白酒糟资源利用及菌种发酵研究现状
2024-05-06赵品瑶陈巧灵王海浪王稼辰
◎ 赵品瑶,陈巧灵,王海浪,王稼辰,周 岭,2
(1.宜宾学院质量管理与检验检测学部,四川 宜宾 644000;2.宜宾学院农食产品标准化与检验检测四川省高等学校工程研究中心,四川 宜宾 644000;3.宜宾学院固态发酵资源利用四川省重点实验室,四川 宜宾 644000)
白酒糟是白酒生产的主要副产品,若直接排放,会造成极大的资源浪费。同时,白酒糟水分含量及酸度较高,在适宜温度下极易腐败变质,造成环境污染,因此,开发有效处理白酒糟的方法意义重大。白酒糟中有多种粮食原料,如玉米、高粱、小麦等,且富含多种营养物质,如蛋白质、脂肪、纤维素、碳水化合物、维生素、矿物质等。此外,白酒生产过程中会加入稻壳,白酒糟中粗纤维含量较高,导致适口性差、消化能和代谢能较低,严重影响了白酒糟作为饲料资源的价值。
目前,白酒糟主要用来制作养殖饲料、复糟酒、生物有机肥、生物天然气、食用菌、食醋和活性炭等,大幅提高了白酒糟的资源化利用率,对于提高白酒糟经济价值、实现酿酒行业可持续性发展,具有重要意义。因此,本文探讨了如何混合菌种协同发酵技术,对白酒糟进行二次加工,以期改善白酒糟营养物质组成,提高白酒糟粗蛋白含量,降低白酒糟粗纤维含量,以促进白酒糟实现高效资源化利用。
1 白酒糟营养成分
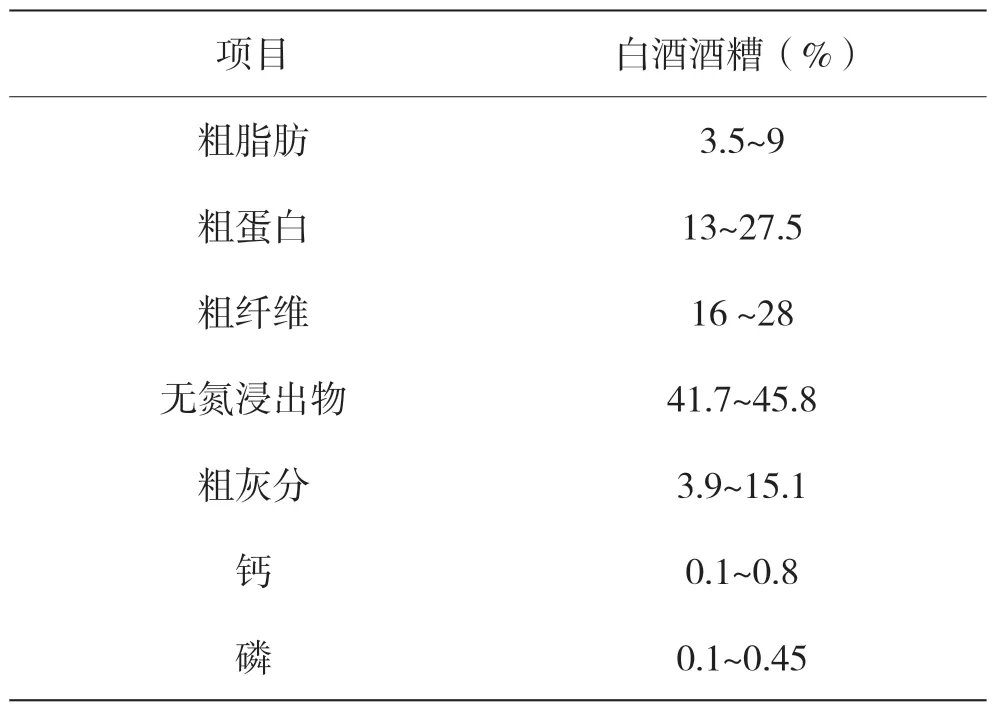
表1 白酒糟常规营养成分及含量表

表2 白酒糟成分营养对比表(%)
2 白酒糟资源化利用情况
2.1 白酒糟生产饲料
2.1.1 烘干饲料
利用白酒糟生产烘干饲料,是指将鲜白酒糟烘干后剔除白酒糟中的稻壳,剩余的物质用来生产饲料。夏先林[9]等人对安酒酒糟进行一、二级谷壳分离,结果表明,酒糟中粗纤维含量分别降低了59.8%、75.1%,粗蛋白含量分别提高了14.5%、26.3%。若将白酒糟进行烘干处理后直接用于饲料生产,糠壳中较高的粗纤维含量容易影响动物对营养物质的消化、吸收和利用[10]。然而,现有各酒糟烘干技术在生产中存在降低酒糟饲料性、经济成本高、技术研究不够深入、应用范围较窄等问题。因此,探寻新型的酒糟烘干技术很有必要。
2.1.2 青贮饲料
研究表明,在甜高粱秸秆和酒糟中添加青贮菌剂,可以有效改善甜高粱和酒糟的发酵、营养品质,延长贮存时间[11]。蒋红琴等[12]通过在甜高粱秸秆酒糟中添加玉米粉进行混合青贮,发现酒糟营养价值有所改善,青贮品质良好,显著优于单独青贮甜高粱秸秆酒糟。刘晓风等[13]研究表明,3%植物乳杆菌可以有效提高酒糟青贮饲料的营养价值。
2.1.3 蛋白饲料
通过生物技术,不仅可以提高白酒糟菌体蛋白含量,而且能改变蛋白质结构和氨基酸比例,将大分子的蛋白质降解为小分子蛋白质或多肽,从而提高白酒糟蛋白质的品质和利用率。张玉诚等[14]研究表明,通过白地霉、米曲霉、绿色木霉和枯草芽孢杆菌混合发酵白酒糟,可使白酒糟总氨基酸含量提高24.47%、蛋白含量提高57.85%。杨丽华等[15]在探究混菌发酵对白酒糟蛋白饲料利用率及适口性的影响时,利用纤维素降解菌和酵母菌发酵白酒糟。结果显示,粗蛋白含量25.91%,较发酵前提高了60.43%。胡志强等[16]利用枯燥芽孢杆菌热带假丝酵母发酵酒糟,接种比例1:1 的情况下,酒糟中粗蛋白含量达到39.28%。
2.1.4 粗酶制剂
通过微生物发酵技术,利用白酒糟作为原料,可生产低成本饲用酶制剂。将发酵生产的酶制剂用于饲料生产中,可提高饲料营养成分利用率,降低饲料成本,并减轻畜禽粪便造成的环境污染,为我国酶制剂工业探索出一条新途径[17]。邹德勋等[18]利用康氏木霉发酵工业废弃酒糟产生纤维素粗酶,结果表明,自制粗酶与工业酶制剂具有相似的纤维素水解效果,具有较大的改良和优化潜力。侯国亮等[19]利用黑曲霉和绿色木霉混合发酵酒糟生产粗酶制剂,所得产物纤维素分解酶酶活不低于680 U·g-1,糖化酶酶活不低于2 500 U·g-1。
2.2 siRNA能显著抑制lncRNA BLACAT1的表达 由于BLACAT1在肿瘤组织中显著上调,因此实验选用siRNA对BLACAT1进行敲减。在使用siRNA转染LN382和U87MG细胞后的24 h,使用qPCR技术验证转染效率,结果显示lncRNA BLACAT1的表达量在silence组(0.54±0.08)较NC组(1.00±0.13)显著下降,P<0.001,见图2。说明我们实验中使用的siRNA能有效抑制lncRNA BLACAT1的表达。
2.1.5 饲料添加剂
微生物饲料添加剂是指在饲料中添加或直接给动物饲喂微生物或其培养物,参与调节胃肠道内微生态平衡、刺激特异性或非特异性免疫功能,可被肠道有益菌消化,促进肠道内常住菌的生长繁殖,具有促进动物生长和提高饲料转化率的微生物制剂。邹明鑫等[20]通过在酱香型白酒糟中接种乳酸菌进行液体发酵,乳酸菌迅速成为优势菌种,再用酒糟对发酵液进行填充干燥,得到微生物饲料添加剂。徐丽萍等[21]以大曲白酒糟为基质进行固态发酵生产新型微生态功能饲料添加剂。结果显示,蛋白质含量较高,不饱和脂肪酸含量占总脂肪酸含量的78%以上。
2.2 白酒糟培养食用菌
目前,利用酒糟可以栽培平菇、鸡腿菇、猴头菇、金针菇、茶树菇等多种食用菌。张敬慧[22]等人试验结果表明,在酒糟∶油茶壳为1 ∶1、5%石灰添加量、30%菌种接种量条件下,产出平菇符合国标一级平菇的标准。但用于栽培食用菌的酒糟需要经过处理,相应的成本会增加。
2.3 白酒糟生产丢糟酒
白酒糟生产出的丢糟酒可直接用于白酒调配,能够降低生产成本。但是,丢糟酒中主要酯类的比例相对不协调,含量偏低。韩雨辰[23]等人通过优化高产酯低产高级醇酿酒酵母在丢糟酒生产中的发酵条件,将乙酸乙酯含量提高了21 倍,乳酸乙酯提高了8.8%。
2.4 白酒糟酿醋
白酒糟在酿醋过程中可以替代部分填充料。由于含有大量的粗淀粉、粗蛋白、糖和有机酸,经发酵分解,其能够提高醋成品中的氨基酸含量,提升醋的质量和口感,降低酿醋的成本投入。耿丽晶[24]等人经实验确定了酒糟固态发酵成醋工艺,所得产品口感、风味俱佳,卫生指标符合国家标准。
2.5 白酒糟产沼气
厌氧处理是一种成熟的有机废弃物处理工艺,白酒糟厌氧发酵产生沼气,其沼气中甲烷浓度较高,白酒糟沼气中甲烷含量均高于70%,显著大于一般的农业及畜禽废弃物沼气中甲烷浓度,有利于后续的能源化利用。目前,白酒糟发酵产沼气的技术和设备较为完善,能够在一定程度上缓解能源紧缺问题,也能减少对水资源的污染。
2.6 其他
研究表明,白酒糟可用于生产肥料、高附加值的生化产品、活性炭、制取糖类及淀粉酶等[25-28]。随着科学技术的不断发展,白酒糟的资源化利用将在更多领域得到不断创新和完善。
3 菌种发酵对酒糟粗蛋白和粗纤维含量的影响
3.1 单菌种发酵
有研究表明,使用酿酒酵母、嗜酸乳酸杆菌和霉菌等单菌种进行白酒糟发酵,能在发酵过程中分泌多种酶系,具有降解酒糟中淀粉和纤维素的特性。陈颀等[29]研究表明,经酿酒酵母发酵后的白酒糟总能值升高,粗蛋白含量为31.12%,粗纤维含量为11.00%。李颀虓[30]等用优化的枯草芽孢杆菌发酵白酒糟和其他饲料原料,结果显示,粗蛋白增幅82.8%,甘露聚糖、木聚糖和植酸磷降幅分别为66.29%、12.23%和35.14%。孙亚楠等利用5%产朊假丝酵母发酵鲜白酒糟,取得较为理想的效果,粗蛋白达到18.28%,粗脂肪达到8.96%,纤维素降低到24.25%。
3.2 双菌种发酵
有研究使用白地霉和绿色木霉、霉菌和真菌等双菌种组合进行白酒糟发酵。钟世博[31]等用热带假丝酵母和绿色木霉组合,以2 ∶3 的比例在30 ℃条件下,发酵酒糟48 h,发酵后,酒糟粗蛋白从27.50%增加到41.48%。陈曦等[32]利用米曲霉、酵母混株在培养基固态发酵,培养基配比(g·L-1):啤酒糟222、黄酒糟55、豆粕55、麸皮222、硫酸铵11、KH2PO45,在初始pH 4 的条件下,酵母接入发酵16 h 后接入米曲霉再培养68 h,测得粗蛋白最高可达37.22%,将基质粗蛋白提高了9.50%。李悦明等[33]以黑曲霉和产朊假丝酵母(接种比例=1 ∶1,接种量5%)为发酵菌株,以白酒糟和裂殖壶藻粉(混合比例=1 ∶1.5)为原料,在硝酸铵添加质量分数1.5%、水分质量分数42%、pH 6.0~6.5、30 ℃、麸皮添加质量分数15%的条件下,发酵72 h,结果显示,粗蛋白提高率为28.75%。
3.3 多菌种发酵
有研究使用多菌种组合,如三菌种、四菌种,甚至五菌种等协同发酵白酒糟。张建华[34]用白地霉、热带假丝酵母、绿色木霉按照1 ∶1 ∶1 的比例组成混合菌,接种5%的混合菌于28 ℃发酵酒糟3 d,与单菌发酵相比较,产物中的粗蛋白含量增加了6.16%,真蛋白含量增加了10.7%,粗纤维含量较低了5.16%。范恩帝等[35]用酿酒酵母、产朊假丝酵母、植物乳杆菌、枯草芽胞杆菌、康宁木霉、黑曲霉H7、黑曲霉H1496 和嗜热毁丝霉组成混合菌种发酵酒糟,与汽爆处理酒糟相比,菌种组合发酵酒糟粗蛋白含量提高了22.55%,粗纤维含量下降了17.85%。张玉诚等用白地霉、米曲霉、绿色木霉和枯草芽孢杆菌以1 ∶1 ∶1 ∶1 的比例,组成混合菌种固态发酵白酒糟,得到的发酵白酒糟粗蛋白含量提高了57.85%,总氨基酸含量提高了24.47%。
4 菌种组合发酵对酒糟品质的影响
4.1 常规营养成分
有研究以白酒糟为原料,采用产纤维素酶活力高、能有效降解纤维素、能大量繁殖且蛋白质可利用率高的混合菌株进行发酵,可以降低白酒糟粗纤维含量,提高可利用蛋白含量,扩大蛋白饲料来源,提高白酒糟资源利用率,有利于动物营养物质消化吸收。焦肖飞等利用3种混合菌种发酵白酒糟,当接种5%的枯草芽孢杆菌和10%的白地霉发酵24 h后,再接种5%的产朊假丝酵母于30 ℃培养72 h,得到的发酵酒糟蛋白转化率最高,粗蛋白含量达32.09%。刘达玉等[36]利用降解纤维素霉菌、酵母菌、产酯霉菌组合发酵白酒糟,辅以麸皮、豆饼粉等物料,在30 ℃条件下发酵4 d 后,混合物料粗蛋白质由19.63%提高到29.71%,粗纤维由19.55%降低到14.15%。
4.2 酶活浓度
微生物能够利用酒糟中的淀粉、糖类等营养物质产生脂肪酶、蛋白酶、纤维素酶等酶类,降解酒糟中的纤维素,提高蛋白质含量,从而改善酒糟品质。郭素环等人[37]用未发酵白酒糟培养基作为对照组,用班图酒香酵母、枯草芽孢杆菌、绿色木霉、嗜酸乳杆菌,按相等比例组成混合菌种,进行有氧固态发酵白酒糟,发现该实验组蛋白酶、淀粉酶、脂肪酶、纤维素酶等各酶活浓度分别为317.38、350.48、89.71、116.79 U·g-1,与对照组相比有显著提高。宋善丹[38]等结果表明,将0.05%米曲霉、0.05%黑曲霉、0.08%产朊假丝酵母菌种组合,添加0.8%的尿素及2%小苏打,发酵后该组酸性蛋白酶、中性蛋白酶、纤维素酶活力分别为592.90、712.31、39.04 U·g-1。
4.3 脂肪酸含量
不饱和脂肪酸根据双键个数的不同分为单不饱和脂肪酸及多不饱和脂肪酸,是动物生产中十分重要的营养物质之一。动物通过摄入不饱和脂肪酸,可以有效维持正常的细胞结构,降低体内胆固醇的含量,改善动物肉质。司维江[39]等在温度为32 ℃、酒糟底物含水量45%的条件下,添加0.1%酒酿酵母、0.05%枯草芽孢杆菌、0.05%黑曲霉、0.05%米曲霉、0.2%产朊假丝酵母发酵酒糟,所得产物粗脂肪含量较发酵前增加2.13%。郭素环[37]等接种等比例的班图酒香酵母、枯草芽孢杆菌、绿色木霉和嗜酸乳杆菌,发现该组二十二碳六烯酸含量较对照组提高11.50%。
4.4 总酚含量
毕静[40]等利用黑曲霉、米曲霉和枯草芽孢杆菌进行单菌和混合发酵白酒糟。结果显示,黑曲霉和枯草芽孢杆菌组合在混合发酵第5 d,总酚含量达到最大值,为7.67 mg·g-1,是发酵前酒糟总酚含量的3 倍。
5 结语
近年,白酒工业每年产生大量酒糟副产物,其营养成分复杂。随着研究的深入,人们对酒糟中的物质成分越来越了解,进一步加大了酒糟的开发利用。通过调研白酒糟的综合利用情况和相关研究发现,目前白酒糟应用于饲料生产领域较为广泛,能够在一定程度上解决白酒糟的处理问题,提高养殖经济效益。虽然其他酒糟资源再利用的方法也能够实现高产值,但是这些技术的成本和处理过程较为复杂,技术推广的难度较大等问题,都需要持续进行跟进研究。在酒糟作为饲料资源应用的后续研究中,相关学者可以结合目标产物的生产特点,使用单菌种、双菌种、三菌种等多菌种发酵,找到各菌种之间的协同或拮抗关系,以提升复合菌种发酵酒糟生产饲料蛋白的整体质量,促进酒糟的资源化利用进一步发展。