、TDLAS、拉曼光谱、MEMS声学检测、相控阵声学检测、仿生电子鼻等。
(4)泄漏检测技术向系列化高性价比产品方向发展。
①根据石化工业安全生产监控需求、监测气体类型,形成低、中、高系列化高性价比产品,以降低设备成本、提升监测性能。
②光谱检测技术对危险气体的遥测实现近、中、远距离的检测。
③大范围气体泄漏遥测设备与在线式气体泄漏监测设备相结合,可以有效弥补在线式设备无法全方位覆盖的短板,形成点、线、面相结合的全方位立体防护机制。
7 结论
经过对智能光谱气体检测技术的需求调研、技术与产品研发及试点应用,智能光谱气体检测产品已在典型石化生产场景获得了上千套的成功应用,并取得了良好的效果。具体成果体现在以下2个方面。
①在智能感知层,运用智能光谱检测技术,弥补了现有泄漏探测手段(点型传感器辅助人工巡检)存在的受环境影响大、报警滞后、信息孤岛化、报警数据单一等不足。
②在应用平台层,采用IoT技术实现多种泄漏监测数据互联互通、采用AI分析技术深入挖掘数据价值[17],从而形成了点-线-面融合的泄漏智能监测报警机制。这为“工业互联网+安全生产”要求的快速感知、实时监测、超前预警、联动处置、系统评估这5项新型能力建设提供了高效支撑。
综上所述,基于智能光谱气体检测技术研发的气体检测器、成像仪、无人巡检机器人等产品及系统,是符合“智能感知+数字基座+应用平台”的智能制造先进架构,是构建面向石化工业“工厂、企业、园区”的智慧安全工业互联网解决方案的关键技术,是赋能石化工业安全、低碳、高端发展的核心利器。
