A comprehensive review on the processing-property relationships of laser strengthened magnesium
2024-04-18AlessandroRallsAakshetaAgnelPradeepMenezes
Alessandro M.Ralls,Aaksheta Agnel,Pradeep L.Menezes
Department of Mechanical Engineering, University of Nevada Reno, Reno, NV 89557, United States
Abstract Among the existing series of softer metals,magnesium (Mg) has attracted much attention due to its impressive strength-to-weight ratio.However,due to its ease of deformability,Mg tends to suffer from rapid degradation in a wide variety of abrasive and electrochemical environments.One method of improving its surface properties is through surface modification techniques.Among the existing techniques,laser shock peening (LSP) has been one of the most widely utilized processes due to its surface-hardening-like effects.Despite this understanding,a comprehensive review has yet to exist that encapsulates the strengthening mechanism of LSP for Mg and its influence in degradation environments.This review aims to encapsulate the existing research around the LSP field for Mg.Specifically,an understanding of the surface-strengthening effects in relation to its mechanical,tribological,corrosion,and tribo-corrosion characteristics is elucidated.Additionally,the feasibility of LSP for Mg materials in critical industries is also discussed.Through this work,a novel understanding of LSP for Mg can be understood,which can provide a future direction for research in this field.
Keywords: Laser shock peening;Magnesium;Surface deformation;Tribology;Microstructure.
1.Introduction
Magnesium (Mg) alloys are widely used in a large range of fields such as aerospace,automation,biomedical,and other technologically advancing sectors.This is due to their impressive damping properties,strength-to-weight ratio (with a density and specific strength of 1.738 g/cm3and 130 kN×m/kg[1]),and impressive castability [2–4].The mechanical performance parameters of Mg and its alloys consist of a 90–515 MPa ultimate tensile strength (UTS),21– 460 MPa yield strength (YS),38– 120 GPa elastic modulus,and a compressive yield strength of 21– 465 MPa [5].On the other hand,the corrosion performance parameters are determined by the physical properties (i.e.,density and porosity) and the mechanical/structural characteristics.However,Mg is not known for having impressive chemical properties [6].
Given the mechanical and electrochemical properties of Mg and its alloys,there are specific industries that have a high dependence on them.For example,in the automotive industry,Mg is often used as a structural material for engine cradles and roof frames due to its stiffness.Mg is also used to create other parts such as steering shafts and braking components [7].In the aviation industry,Mg is also used as lightweight wing frames and landing gear parts which help with the process of flying [8].However,despite these advantages,Mg-alloys suffer from poor degradation resistances in the forms of wear and corrosion.Mg-alloys also suffer from poor creep resistance which may be a hindrance in a significant amount of applications [9–11].For example,in boneimplant applications,Mg-based materials can suffer from mechanical degradation due to their low elastic modulus [12].In automotive applications,although Mg excels in weight reduction,its low electrochemical potential can result in chemical degradation and potential galvanic corrosion with surrounding components [13].In hydrogen storage applications,although Mg-based materials (e.g.,magnesium hydride (MgH2)) have an impressive volumetric (110 g of H2/liter) and gravimetric(measuring at 7.6 wt.% H2) capacity for hydrogen storing,their relatively slow desorption kinetics render a large limitation for widespread applications [14,15].Even in aircraftrelated applications,the presence of simultaneous wear and corrosion (i.e.,tribo-corrosion) can result in rapid and unwanted degradation[16].The consequences of such premature degradations can result in component failure and non-optimal operating conditions.These failures can be quite costly and potentially dangerous depending on the application.These issues create challenges that force researchers to modify the material to improve those aspects [17,18].
One reliable method of creating stronger and more structurally stable materials is through post-surface processing methods.Out of these existing methods,laser shock peening (LSP) has attracted a large amount of attention due to its rapid surface-strengthening effects [19].Being introduced in the 1960s,LSP is a surface deformation process that utilizes high-intensity laser pulses to create compressive residual stress fields to a desired surface [20].By doing so,shockwaves are imposed which results in severe plastic deformation and subsequent recrystallization.As a consequence,the structural integrity of the processed surface is improved which results in greater control over its mechanical and chemical degradation resistance [21,22].
In industry,LSP is used in a wide array of mechanical components.For example,in the aerospace industry,LSP can be applied to components such as turbine blades,helicopter blades,and rotary components.By strengthening their surfaces,their erosion degradation against foreign object debris can be reduced,resulting in fewer repairs [23–25].In the automotive industry,LSP can also be applied to leaf springs in suspension systems.As leaf springs are subjected to cyclic loadings,their resistance to fatigue failure is increased [26].An example of a typical LSP setup can be seen in Fig.1.In this figure,a Q-switched Nd: YAG (Neodymium doped Yttrium Aluminum Garnet) LSP system is used to process a metallic surface held by robotic arms.Most industries will use a setup similar to this.

Fig.1.A visualization of an industrial LSP system,provided by Huang et al.[27].
Out of the existing literature,LSP has been found to enhance key material properties such as mechanical strength,tribological resistance,corrosion resistance,and tribo-corrosion resistance [28,29].With LSP having a great amount of industrial success,it can be suggested that LSP is indeed a viable technique to control the mechanical and chemical degradation of Mg alloys.
2.LSP mechanism
To better understand the mechanism of LSP,its critical to understand the general experimental procedures that are most frequently utilized.Throughout the process,four key factors that need to be considered.Aside from material selection,these factors consist of the (1) type of ablative coating,(2)confinement media,(3) laser intensity,and (4) overlap ratio.
2.1. Influence of ablative coating
Exploring the first factor,the ablative coating is a technique that improves the efficiency of LSP and reduces undesirable defects.The function of the ablative coating is to maximize the degree of compressive stresses from the laser pulse [23].From the existing literature [30–34],most in the field tend to opt for some form of black vinyl tape or aluminum foil.This is because of their impressive ability to absorb the thermal energy of the laser pulse,resulting in lessened thermal defects.The advantage of this concept is that the plasma generated will be contained,mitigating the byproduct of thermal effects along the surface while allowing for hydrodynamic expansion (i.e.,shockwave propagation).Although the use of ablative coatings has been considered a necessary component to successful LSP processing,works within the past 5-10 years have reported that it might weaken the surface strengthening effect of the laser pulse [35,36].Xiong et al.[35]found that elements of the ablative coating can diffuse into the substrate surface,which be a reason for these findings.However,a true mechanistic understanding of the impacts of different ablative coatings is unclear.It can be assumed that factors such as material type,coating thickness,coating type,and the amount of thermal heating induced from the laser pulse can influence the impact the LSP process.
2.2. Influence of confinement media
Aside from the ablative coating,a confinement media is also used due to its recoil pressure-enhancing effects [37].By using a medium such as water or BK7 glass,the thermodynamic energy of the laser pulse is concentrated.This can result in a peak pressure that can last up to 2-3 times longer than what it would be without the confinement media [37–40].To better visualize these effects,a schematic of the application of a confinement media is shown in Fig.2.Regarding its effect on the LSP processing,the confinement layer has been reported to amplify the shock wave induced by the laser pulse [35].Because of this,greater deformation will occur along the surface,which will result in the generation of surface dislocations.
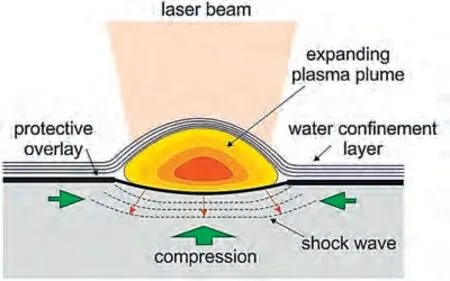
Fig.2.A schematic of the laser interactions from LSP to the protective overlay and confinement media,adapted from Kaufman et al.[41].Copyright 2022,under CC BY 4.0.
2.3. Influence of laser pulse intensity and overlap ratio
Although the confinement media and ablative coating have an impact on the final surface-enhancing effects of LSP,the influence of laser characteristics is arguably the most influencing factor of the LSP process.Specifically,the laser intensity and overlap ratio will dictate the magnitude of the shock wave that occurs along the surface.When increasing the laser intensity,duration,or the number of impacts (alongside their overlapping ratios),there will be a greater influence of plastic deformation and heating/cooling along the surface.Although it can be intuitively thought that having the highest laser intensity would result in the greatest strengthening,factors such as surface roughening and thermal defects will affect their performance in mechanical/chemical degradative environments.To have sufficient surface strengthening,the peak pressure formed from the laser pulse must exceed the dynamic yield stress of the material.This factor is frequently referred to as the Huguniot elastic limit (HEL) [42].The HEL can be effectively related to the material’s dynamic yield strength(σ dy) and its corresponding Poission’s ratio (v).It is typically represented in the following form [43,44]:
Aside from evaluating theHEL,one useful way of quantifying the degree of plastic deformation is by calculating the peak pressure (PPeak) of the laser shock wave.The most notable and widely reported way of calculating thePPeakis through Fabbro’s model [45,46].Fabbro’s model is described through the following relations:
Whereαis the efficiency of the laser-to-surface interaction,Iabsis the intensity of the applied laser,Zis the reduced shock impedance of the laser,andZ1/Z2are corresponding acoustic impedances of the peened substrate and confinement media.An example of the relation between laser intensity and peak shockwave is shown in Fig.3.It can be seen that the laser-induced shock pressure (as indicated by the blue curve)lasts for a significant amount of time past its peak,which demonstrates the surface-strengthening effects of LSP.

Fig.3.The relation of laser power density and its corresponding shock pressure induced from the LSP process.Reprinted by Wei et al.[47],Copyright 2017,under CC BY 4.0.
By calculating theHELandPPeakparameters,the theoretical plastic deformation induced from laser pulse (εp) can be calculated through the following relation [44]:
Where bothμandεare Lame’s coefficients.From a microstructural perspective,dislocation multiplication will also occur.This will result in atomic lattice distortion and ultimately grain and crystallite refinement [48].
3.Advantages and disadvantages of LSP
Aside from understanding the mechanisms of the LSP process,its advantages and disadvantages should be considered.From an application standpoint,LSP has a variety of advantages,including but not limited to having lower capital costs,cheaper labor costs,shorter setup times,and requiring a small amount of maintenance [49,50].However,some disadvantages include the constraints of proper processing on geometrically restrictive components,the influence of air contaminants during processing,long processing times,and the limited paid services available [23,51,52].Regarding material properties,LSP offers the advantages of strengthening a desired surface,while also promoting compressive stresses and potential crack/pore healing effects.However,the potential disadvantages include the formation of uneven surface roughness,uneven microstructural refinement,and relatively small amounts of compressive stresses distributed throughout the entire bulk component [20,48,53–60].A summarization of these points can be found in Table 1.Despite the operational and material-based disadvantages,LSP still sees large usage in the research and industrial sectors.
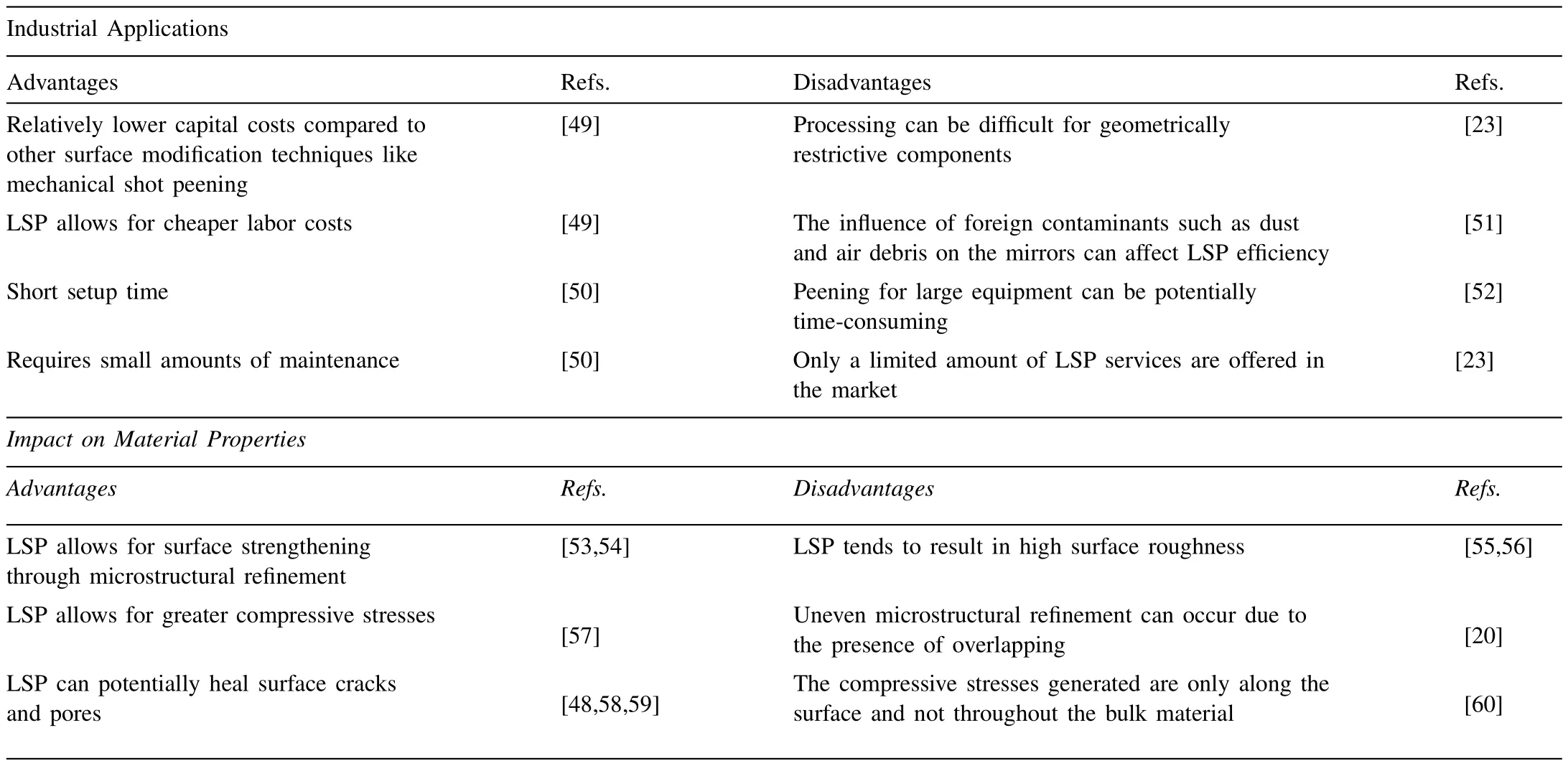
Table 1 The advantages and disadvantages of LSP from industrial and materials-affecting standpoints.
4.Research status of LSP for magnesium
Being a relatively mature technology,applications of LSP tend to be largely found in a variety of industries such as aerospace and nuclear.The common materials subjected to peening include but are not limited to aluminum (Al),titanium (Ti),stainless steel (SS),and nickel-based (Ni-based)superalloys [23,34].Out of these existing industries,LSP has the greatest usage in nuclear.This is because of the compressive stresses induced by LSP,which mitigate the presence of tensile stresses along welded regions on SS components.By doing so,the likelihood of stress-corrosion cracking on typical components such as nuclear canisters can be effectively mitigated.To date,the advancements in LSP technology are largely focused on varying the LSP setup to maximize compressive stresses and minimize thermal defects for sensitive materials.Examples of such developments include warm laser shock peening(WLSP)[61],cryogenic laser shock peening (CLSP) [62],electro-pulsing-assisted laser shock peening(EP-LSP) [63],laser shock peening without coating (LSPwC)[64],femtosecond laser shock peening(FLSP)[65],laser peen forming (LPF) [66],indirect laser shock surface patterning(indirect-LSSP) [33],and direct laser shock surface patterning (direct-LSSP) [67].
Although the main mechanism of microstructural refinement takes place,there is a lack of mechanistic understanding of the LSP process for softer materials such as Mg.Considering that Mg-related LSP research has been actively increasing throughout recent years,there is a need to establish a collective source of knowledge on this topic.To demonstrate this,a summarization of publications and citations for LSP Mg is shown in Fig.4.The displayed data was collected through the well-reputed Web of Science [68].To ensure that an accurate number of Mg-related LSP literature is shown,the following keywords were used in the seed search string:
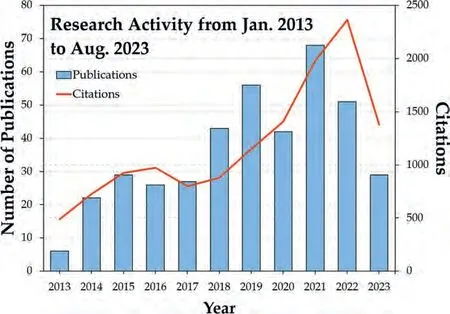
Fig.4.A visualization of the increasing research publications and citations of laser shock peened Mg from Jan.2013 to Aug.2023,provided by Web of Science [68].
•“Laser shock peening magnesium” OR “laser shock processing magnesium” OR “laser peening magnesium” OR“laser shock peening Mg”OR“laser shock processing Mg”OR “laser peening Mg” OR “LSP Mg”
All results displayed are from the years 2013 to 2023 (until August).Despite the large amount of scientific work published,no work comprehensively covers the results of these works.Compared to material systems such as steel,the scientific importance of understanding this subject is due to their inherent difference in deformation mechanisms that Mg has during the LSP process [69].By obtaining this key information,the mechanical,tribological,corrosion,and tribocorrosion characteristics of Mg alloys can be understood and applied to a variety of industries.To address this scientific gap,the following work will encapsulate the contemporary understanding of LSP for a broad spectrum of Mg materials.Such materials include but are not limited to traditionally manufactured components,additively manufactured components,to composite-based components.Their performance under mechanical,tribological,corrosion,and tribo-corrosion environments based on LSP processing will also be effectively summarized.Due to the importance of Mg in lightweight key applications such as aerospace,automotive,and biomedical,having a comprehensive understanding will allow for greater practical uses for LSP on Mg materials.This in turn will control their inevitable degradation as the advancements of industrialized components continue to progress [70,71].
5.Process-microstructure relationship
5.1. Twinning-induced mechanism
For Mg alloys,the hexagonally close-packed (HCP) structure results in poor ductility during plastic deformation due to the lessened amount of slip systems [72,73].As a consequence,the formation and nucleation of twins are the main contributors to microstructural refinement and recrystallization.These contributors are largely associated with improved mechanical and chemical performance [69,74].Within LSP-related literature,the formation of twins has been predominately reported as the primary microstructural forming mechanism.Oftentimes,the formation of twins will result in in-depth gradient nanostructures along the surface[30,75–77].
Mao et al.[77]provided an insightful perspective on this topic by explaining how laser processing can influence the formation of twinning formation for rolled AZ31B Mg alloy.In their work,LSP was applied across three different laser intensities,consisting of 2.21 GW cm-2(i.e.,I1),4.25 GW cm-2(i.e.,I2),and 6.03 GW cm-2(i.e.,I3).Black vinyl tape(with a corresponding thickness of 100 μm) and BK7 glass were used as the ablative coating and transparent confinement.The microstructure of the specimens was initially equiaxed,having a twin-free type of structure.Post-peening,the formation of mechanical twins took place across all intensities,as shown in Fig.5.Upon closer inspection,it can be seen that the degree and depth of twins drastically increased as a function of laser intensity (Fig.5a–d).Such a finding is to be expected due to the greater degree of plastic deformation from the higher-intensity laser pulse.However,an interesting observation was made for the I3specimen.Along the laseraffected zone,regions containing exhausted twins (Fig.5e)and unsaturated twin regions (Fig.5f) were present.
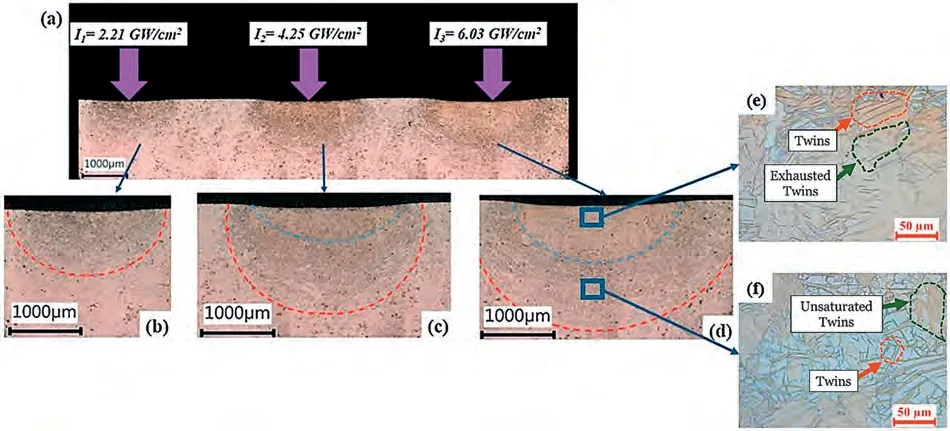
Fig.5.The (a) twinning features of LSP’d AZ31B Mg alloy at (b) 2.21 GW cm-2,(c) 4.25 GW cm-2,and (d-f) 6.03 GW cm-2,adapted from Mao et al.[77].Copyright 2018,with permission of Elsevier.
It was also found that the stresses applied along the c-axis were responsible for the deformation twinning that took place.Near the surface,the number of twins was the largest and was predominately in the {102} direction.According to their calculations,the density of twins was as high as 96.5%(in the case of the I3specimen),which followed a gradual decrease as a function of depth,as shown in Fig.6.This decrease was further explained by the decay of laser shock pressure as depth increased.The following relation was further used to explain this decay:

Fig.6.The evolution of twin volume fraction for LSP AZ31B Mg alloy from Mao et al.[77].Copyright 2018,with permission of Elsevier.
Whereεtwinis the strain induced along the surface,ftwinis the volume percentage of twins,γtwinis the overall magnitude of the twinning shear,andmis the Schmid factor for the corresponding twinning system.
Ren et al.[76]were also able to provide additional insights regarding the nanocrystallization of dual-phased (i.e.,containing theα-Mg andβ-phase (Mg17A12)) AZ91D Mg alloy.It can be suggested that the interactions of the various phases during shock loading will alter the deformation and recrystallization mechanisms.To fully understand these interactions,three laser energies,at 3 J,5 J,and 7 J were used.Unlike the previous work,Al foil and water were used as the absorbing and confining layers.From processing,it appeared that theβphase began to decrease as the laser intensity increased compared to the non-processed substrate.These changes can be found in Fig.7a and b.It was found that although theαandβphases were simultaneously refined during laser processing,the inherent crystalline differences resulted in non-uniform micro-strain rates and micro-distortions.TEM imaging(Fig.7c and d) at 100 μm depth also confirmed these observations,as the distribution of dislocations was rather nonuniform and cluttered.As to be expected,twinning occurred with the size of the twins varying between 100 nm– 300 nm along the short direction of the axes.However,closer to the peened surface,equiaxed nanocrystallites containing an average grain size of around 50 nm–80 nm were obtained.These nanocrystallites were induced by the immense stress concentration of the laser pulse.For reference,a visualization of the deformation mechanisms observed in this work is shown in Fig.8,which shows the equiaxed region from A to B and the culmination of varied twins along the region of B to C.

Fig.7.A visualization of the microstructure and dislocation formation of (a,c) pre-LSP and (b,d) post-LSP Mg AZ91D alloy,from Ren et al.[76].Copyright 2015,with permission of Elsevier.
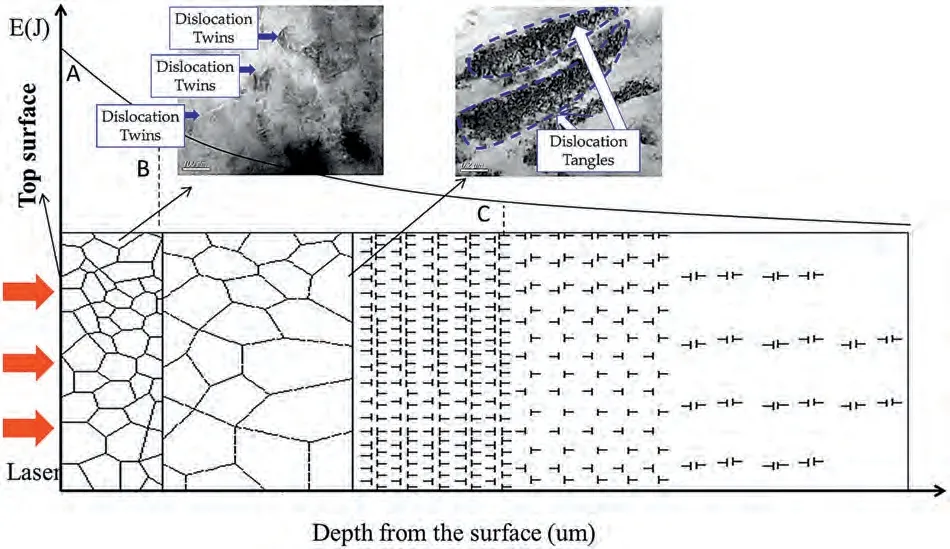
Fig.8.The microstructural forming mechanisms induced by LSP for Mg AZ91D alloy,from Ren et al.[76].Copyright 2015,with permission of Elsevier.
5.2. Effect of strain rates
Understanding that the microstructural refinement of LSP Mg is governed by dislocation accumulation and twinning,it’s also important to consider what occurs during the refinement process as the strain rates increase.According to the work of Wu et al.[75],a novel model was formed to describe the deformation mechanism associated with the strain rates from the laser pulse for Mg-Al-Mg alloys.To do so,the overlap ratio of the LSP process in their work was set to 30% and 50%.The laser used a pulse energy of 3 J,while having a width and diameter of ∼10 ns and 3 mm.The established strain mechanism can be seen in Fig.9.Along the upper portion of the peened region (with respect to viewing the structure from a cross-sectional view within 100 μm),discontinuous dynamic recrystallization (DDRX) appears to be the dominant deformation mechanism.For reference,DDRX is one type of recrystallization process that is associated with Mg and its alloys.DDRX operates by nucleation growth through the migration of high-angle boundaries.The grains formed from DDRX tend to have misorientations between 5° and 20° adjacent to the parent grains [78,79].
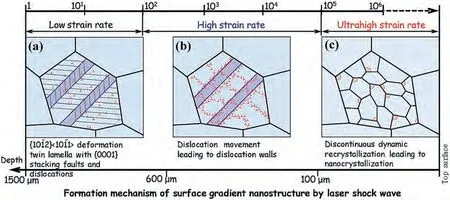
Fig.9.The microstructural forming mechanism of surface gradient nanostructure for Mg-Al-Mn alloy at (a) low strain rates,(b) high strain rates,and (c)ultrahigh strain rates,from Wu et al.[75].Copyright 2023,with permission of Elsevier.
The activation of DDRX is enabled due to the thermodynamic conversion of mechanical energy to thermal energy,which serves to create an ideal temperature condition to allow for DDRX.In this case,the boundaries become misoriented,thus resulting in the formation of extremely high-angle grain boundaries to nucleate within the initial course grains.From 100 μm to 600 μm,a variety of dislocation slip systems,such as pyramidal plane slips,basal plane slips,and prismatic plane slips,are all activated to some degree due to the high strain rates (between 102and 105).Lastly,from 600 μm to 1000 μm,the lessened strain rates result in dislocation movements along the (0001) basal plane,which result in thinner lamellae sections within the initial coarse grains.Based on TEM images of the matrix to twin structure lamellae shown in Fig.10,the formation of secondary twins does visually decrease the lamella structures.For reference,LSP processing at 30%overlap is shown in Fig.10a,whereas LSP processing at 50%overlap is shown in Fig.10b and c.However,the decrease in thickness of the lamellae was not quantified in this work.
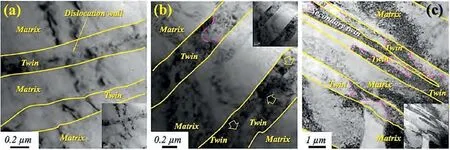
Fig.10.The evolution of matrix-to-twin lamella structures of LSP’d Mg-Al-Mn alloy at (a) 30% overlap and (b,c) 50% overlap.Figures were provided from Wu et al.[75].Copyright 2023,with permission of Elsevier.
Aside from traditional manufactured Mg,the influence of LSP on additively manufactured (AM) Mg has also been investigated.This was shown in the work of Li et al.[30],who studied the effects of LSP on wire-arc directed energy deposited (WA-DED) Mg of chemical composition (wt%) of 96.53% Mg,2.54% Al,0.55% Zn,and 0.38% Mn.Unlike traditionally manufactured components,the fusion-based techniques of AM can potentially result in anisotropic microstructures.Such anisotropic microstructures can influence the effect of post-laser peening,as their mobilities will be altered during DDRX [80–82].
Nonetheless,LSP was applied at 1.0 J,1.6 J,2.0 J,and 2.6 J laser energies having an overlap rate of 50%.According to their findings,the combination of grain refinement and an increase in dislocation density occurred,as reflected by the increase in full width at half maxima (FWHM) along the XRD spectra.In this work,the XRD spectra were obtained by using a Cu Kαradiation source within a 2θrange between 20° and 90°.The step size was set to 0.02°.Beneath the surface,it was noted that a combination of micron-sizedα-Mg grains accompanied byβ-Mg17Al12andη-Al8Mn5subparticles.These precipitates can occur due to the rapid heating and cooling rates induced by the fusion process.During peening,theη-Al8Mn5precipitates serve to allow for an accumulation of planar dislocation arrays due to their peening-type effect.The variation in strains allowed for a greater formation of dislocation tangles,which served to create an even more refined microstructure.This process can be visually seen in Fig.11a1,b1,and c1.As the peening stress increases,nanomechanical twins form,resulting in a type of lamellar-type of structure within the coarse grains,as shown in Fig.11a2,b2,and c2.Eventually,the strain rate results in dislocation slips within the particles themselves,thus resulting in microcracks and fragmenting of the particles (Fig.11a3,b3,and c3).Lastly,at the maximum strain rate,continuous dynamic recrystallization takes place due to the newly formed nanoparticles,thus resulting in a unique and greatly strengthened region (Fig.11a4,b4,and c4).
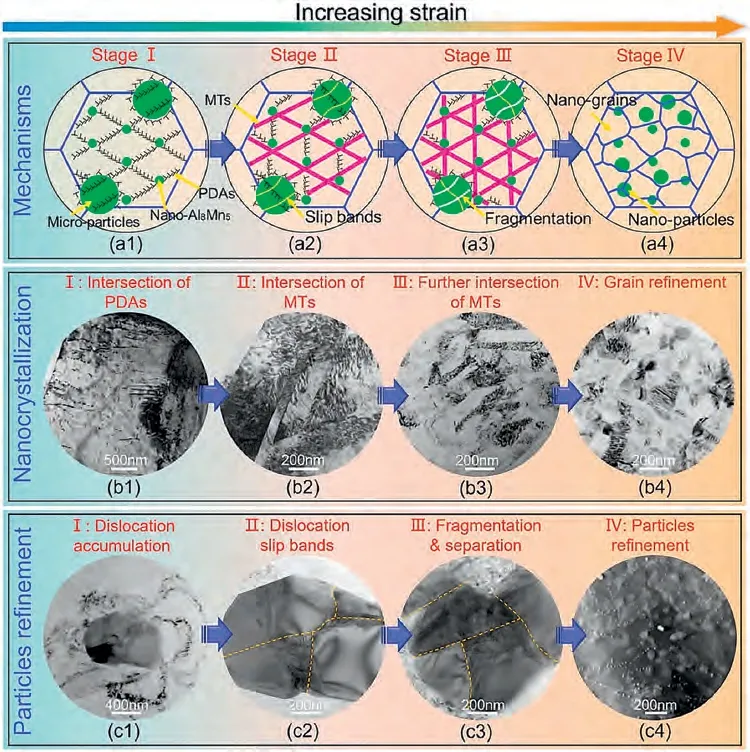
Fig.11.The relation of (a1,a2,a3,a4) microstructural,(b1,b2,b3,b4) nanocrystallization,and (c1,c2,c3,c4) particle refinement mechanisms in relation to increasing strain,from Li et al.[30].Copyright 2023,with permission of Elsevier.
5.3. Grain refinement mechanism
For Mg alloys,the grain refinement mechanism induced by LSP follows a complex process.According to Li et al.[83],for hexagonal closed-packed(HCP)AZ31 Mg with low stacking fault energy (SFE),the formation of mechanical twins(MTs),stacking faults (SFs),dislocation tangles (DTs),and dislocation lines (DLs) occur once surface plastic deformation takes place.Along the surface,the microstructural refining mechanism depends on dislocation generation,which occurs from slips along the pyramidal plane,prismatic plane,and basal plane.Beneath the surface,the formation of twin plates becomes more prominent.Nonetheless,the dislocations formed begin to accumulate along the grain boundaries,which will divide into subgrains and eventually result in recrystallization.With a greater amount of dislocations formed along the immediate peened zone,there will be greater microstructural refinement compared to the subsurface which is less affected by the peen.
Although this work establishes the LSP-to-microstructural refinement mechanism AZ31 Mg,the mechanisms for other forms of Mg,whether they be alloyed,composites,or formed through novel manufacturing techniques,will differ.Therefore,the authors suggest additional work be made in this field to truly study the variation in microstructural forming mechanisms.As consequence,the mechanical and chemical properties of Mg and its derivatives can be further controlled.
5.4. Relation of laser intensity and grain size
To obtain a more comprehensive understanding of the relationship between processing parameters and grain refinement,the trend of grain size and laser intensity based on the works from Ge et al.[32,84,85]and Ren et al.[86]are shown in Fig.12.These works were selected as they contained quantifiable grain size measurements from nanosecond pulsed processing.All listed values pertain to AZ31B Mg alloy or Mg-3Al-1Zn alloy.It can be seen that as laser intensity increases,the grain size of the Mg alloys decreases.This finding is to be expected based on the microstructural refining mechanisms previously discussed.It appears that after 9 GW cm-2,the grain size drastically decreases within the 10-40 nm range from the original ∼90 nm reading.There is likely some type of material-dependent threshold around 9 GW cm-2which results in greater deformation.However,factors such as laser diameter,overlap ratio,and the types of ablative coating/confinement media used will influence these findings.Nonetheless,it’s clear that there is a decreasing trend.
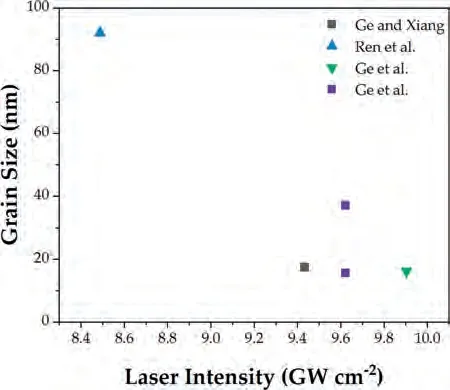
Fig.12.The relationship of grain size and laser intensity for LSP Mg alloys,with data obtained from Ge et al.[32,84,85]and Ren et al.[86].
5.5. Summarization of microstructural mechanisms
Collectively,it can be taken away that across all Mg samples,the predominant deformation mechanism consists of mechanical-induced twinning.It can also be concluded that in all cases,equiaxed nanocrystalline structures can be achieved near the surface,with their presence gradually decreasing due to the dissipation of the pressure shockwave.In the case of precipitated Mg,the precipitates can be fractured into nano-precipitates,which can allow for a greater degree of microstructural refinement and dislocation buildup due to their peening-like effect.It can be suggested that such modifications can have great implications for their mechanical and chemical performances.To better understand the microstructural refining effects of LSP,a culmination of other related works alongside their key findings are shown in Table 2.
Table 2 A summarization of the discussed contemporary literature regarding the process-to-microstructure forming mechanisms of LSP-Mg.
6.Influence of laser intensity on residual stresses
Across the literature,it is common knowledge that LSP induces compressive residual stresses along the surface of Mg materials [84,87,88].The driving mechanism is due to the plasma expansion of the laser,which propagates high-pressure shockwaves along the material’s surface.When this occurs,the region around the strained area will experience elastic deformation,which will then create a reaction force.This reaction force will then create a compressive stress field.A schematic of this process can be seen in Fig.13.

Fig.13.A schematic of the compressive stress fields formed by LSP provided by Zhang et al.[89].Copyright 2021,with permission of Wiley.
When the laser intensity increases,it is expected that a greater increase in residual stress takes place.To validate this,the relationship between laser intensity and peak compressive stress across a variety of existing works for Mg alloys[32,60,84,88,90]is shown in Fig.14.For all works,a form of Mg alloy was laser peened using a nanosecond laser pulse.It can be seen that as laser intensity increases,the degree of compressive stresses increases.This finding can be closely linked to the generation of stronger shock waves due to the higher laser intensity,as aforementioned.
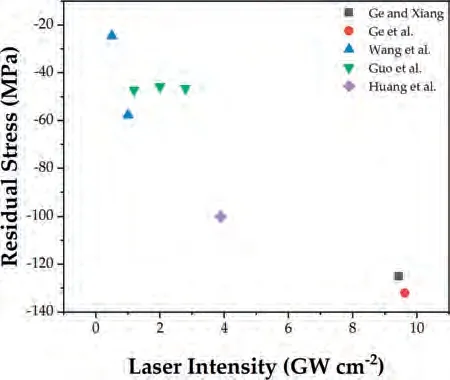
Fig.14.The relationship of residual stress formation and laser intensity,based on the data of the works from Ge and Xiang [32],Ge et al.[84],Wang et al.[60],Guo et al.[90],and Huang et al.[88].
7.Influence of laser intensity on surface roughness
Aside from the change in microstructural features and residual stress,the surface roughness of Mg materials is directly impacted by the severe plastic deformation induced by the laser pulse.To better understand this relationship,the reported findings of surface roughness and laser intensity for Mg alloy materials across a variety of published works are shown in Fig.15 [32,85,91].As can be seen,surface roughness follows a trend of initially increasing,then decreasing,then again slightly increasing.At lower intensities,the plastic deformation of the laser pulse has a dominant effect on the surface,which results in a rough surface.However,at higher laser intensities,rapid heating and cooling from the laser takes place,which has a more dominant role over pure plastic deformation,resulting in a relatively smoother surface.As laser intensity continues to increase,the roughness again increases.Based on this trend,it appears that the influence of laser heating and plastic deformation dictate the surface roughness finish.It’s suggested that additional work be made to better understand these mechanisms.
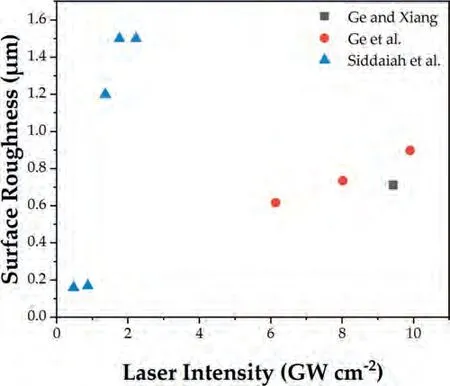
Fig.15.The relationship between surface roughness and laser intensity,based on the works of Ge and Xiang [32],Ge et al.[85],and Siddaiah et al.[91].
8.Mechanical properties
8.1. Fatigue properties
8.1.1.Fatigue crack growth rate
Considering the microstructural and twinning-induced structure of LSP’d Mg materials,it can be insinuated that their mechanical properties will also be improved.Across the literature,many have reported improved mechanical properties including improved fatigue growth resistance,hardness,and general strength [32,34,92–94].Such findings were demonstrated in the work of Ge and Xiang [32],who were able to control the fatigue crack growth rate of AZ31B Mg alloy through LSP treatment.In their work,LSP was applied using a laser energy of 10 J,while maintaining a laser impact diameter of 3 mm and a FWHM of the laser pulse at 15 ns.Al foil and water were also used as the absorbing and transparent confiding layer from processing.Based on their findings,it was found that LSP treatment induced a significant degree of residual compressive stresses along the surface and throughout the inner portions of the substrate (Fig.16a),which is widely known to prevent premature crack propagation during fatigue testing.Since that the essence of LSP is to induce compressive stress along a surface,these findings are to be expected.To further understand the theoretical fatigue crack growth rate,the stress intensity factor (ΔK) and fatigue crack growth rate (da/dN) of both the peened and non-peened specimens were calculated through theoretical polynomial-based relations,which consist of the following:
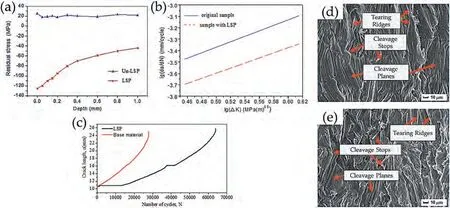
Fig.16.Avisualization of the (a)residualstress,(b)lg () vslg(ΔK) curve,(c) a-N curve,and fracture morphology of (a) as-received and (b) LSP AZ31B Mg alloy,adaptedfrom Ge and Xiang [32].Copyright 2016,withpermission ofElsevier.
WhereΔPis the load amplitude,Bis the thickness of the specimen,Wis the width of the specimen,ais the length of the crack,andCandnare corresponding material constants.The findings of these calculations are shown in Fig.16b,which clearly shows that LSP treatment can significantly reduce the crack growth rate in fatigue conditions.In fact,when compared to the a-N curves (Fig.16c),these results are further supported as the crack length was largely suppressed over a large number of cycles.These findings are attributed to the degree of compressive stresses along the surface.Evaluating the surface fracture appearance of the asreceived sample (Fig.16d) and LSP substrate (Fig.16e),it’s clear that the crack deflection of the LSP substrate is much greater,which can be attributed to the microstructural refinement induced by LSP treatment.
8.1.2.Fatigue life
For fatigue life,Sealy et al.[95]conducted comprehensive work investigating the effects of LSP overlap ratio on the fatigue life of MgCa alloy.Although the manufacturing method for the MgCa material was not mentioned,LSP with a power density of 5 GW cm-2was applied at 25% and 75% overlap ratios.LSP was applied at the central notch region of machined dog bone specimens,with the remaining portions of the dog bone specimen not being peened.The parameters for the fatigue conditions were set using a 0.9 kg weight (resulting in a 10 MPa bending stress) and using a rotational frequency of 30 Hz.The fatigue life of the unpeened and peened MgCa can be seen in Fig.17a.It can be seen that as the laser overlap ratio increases,the fatigue life increases.The origin of initiation for each specimen alongside a macroscopic overview of their fractured surfaces is further shown in Fig.17b and c.It can be seen that the initiation of the crack of the LSP specimens gradually moves closer to the unpeened regions (i.e.,away from the peened central notch region).Unlike the unpeened specimen,which exhibited fast granular fracturing,the LSP specimens exhibited gradual crack initiation and fracturing.These findings can be attributed to the combination of surface strengthening and compressive stresses.
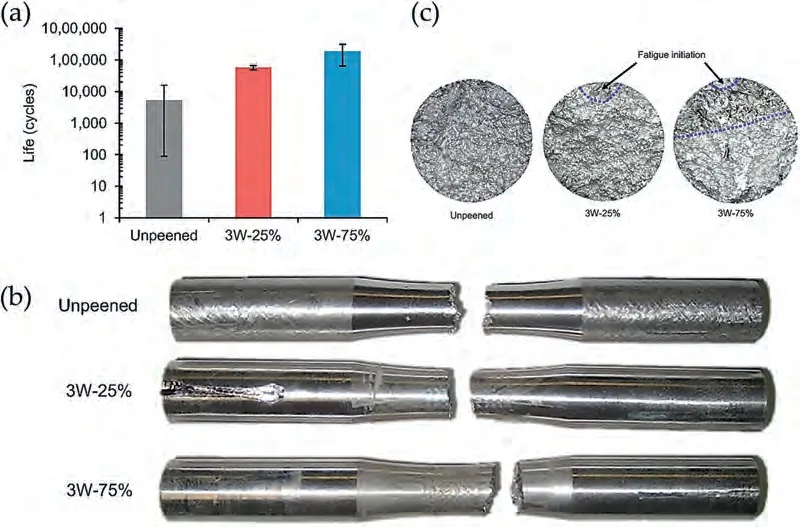
Fig.17.(a) The fatigue life of the unpeened at peened MgCa specimens;(b) a macroscopic view of the origin of fracturing for the unpeened and peened MgCa specimens;(c) a macroscopic view of the fractured surfaces of the unpeened and peened MgCa specimens.Provided by Sealy et al.[95],Copyright 2016 with permission of Elsevier.
8.1.3.Fatigue strength
For fatigue strength,the work of Zhang et al.[92]elucidates the impact of LSP on the fatigue strength of Mg AZ13B alloy.A 2 GW/cm-2laser intensity accompanied by an overlap ratio of 75% and beam size of 1 mm was employed.Aluminum foil and BK7 glass were applied as the ablative coating and confinement medium.According to the S-N (stress to number of cycles to failure) curves obtained from tensile fatigue tests (Fig.18a),the fatigue strength of the Mg alloy was clearly improved post-LSP.The increase in fatigue strength over one million cycles was quantified from 110 MPa to 133 MPa.The fracture morphology of the untreated and LSP-treated specimens shown in Fig.18b,c and d,e also support these findings.For the untreated specimen,a variety of microcracks separated by defect lines were formed throughout the fracture zone.The presence of cleavage planes and cleavage steps were also present.Post-LSP,the presence of microcracks diminished.Similar to the works by Ge and Xiang [32]and Sealy et al.[95],the increase in fatigue strength is due to the generation of compressive stresses and surface hardening.
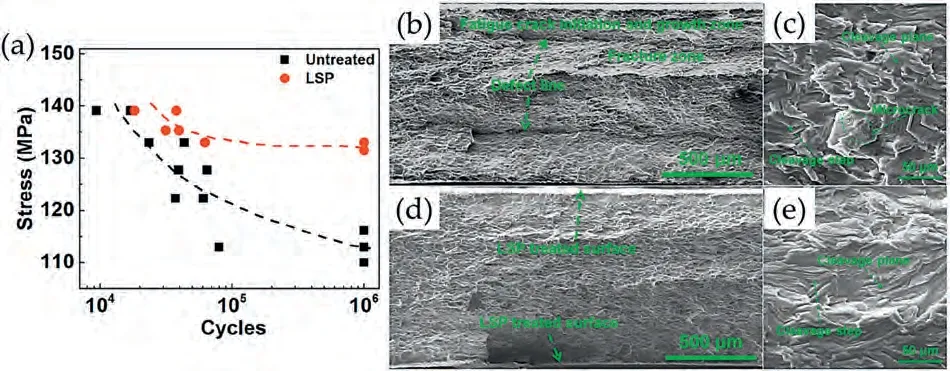
Fig.18.(a) The S-N curves of peened and unpeened Mg AZ13B alloy;the fracture morphology of the (b,c) untreated and (d,e) treated specimens.Adapted from Zhang et al.[92],Copyright 2018,with permission of Elsevier.
8.1.4.Fatigue mechanism
Collectively,the works from Zhang et al.[92],Ge and Xiang [32],and Sealy et al.[95]point toward similar directions for the fatigue mechanism of LSP’d Mg.At this point,it is already well-known that LSP induces compressive stresses and microstructural refinement.During fatigue testing,the crack initiation is delayed and not as exacerbated as non-LSP Mg.When cracking does occur,although cleavage planes and cleavage steps occur,the generation of microcracks is diminished,thus increasing fatigue resistance.However,aside from microstructure refinement and the formation of compressive stresses,surface roughness formed by LSP can negatively affect fatigue performance.It can be insinuated that stress concentrations can occur within the valleys between the surface asperities in fatigue conditions.These stress concentrations can potentially promote premature crack initiations,which can be detrimental to fatigue resistance.It’s suggested that further work be done to study this topic.
8.2. Hardness and strength
Regarding general mechanical properties(i.e.,hardness and strength),Zhang et al.[92]also found that LSP does allow for Mg substrates to exhibit improved mechanical performance.In their work,it was found that the nanocrystallization of the surface effectively increases the surface hardness from 60 HV0.25to 77 HV0.25,resulting in a 28.3% overall improvement (Fig.19a).The depth of the improved hardness was measured up to a depth of 200 μm,demonstrating that the magnitude of work-hardening is beyond the immediate surface.Under tensile-loading conditions,it was found that the yield stress (which was set at an offset of 0.2%) increased from an initial value of 128 MPa to a newly improved value of 152 MPa (Fig.19b).These findings further support the increase in hardness that was previously observed It’s interesting to note that the somewhat decreases,which suggests that the work-hardening phenomena of LSP resulted in a loss of ductility.Across the literature,the improvement of mechanical hardness appears to be a commonly agreed by-product of LSP.This is also seen with non-traditionally manufactured components that are formed through AM techniques,thus validating the robustness of the LSP process[94].These findings can further be related to the Hall-Petch formula [96],which states that:
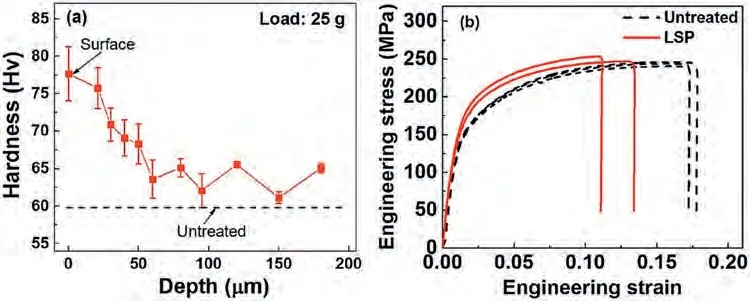
Fig.19.A depiction of LSP cross-sectional hardness and stress-strain curves of LSP and non-LSP AZ31B Mg alloy,from Zhang et al.[92].Copyright 2018,with permission of Elsevier.
Whereσyis the recorded yield strength of the material,dis the grain size,andσOandKvare material constants.This relation indicates that microstructural refinement improves the material’s yield strength.Similarly,increases in yield strength will typically correspond with increases in micro-hardness.However,this is not always the case as factors such as surface elasticity and porosity can potentially alter this relationship[97].
To further add,Chenghao et al.[34]provide an interesting insight into the difference that LSP can induce in the microhardness of Mg-3Gd alloys by varying the ablation and confinement layers.A total of four laser treatments were applied across five different pulse energies (i.e.,320 uJ,350 uJ,280 uJ,420 uJ,and 430 uJ).These treatments consisted of performing (1) LSP in air,(2) using water as a confining layer,(3) using water and black tape as the confining and absorption layers,and (4) using glass and black tape as the confining and absorption layers.These variations can be shown in Fig.20a.It’s interesting to note that the micro-hardness increased the greatest for the air conditions in contrast to conditions using confinement and absorption layers (Fig.20b).Although it might seem counter-intuitive based on the previous discussions,the authors suggest that the existence of the confining layer can absorb the laser energy,reducing the typical hardening effect.This was especially evident in the black tape and water conditions,in which the hardness was nearly the same.It’s conspicuous that when using black tape in glass conditions,the hardness significantly increases.The authors also attribute this finding to the scattering of the plasma shockwave from the water,as bubbles tend to generate during each pulse.Additionally,it was concluded that black tape can be useful for providing a propagation-like effect.However,at higher laser intensities,the tape will burn,which will reduce the surface impact of the laser pulse.

Fig.20.A schematic of the LSP testing procedure and cross-sectional hardness for LSP Mg-3Gd alloy,adapted from Chenghao et al.[34].Copyright 2019,under CC BY 4.0.
Aside from room-temperature conditions,LSP has also been reported to improve the performance of Mg alloys in high-temperature conditions.This was demonstrated in the work of Zheng et al.[93],who studied the high-temperature mechanical performance of AZ31 alloy.In their work,dualsided LSP was applied to the AZ31 plates using a shock-wave pressure of 1.28 GPa.In their work,tensile studies were conducted along four different temperature ranges,being at room temperature,200°C,300°C,and 400°C.According to their findings,LSP effectively improved the yield strength of the AZ31 alloy across all temperature conditions.These findings were most prevalent in the lower temperature conditions (i.e.,room temperature and 200°C).Additionally,the UTS was also improved,which can be supported by the refined microstructure.However,similar to the work by Zhang et al.[92],the elongation was lessened,which can be related to the loss of ductility of the substrates due to work hardening.
To better understand the influence of LSP on mechanical properties,the hardness data of various works were compiled and compared to their respective processing laser intensities,as shown in Fig.21 [60,77,85,91,92,98].All of the reported Mg alloys were subjected to nanosecond laser peening.It can be seen that continually increasing laser intensity will result in higher microhardness values.It’s interesting to note that the presence of surface heating doesn’t result in some form of surface softening.These findings suggest that despite surface heating,from a mechanical perspective,the severe plastic deformation of the laser peen will continue to improve surface hardness.It’s suggested that future works be done on laser intensities beyond 10 GW cm-2to find the greatest laser intensity that can be reliably applied for Mg-alloy materials.

Fig.21.The relationship between microhardness and laser intensity,based on the works of Zhang et al.[92],Mao et al[77],Caralapatti and Narayanswamy[98],Wang et al.[60],Ge et al.[85],and Siddaiah et al.[91].
8.3. Summarization of mechanical performance
In total,it can be seen that LSP is indeed a viable technique to improve the mechanical properties of Mg materials.Specifically,the mechanical-improving mechanisms can be related to the combination of work-hardening,nanocrystallization,and induced compressive stresses induced along the surface.For reference,a summarization of the discussed findings in relation to the mechanical performance of LSP-processed Mg can be found in Table 3.
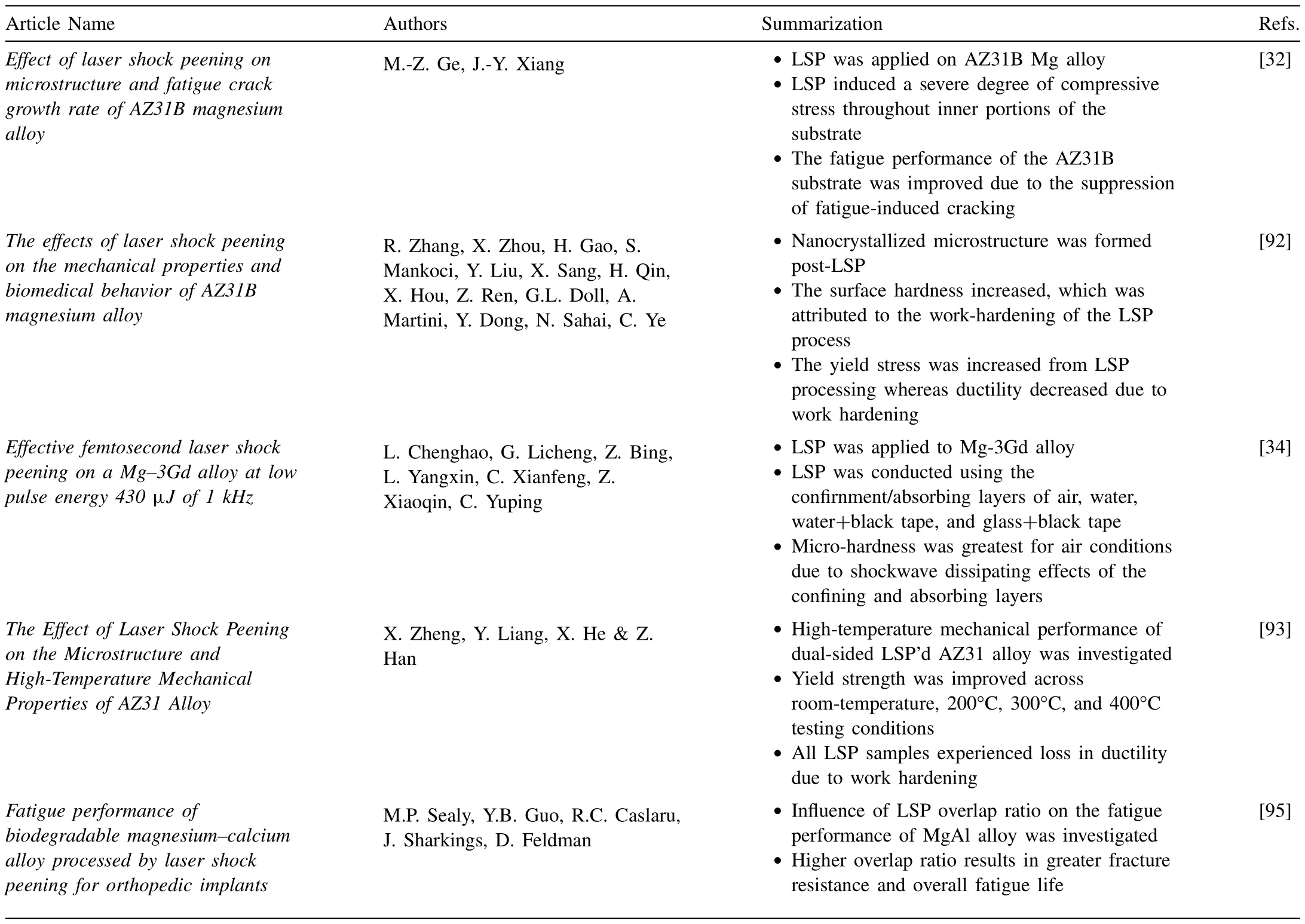
Table 3 A summarization of the discussed contemporary literature regarding the mechanical-based mechanisms of LSP-Mg.
9.Tribological properties
9.1. Single scratch conditions
Similar to the mechanical enhancing features of LSP to Mg materials,their tribological characteristics can also be proportionally impacted by LSP [99].Within the literature,there are a variety of researchers who have studied various forms of tribological research on LSP Mg materials [67,85,92,100–102].Mao et al.[100]are among many who have investigated the influence of LSP-induced deformation twinning on the tribological characteristics of AZ31 Mg alloy.Building off their previous work [103],single scratch tests using an AA6061 pin were applied over four different loads (i.e.,10 N,20 N,30 N,and 50 N) with a corresponding sliding velocity of 2 mm/s over 10 mm.A total of four samples were tested,all containing different volume fractions of twins (i.e.,0%,8%,24%,and 38%) which were prepared through electropolishing and removing a series of layers measuring at 50 μm increments.The pin-on-flat setup used is shown in Fig.22a.The findings suggest that the fraction of twinning volume does drastically affect the tribological performance.These results were especially evident with the frictional coefficients,as the coefficient of friction (COF) drastically reduces as the volume of twinning increases (Fig.22b).The wear rate also exhibited a similar trend,which showed that when the twinning volume was at its highest,the wear rate was the lowest(Fig.22c).It was further found that the degree of abrasive and delamination wear was reduced due to the presence of twins.To fully understand the wear mechanism,the subsurface microstructural features of the Mg alloy samples (both pre (Fig.23a,c,e,g) and post-LSP (Fig.23b,d,f,h)) were investigated.It was concluded that the presence of pre-existing twins of the LSP specimen assisted with the lessened penetration depth during tribo-loading.Additionally,during loading(for the LSP specimen),the activation and generation of new twins resulted in a fully saturated region of twins thus further assisting with its overall tribo-performance.

Fig.22.A (a) schematic of the tribo-testing procedure alongside the (b) received COF and (c) wear rate of LSP AZ31B Mg alloy,adapted from Mao et al.[100].Copyright 2019,with permission of Elsevier.

Fig.23.Cross-sectional images of the as-received and LSP specimen (a,b) before and (c,d) after tribo-testing,with their corresponding (e,f) EBSD analysis and (g,h) inverse pole figure maps,from Mao et al.[100].Copyright 2019,with permission of Elsevier.
To further add,a separate work by Zhang et al.[67]also investigated the effect of novel laser surface shock patterning (LSSP) treatment on AZ31B magnesium alloy.Unlike traditional LSP treatment,LSSP utilizes a surface patterning aspect (through a mold),thus creating micro-features along the surface of the sample.The idea behind such a process is that a skewed surface will be formed,which can control the frictional coefficient during tribo-loading.To understand the effects of this process,a single scratch was applied along the surface using a normal load of 5 N.A corresponding sliding speed of 0.1 mm/s was applied over a 5 mm distance.For laser processing,five laser intensities (i.e.1.12 GW/cm2,1.18 GW/cm2,1.47 GW/cm2,1.70 GW/cm2,and 1.92 GW/cm2)were employed.Assessing the findings,it can be seen that the copper mesh (Fig.24a) allowed for a uniform plastic deformation along the surface,resulting in square pumps that have a width of ∼10 μm and a width of ∼50 μm (Fig.24b–d).2D profile measurements also confirm these results,which show that the average micro-depth of the grooves is around 2.02± 0.17 μm.During sliding,it can be seen that the patterned surface (at a laser intensity of 1.70 GW/cm2) resulted in a gradual decrease in friction,from 0.151 to 0.124,as shown in Fig.24e.The normal direction (ND) and rolling direction (RD) COF values are also displayed in Fig.24f,where the COF shows to decrease along all tested laser intensities.Aside from the microstructural refinement (due to twinning),the authors attribute the decrease in friction due to the combination of crystal lattice re-orientation alongside the formation of the surface texture.Specifically,the area of contact during tribo-loading was decreased.Due to the increase in twinning density along the micro-protrusions,the surface had a greater resistance to mechanical deformation during sliding.
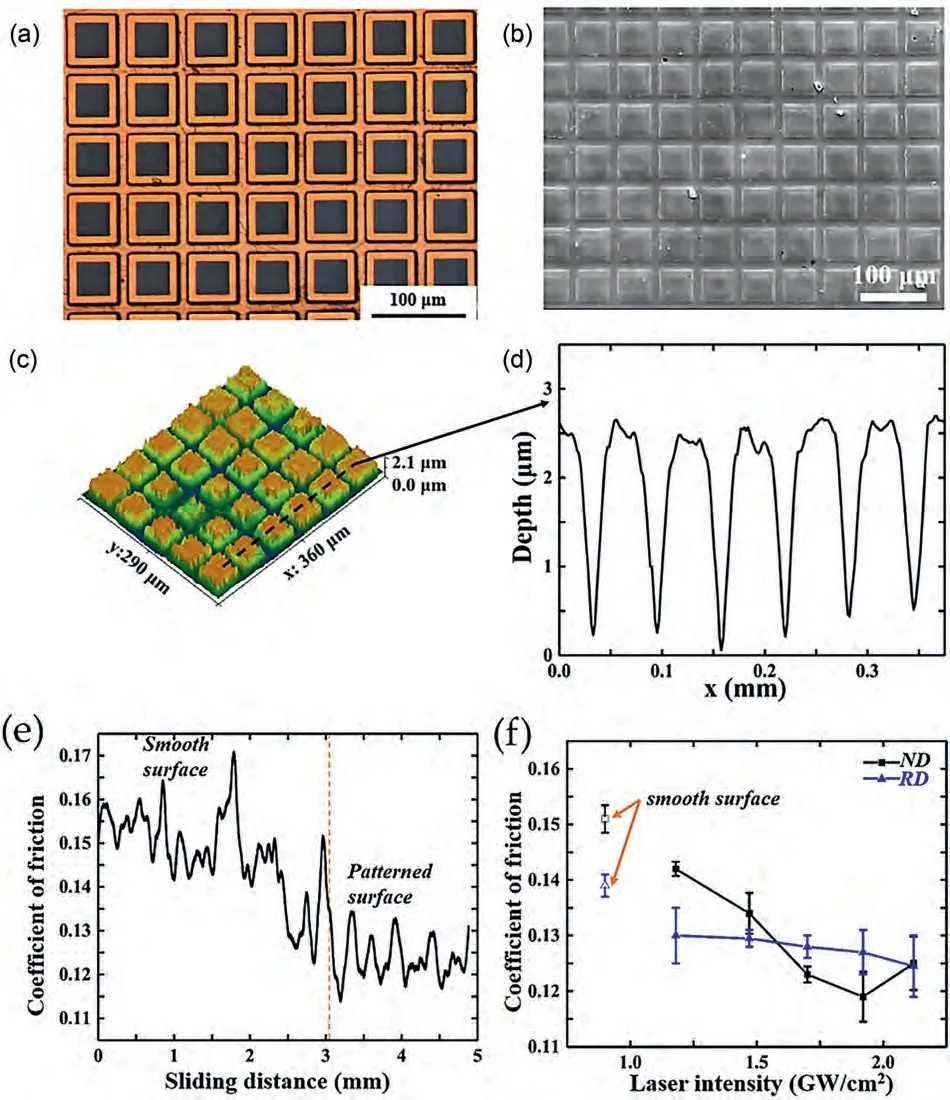
Fig.24.A visualization of the (a) copper mesh grid that allowed for the formation of the (b) textured surface from LSSP treatment;(c) 3D profilometry imaging and (d) 2D line profiles of the AZ31B LSSP surface;(e) the change in friction from the smooth to LSSP patterned surface as well as the (f) averaged COF values for the ND and RD directions as a function of laser intensity,adapted from Zhang et al.[67].Copyright 2020,with permission of Elsevier.
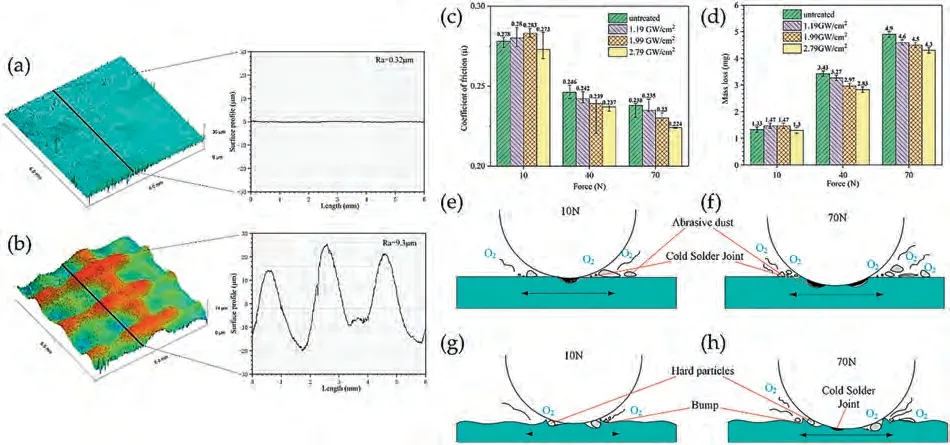
Fig.25.3D profilometer images alongside their corresponding 2D line profiles for (a) non-LSP and (b) LSP Mg ZK60,alongside their respective (c) COF and (d) mass loss values from tribo-sliding;Demonstration of the wear mechanism for the non-LSP and LSP specimens at (e,g) 10 N and (f,h) 70 N loads,adapted from Guo et al.[101].Copyright 2020,with permission of Elsevier.
9.2. Sliding conditions
9.2.1.Reciprocating
Aside from single-scratch pin-on-flat testing,others have also investigated the tribological performance of Mg-alloys at longer testing conditions [101,102].Guo et al.[101]are among the few who have done so.In their work,LSP was applied on Mg-ZK60 at 1.19 GW/cm-2,1.99 GW/cm-2,and 2.79 GW/cm-2laser power densities.For tribo-testing,three different loads (10 N,40 N,and 70 N) were applied.The testing time was set for 40 min,with a stroke length of 4.5 mm and a corresponding frequency of 4 Hz.It was found that as the intensity increased,the surface roughness also increased (Fig.25a,b),which can largely affect the wear rates of the system.At the 10 N loading condition,the COF(Fig.23c) and wear loss (Fig.25d) unexpectedly varied,with an initial increase at the 1.19 GW/cm-2and 1.99 GW/cm-2intensities and then a decrease at the 2.79 GW/cm-2intensity.The authors attribute these findings to the influence of roughness,as yielded a more dominant effect than the microstructural refinement that was observed.Especially coupled with the relatively low load,the contacting asperities resulted in greater friction and wear loss.However,the degree is not by much.The authors conducted an in-depth analysis of the wear scars and were able to have a few takeaways.First,when LSP was applied,the initial pits caused by adhesive wear (for the non-LSP sample)were reduced,resulting in lessened wear debris.A greater presence of parallel furrows was also observed,which is a key characteristic of abrasive wear.Post-EDS analysis,it’s also suggested that oxidative wear took place.The authors were able to relate this oxidation to the fundamental work equation,W=Fs(whereWis work,Fis force,andsis distance),where the increase in frictional force resulted in a conversion to heat,which resulted in oxidation.In addition,due to the microstructural refinement along the surface,there was a barrier-type of protection.This barrier protection allowed for greater oxidation wear resistance.For visualization,the wear mechanism is shown in Fig.23e–h,where the specific mechanism for the non-LSP and LSP sample at 10 N(Fig.25e and c) and 70 N (Fig.25f and h) loads are shown.Other works have also come to similar conclusions [85].
9.2.2.Unidirectional
The work of Praveen et al.[102]also came to similar conclusions with equal channel angular pressed (ECAP) AM80 alloy subjected to LSP.Unlike the previous work,LSPwC was applied as a secondary post-processing technique after ECAP processing.The fundamental motive behind this work is to significantly improve the physical strength of the notoriously soft AM80 Mg alloy,resulting in a robust and ideal material.In this work,a pin-on-disc setup was applied,of which a sliding velocity of 1 m/s over a 2500 m distance was applied.Throughout the entirety of the test,a constant load of 40 N was applied For LSP processing,no coating was applied (i.e.,LSPwC).The peening intensity was set to 8 GW/cm-2with a 70% overlap rate.The peening process was then repeated over three conditions,which consisted of 100%,200%,and 300%coverage.Unlike the aforementioned reciprocating conditions,it was observed that there was no significant change in the average frictional response (Fig.26a).However,although there might not be any discernable difference concerning their average values,the COF did begin to gradually decrease as a function of sliding time.These findings suggest that in the initial stages of sliding,the dimples on the surface had some effect.However,the grain refinement along the surface allowed for a gradual decrease once stabilized conditions were obtained.Concerning the wear rate (Fig.26b),it was found that across all specimens,the wear rate gradually decreased as a function of sliding distance.At the initial stages,the ECAP specimen (with no LSP processing) demonstrated a greater wear resistance due to the less roughened surface,which can prevent occurrences such as brittle fracture and third-body wear.However,once stabilized conditions (i.e.,after wearing the top-most surface) were obtained,the wear rate for the LSP specimens became more uniform due to their microstructural features and hardness.Such findings can be related to Archard’s fundamental equation of wear,which states:
Fig.26.The (a) average COF,(b) wear rate,and wear track profiles of the (c) EPAC,(d) EPAC+LSP 100%,(e) EPAC+LSP 200%,and (f) EPAC+LSP 300% specimens,adapted from Praveen et al.[102].Copyright 2020,with permission of Elsevier.
Where the wear loss of the substrate isQ,the wear coefficient isK,the applied load isP,the total length of the sliding distance isL,and the hardness of the substrate isH.SEM micrographs were also obtained along the worn regions of each substrate to better understand the wear mechanisms(Fig.26c–f).In the case of the ECAP specimen (Fig.26c),deep plowing marks are evident along the surface,which suggests that severe abrasion took place.Particle delamination and surface oxidation were also present,which indicates the relative softness of the surface.For the LSPwC specimens(Fig.26d–f),the surfaces exhibited a smoothened-like feature,which represents that the surface had greater resistance to deformation.
9.2.3.Fretting
Unlike reciprocating and unidirectional conditions,the influence of LSP in fretting conditions (i.e.,reciprocating and smaller amplitudes) has also been reported.Zhang et al.[92]were able to demonstrate this with LSP AZ31B,where an oscillatory speed of 233 μm/s was applied against the LSP and non-LSP surface.Throughout testing,three normal loads(i.e.,50 mN,100 mN,and 150 mN)and sliding distances(i.e.,2,000 cycles,6,000 cycles,and 10,000 cycles) were applied.Post-testing,it was found that the wear scar width significantly decreased for the LSP specimen (Fig.27a) across all loads.The formation of the wear scar (at 10,000 cycles at a load of 150 mN) can be visually seen in Fig.27b,where the scar of the non-LSP specimen is almost not visible at all compared to the severe abrasion for the untreated sample.These results also translated to the wear rate (Fig.27c),where the LSP specimens exhibited a magnitude less than the untreated substrates.The specific wear rate (Fig.27d) also showed similar findings.Similar to the aforementioned studies,the authors attribute the reduction in wear loss due to the strengthening of the surface,as it provides greater resistance to plastic deformation.It was also mentioned that the influence of wear debris and the formation of an oxide layer were also likely lessened due to the refined microstructure,which in turn assisted with the reduction in wear loss.
9.3. Summarization of tribological performance
Collectively,it can be seen that the influence of LSP can greatly assist with the tribological performance of Mg materials in various environments.In single-scratch conditions,LSP has demonstrated a profound effect on the COF,as techniques such as direct LSP and novel LSSP can control the frictional coefficient.The commonality between these findings is that the formation of mechanical-induced twins helps assist with the deformation of the counter material during tribo-loading.Especially in LSSP conditions,the concentrated density of twins along the protruded surface alongside the lessened area of contact allows for a form of manipulation over the COF.In reciprocating conditions,the general finding is that LSP does allow for a lessened COF and wear rate when the reciprocating conditions are stabilized.However,at lighter loads,the roughened asperities can largely influence the wear rate and COF,despite the aspect of surface strengthening.In unidirectional (i.e.,rotary) conditions,similar conclusions can also be made.From a closer perspective,it was also found that LSP can also allow for lessened abrasion along the surface and greater overall protection against any form of delamination and oxidative type of wear.Lastly,in fretting conditions,the same findings were also made.Although the authors[92]did not fully investigate the influence of potential cracking and the influence of third-body wear due to the minuscule displacements,it can be assumed that the grain-refining features enabled by LSP allow for greater overall wear resistance.For further reference,these findings are summarized in Table 4.

Table 4 A summarization of the discussed contemporary literature regarding the tribological-based mechanisms of LSP-Mg.
10.Electrochemical properties
10.1. Biomedical environments
Among the list of electrochemical-related publications,most authors [84,90,92,98,104–108]tend to focus on the corrosion performance of LSP Mg in simulated bodily fluid environments,due to the widespread use of Mg in biomedical implants.This was demonstrated in the work of Pacha-Olivenza et al.[104],who investigated the application of LSP on pure Mg and zinc alloyed,Mg-17n.In this work,electrochemical impedance spectroscopy (EIS) measurements were conducted at a variety of times (e.g.,after 5 min and 24 h of immersion)in Dulbecco’s Phosphate Buffered Saline (DPBS) solution.For each specimen,LSP processing was conducted using an overlapping density of 278 pulses/cm2and 400 pulsed/cm2.For reference,the non-processed samples are referred to as Mg and Mg-17n,whereas the LSP-processed samples are referred to as Mg-278,Mg-400,Mg-17n-278,and Mg-17n-400.Based on their findings at 5 min (Fig.26a,b),the LSP process for both Mg (Fig.28a) and Mg-17n (Fig.28b) resulted in greater charge-transfer resistance,as evident by the higher impedance modulus at lower and higher frequencies with the Bode impedance plots.In addition,the phase angles were collectively higher along the spectrum of frequencies in the Bode phase plots,thus suggesting similar findings.The Nyquist plots (Fig.28c–f) also demonstrate that the LSP specimens exhibited larger inductive loops,which suggests that LSP does assist with enhanced corrosion resistance.

Fig.28.A demonstration of the Bode and Nyquist plots for the (a,c) Mg/Mg-278/Mg-400 and (b,d) Mg-17n/Mg-17n-278/Mg-17n-400 specimens alongside(e,f) magnified views of Nyquist plots,from Pacha-Olivenza et al.[104].Copyright 2020,with permission of Elsevier.
Although the mechanism of these results was not explained,it can be suggested that the microstructural refinement of LSP processing allowed for the surface to become increasingly active,which assisted with corrosion resistance.This activation has been reported to be attributed to the increase in binding energy of more densely packed atoms,as a consequence of microstructure refinement [109].Due to this,the atoms have higher coordination,which can allow for faster film formation [110].According to LSP literature for SS materials [111,112],LSP can enable elemental redistribution and faster diffusion of Cr,which can assist with corrosion resistance.Although Mg traditionally doesn’t use Cr,it would be interesting to see if any type of elemental redistribution affects its corrosion resistance,as there are no existing works that cover this topic.It would be especially interesting in the case of non-traditional Mg materials.
Aside from this work,Zhang et al.[92]also investigated the electrochemical performance of AZ31B Mg alloy.However,in their work,immersion tests were conducted utilizing an alpha minimum essential medium (α-MEM).All samples(i.e.,LSP processed and non-LSP processed) had their respective weights measured at 0.5 h,1 h,2 h,4 h,8 h,and 24 h increments,which served as a method to quantify the degree of ion release during immersion.The motive for such methodology is tied to the notion that if excessive ions are released during bio-implant operation,potential toxicity can enter a patient’s bloodstream,thus resulting in a severe threat to their health.When measuring the rate of Mg release rates(Fig.29a),it can be seen that there was no discernable difference within the first few hours.However,after 4 h,the release of the LSP specimen exhibited a greater release rate.Although initially unexpected,the authors attribute this finding to the increase in surface roughness,as the solution experiences a greater area contact during immersion testing.However,unlike these findings,the recorded weight loss shows the opposite results(Fig.29b).In the earlier stages,the combination of anodic and cathodic chemical reactions resulted in metal dissolution and hydrogen evolution,which essentially resulted in the untreated specimen having a higher weight loss.For reference,these equations are described as:

Fig.29.The (a) Mg ion release of pre-and-post LSP Mg AZ31B alongside their (b) total weight loss change over 24 h,adapted from Zhang et al.[92].Copyright 2018,with permission of Elsevier.
At the later stages,it was suggested that the formation of either metallic hydroxide (Mg(OH)2),carbonated Mg(OH)2,or Ca-Mg apatite formed a protective layer,thus significantly reducing the degree of weight loss.It’s important to note that after 24 h,the weight loss of the LSP and non-LSP specimens was nearly the same,which suggests that after some period of immersion,LSP treatment does not have a significant effect.In comparison to other works [90],others have found opposite results,where in longer durations,LSP can reduce the wear loss in longer immersion times due to the effect of microstructural refinement and compressive stresses,which can prevent the formation of cracks and exacerbated corrosion rates.However,to fully understand these mechanisms,additional research should be conducted.
Building off the previous work,the influence of LSP on the stress corrosion cracking(SCC)resistance of Mg materials has also been extensively investigated[84,106].In the work of Ge et al.[84],dual-sided LSP was applied to wrought AZ31 Mg alloy,of which,SCC testing was performed in a simulated body fluid containing an ion concentration of 0.5 K+,142.0 Na+,4.2 HCO3-,1.0 HPO43-,147.8 Cl-,1.5 Mg2+,2.5 Ca2+,2.5 Ca2+,and 0.5 SO42-.Based on the findings,it was found that LSP processing did improve the UTS and elongation rates.From an electrochemical perspective,the formation of severe pits along the surface in the untreated sample resulted in metallic dissolution and exacerbated passive-film breakdown.As such,the applied stresses then resulted in the formation of internal cracks,which in turn resulted in brittle fractures.However,for the LSP specimen,the presence of compressive stresses and microstructural refinement allowed for a greater resistance of the propagated cracks and pitting through enhanced surface passivation.
10.2. Aqueous environments
Unlike biomedical conditions,the study of LSP Mg in aqueous (i.e.,sodium salt-containing solutions) is less investigated [113–115].However,based on previous findings,it can be suggested that LSP can allow for the same improvement in electrochemical resistance.This was found in the work of Luo et al.[113],in which massive LSP treatment was applied to improve the corrosion resistance of Mg-Al-Mn alloy in 0.598 mol/L NaCl solution.Specifically,the corrosion rate and immersion corrosion resistance of the LSP and non-LSP specimens were investigated.Initial OCP results indicate that LSP treatment allowed for the LSP specimens to exhibit more noble values,indicating that they have a lesser tendency for corrosion.For reference,LSP-1,LSP-2,and LSP-4 indicate the number of coverage layers (i.e.,LSP-4 has four coverage layers) applied during LSP treatment.Potentiodynamic polarization (PDP) curves were also obtained from the asreceived and LSP specimens as a function of immersion time(Fig.30a–d),being at 10 min (Fig.30a),30 min (Fig.30b),60 min (Fig.30c),and 120 min (Fig.30d) immersions.It can be seen that across all conditions,the polarization curves tend to show a passive type of behavior coupled with evident pitting.However,for the LSP specimens,the pitting potentials alongside their corrosion rates (as evident by the decrease in corrosion current density) were greatly improved.According to the authors,the mechanism of the observed results can be seen in Fig.30e–g.In Fig.30e,without LSP treatment,the uppermost surface of the Mg specimen experienced severe corrosion,as microcracks and pores propagated along the surface,thus resulting in dissolution-destruction.However,as the microstructure was refined (alongside the presence of compressive stresses,as shown in Fig.30f,g),the dissolution kinetics of the electrochemical process was essentially mitigated,thus resulting in a lesser exchange of OH-and Cl-ions along the surface.As expected,as the microstructure was increasingly refined (Fig.30g),the degree of corrosion destruction was severely lessened.

Fig.30.The potentiodynamic polarization curves of the non-LSP and LSP Mg-Al-Mh alloys at (a) 10 min,(b) 30 min,(c) 60 min,and (d) 120 min immersion times;The proposed electrochemical mechanism,consisting of the (d) non-LSP specimen,(e) LSP-1 specimen,and (f) LSP-4 specimen,adapted from Luo et al.[113].Copyright 2019,with permission of Elsevier.
10.3. Summarization of electrochemical performance
It can be seen that the application of LSP can drastically improve not only the corrosion rate of Mg and its alloys but also their susceptibility to pitting and SCC.According to the literature,the vast amount of research focus is oriented toward the application of LSP to enhance the corrosion resistance of Mg materials in biomedical applications.Although some works do focus on the study of more aqueous environments,the collective consensus for improved corrosion resistance is tied to the combination of microstructural refinement (thus resulting in improved passive film formation) alongside the presence of severe compressive stresses (which can prevent premature fracturing and exacerbated pitting).Some works suggest that surface roughness may have a detrimental effect on the corrosion rate due to increased surface roughness.However,these works are far and in between.To better understand the collective consensus of these works,Table 5 depicts a variety of works alongside their key findings.

Table 5 A summarization of the discussed contemporary literature regarding the corrosion-based mechanisms of LSP-Mg.
11.Tribo-corrosion properties
With a large culmination of data being focused on the control of mechanical and chemical degradation for LSP Mg materials,the study of simultaneous wear and corrosion(also referred to as tribo-corrosion) is a lesser investigated,but crucial topic that should be studied.The importance of tribo-corrosion can be found in a variety of Mg-related applications,whether it be in sectors such as automotive and aerospace,to biomedical implants [16,116],where Mg components are subjected to the stresses of contacting components while being in corrosive environments.In an effort to mitigate their rapid degradation,many researchers have investigated the influence of LSP technology to improve the tribo-corrosion performance of Mg materials [60,91,117,118].The work of Siddaiah et al.[118]investigated the synergism of wear and corrosion on laser shock peened AZ31B Mg alloy in 3.5% wt.NaCl solution.To quantify these findings,the change in wear volume was quantified from the tribocorrosion testing,which can be seen in Fig.31a.Without tribo-corrosion,the wear volume exhibited a decreasing trend.However,with tribo-corrosion,there was a drastic decrease in wear loss,accompanied by a gradual increase again.Such findings can somewhat be counter-intuitive since it can be thought that with the increasing presence of microstructural refinement,the surface should be able to withstand mechanical and chemical degradation.To further understand this phenomenon,the wear tracks,counter material,and change in surface roughness pre-and-post testing were evaluated.As shown in Fig.31b,c,it can be seen that the outer regions of the ball tip contain corrosive products,unlike the tip of the ball,which represents the area of contact,suggesting that synergism did occur.It was also found that the surface roughness of the area due to LSP treatment post-sliding gradually increased as LSP intensity increased.Based on this finding,it was suggested that the influence of pre-tribo-corrosion surface roughening had a larger impact on the cumulative wear loss than the surface strengthening effects.However,across all intensities,the wear resistance was improved.A similar finding was also reported in their other separate work [91]
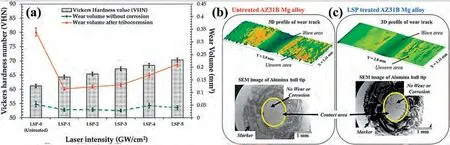
Fig.31.The change in (a) hardness and wear loss pre-and-post tribo-corrosion of LSP AZ31B Mg alloy;the wear track profile and counter ball image of the(b) non-LSP and (c) LSP specimens,adapted from Siddaiah et al.[118].Copyright 2020,with permission of Elsevier.
In the work of Wang et al.[60],the tribo-corrosion resistance of ns-LSP on WE43 was also investigated.However,the differentiation in this work is that a biological solution (i.e.,blood-blank buffered saline (BBBS)) was utilized instead of NaCl.For LSP processing,three distinct samples were investigated.These samples are identified as LSP-A,LSP-B,and LSP-C,with LSP-A being subjected to a power density of 0.5 GW/cm-2and an overlapping ratio of 30%,whereas LSP-B and LSP-C have a similar power density of 1 GW/cm-2but a varying overlapping ratio of 30% and 50%.The quantify the electrochemical variation of tribo-induced degradation,the change in OCP was monitored before,during,and after tribosliding,as shown in Fig.32a.Observing these plots,there are a few important takeaways.First,across all samples,there are oscillations of the OCP during sliding.Such a finding can suggest that the worn and unworn regions undergo galvanic coupling,which can result in micro-depassivation and repassivation cycles.However,aside from these observations,there is an increasingly positive shift in the OCP for the LSP substrates during sliding.The worn byproducts assisted with the formation of a protective tribo-film,which can result in the worn region working as a type of cathode whereas the unworn region acts as an anode.This finding was also reported in the author’s separate tribo-corrosion work studying fs-LSP WE43 [117].It’s also conspicuous that the general trend of the potential initially decreases,then increases again with laser intensity/overlap rate.Interestingly enough,wear tracks and material loss from tribo-corrosion (Fig.32b and c) exhibit an initial steep decrease (in width/depth and wear volume) for LSP-A,then a gradual increase,similar to the aforementioned work of Siddiah et al.[118].Although the authors did not mention these findings,it can be suggested that the influence of initial surface roughness and potential galvanic coupling had some type of effect.
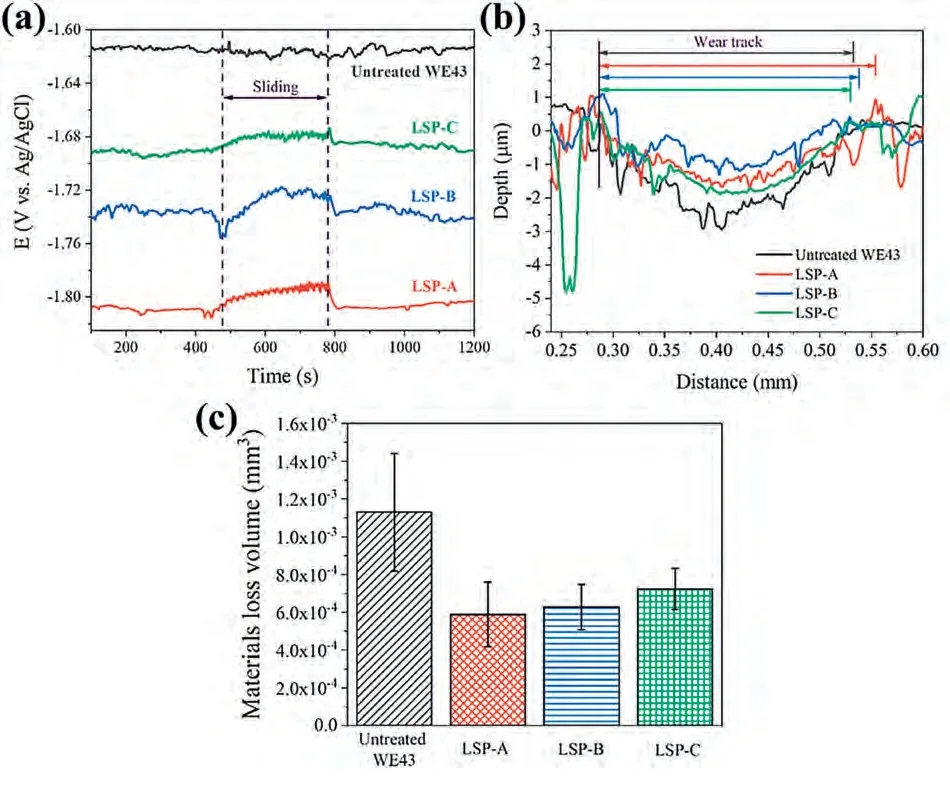
Fig.32.The (a) OCP curves before,during,and after tribo-corrosion,alongside their (b) corresponding wear profiles and (c) average material loss,adapted from Wang et al.[60].Copyright 2023,with permission of Elsevier.
12.Applications of LSP Mg
It can be agreed that the application of LSP offers great advantages in modifying the mechanical and chemical performance of Mg alloys.By now understanding these mechanisms,there is an enormous and practical potential to improve the operational efficiency of commonly used industrial components.Some common industries that LSP can be used in include but are not limited to biomedical,automotive,and aerospace.In the following section,the specific applications of LSP in these key environments are elucidated alongside its key advantages and disadvantages.
12.1. Biomedical
12.1.1.Stent applications
With the pragmatic shift that the biomedical industry is taking from relying less on corrosion-resistant materials (e.g.,Ti and SS) and utilizing more biodegradable materials (i.e.,Mg),there are a plethora of specific bioimplant-related applications that LSP can be useful in [119–122].For example,blood vessel-supporting implants such as cardiovascular stents largely use Mg due to their unique ability for osteosynthesis[123].However,due to their rapid rate of electrochemical degradation,the implant can prematurely degrade,which can result in the need for additional costly and time-consuming implant procedures.In addition,the Mg stent should be able to have sufficient mechanical strength to support the blood vessel over longer periods (e.g.,12-24 months) [124].Combined,complex forms of tribo-corrosion degradation can occur,which can limit their usability.To combat such detrimental characteristics,LSP can be applied to improve not only the corrosion-resistant capabilities of such stents (via having an increasingly active surface) but also improve their mechanical properties of which,specific properties such as UTS (which typically is reported ∼250 MPa [125]) can be improved.LSP can act as a tool that can be rapidly and easily applied to such stents.From a practical standpoint,LSP in air conditions can be quickly applied,resulting in greater long-term performance.However,some potential downsides to consider for LSP application pertain to the sizing of biomedical stents,as they can be quite small and composed of often small and thin geometric features.
12.1.2.Bioimplant applications
LSP can also be useful to enhance the reliability of biodegradable Mg-based screws and plates for bio-implant applications [126].Historically,SS materials (similar to the previous discussion)have been the material of choice for such applications,as they could last over much longer periods of time,in contrast to Mg[127].Specifically,one of the main issues with Mg bioimplants pertained to the excessive amounts of hydrogen that they produce in the human body.Due to the subcutaneous gas formation,the Mg implant rapidly degrades[123].For reference,the formation of gas bubbles due to a magnesium bioimplant is shown in Fig.33.Consequentially,there has been a push to increase the mechanical and chemical performance of such alloys.Micro-alloying with other materials such as Al has been one widely proposed solution.However,the release of neurotoxic Al ions can result in a series of undesirable neurological disorders,such as dementia[128].Considering the sensitivity of such implants,the application of LSP technology can effectively reduce the need for micro-alloying while simultaneously strengthening their surfaces.The benefits of greater degradation resistance to wearprone environments (primarily in the form of fretting) alongside improved corrosion resistance can be obtained through LSP processing,which can have enormous implications for the biomedical field.Aside from these benefits,the potential downsides of LSP technology are similar to the discussion for stents,as the sizing and geometry of the implants can present potential issues during processing.
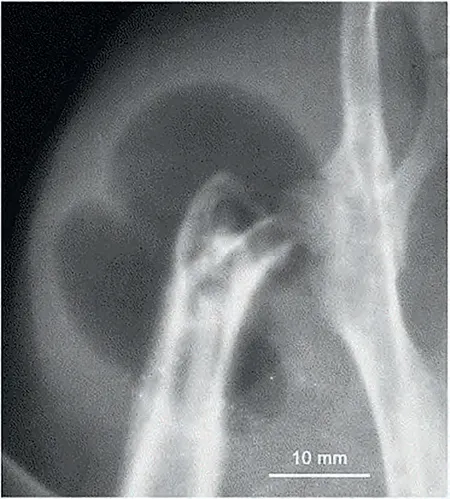
Fig.33.The formation of subcutaneous gas bubbles for an Mg implant,from Witte et al.[123].Copyright 2005,with permission of Elsevier.
12.2. Automotive
Aside from biomedical,Mg components in the automotive industry also can tremendously benefit from LSP technology.Similar to lightweight materials such as Al,the attraction towards Mg materials is to essentially allow for the fabrication of lightweight vehicles,thus resulting in greater fuel conservation.From a broad view,there are a variety of applications in which Mg can be used for automotive vehicles.Within the interior of such vehicles,Mg has seen usage in the forms of dashboards,instrument panels,and steering wheels [1].However,Mg-based components such as cylinder liners,pistons,breaking components,and bearing surfaces can suffer from exacerbated wear rates,which can render Mg a less desirable material compared to materials such as Al and SS.Other Mgbased components such as inlet manifolds and coolant pumps are also exposed to corrosive environments,which can result in premature degradation due to their low electrochemical potential [129].Even with components such as seat frames(which can be seen for car models such as the Changan E-1 (Fig.34a),Future K50 (Fig.34b),and Jaguar S Type(Fig.34c)),the constant cyclical and fatigue-like stresses of repetitive loading and unloading weight (from the passenger/driver) can result in eventual fracturing [130].LSP technology can easily be applied to combat all of the aforementioned problems due to the synergistic combination of compressive residual stresses and microstructural refinement.However,some disadvantages of LSP technology can pertain to the initial cost of purchasing the equipment as well as considering the sensitivity of the specific Mg alloy when subjected to laser ablation [23].
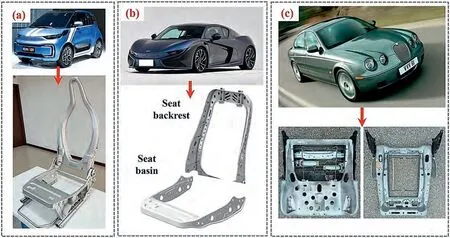
Fig.34.The industrial application of Mg-based seat frames for the (a) Changan E01,(b) Future K50,and (c) Jaguar S Type vehicles,from Liu et al.[130].Copyright 2023,under CC BY-NC-ND 4.0.
12.3. Aerospace
12.3.1.Non-operational components
Within the aerospace industry,Mg has been widely utilized both as non-operational and operational components.For non-operational components,parts such as door frames,seat frames,and other interior-related features utilize Mg as a key material to reduce total weight.Especially in commercial flight applications,it’s important to reduce airplane weight and improve overall fuel usage and efficiency [131].In fact,if all of the Al alloy components in a Being 747 were substituted with Mg,it can be expected that nearly 28% of the total weight (i.e.,∼60.4 tonnes) could be reduced [132].However,relative to Al,Mg in its bulk form degrades significantly quicker,thus creating a need to increase its operational ability.As to be expected,LSP can be used to achieve such a task.Take for example a seat frame for a commercial airline airplane.Throughout the airplane’s entire operation,the seats will undergo continuous cyclic stresses due to the constant flow of individuals traveling.When using Mg,fracturing can rapidly occur due to the formation of slip bands over longer periods of use [133].To overcome these defects,LSP can easily be applied to key loading regions of the seat frame.The advantages of doing so will result in longer usage of such components,thus reducing unnecessary replacement costs that eventually occur.However,some disadvantages can pertain to the potential lack of practicality (especially with the commercial flight industry),as replacing entire components with new ones (absent of LSP) can be a quick and easy solution in contrast to relocating parts just to have LSP treatment done.Nonetheless,LSP can be a viable technique for non-operational Mg components.
12.3.2.Operational components
Aside from non-operational components,a great number of flight-related operational components also use Mg materials.The most popular application of Mg is found with castings for the engine,landing gears,and transmission systems.This is especially true for helicopter-based components,of which various Mg-based casings are used [131].As an example,Fig.35 depicts a standard auxiliary case (composed of Mg WE43 alloy) for a Pratt &Whitney F119.However,a variety of major aircraft manufacturers such as Boeing,Airbus,and Embraer omit from using Mg due to its ease of mechanical and chemical degradation [134].Based on this point alone,it is evident that LSP technology can be effectively used to improve the degradation resistance of Mg components.Examples of such a component that would benefit can be trailing edge flaps,as they tend to suffer from unwanted wear due to foreign object damage (FOD) and undergo constant cyclic stresses (especially at potentially high temperatures) during aircraft flight [131].However,the disadvantages of LSP can pertain to the cost of the setup as well as the sensitivity of specific Mg materials,similar to the disadvantages mentioned for automotive applications.Nonetheless,it can be suggested that LSP can be a viable technology to mitigate these issues,as evident by its already large presence within the aerospace industry [135].

Fig.35.An example of an auxiliary case of a WE43 alloy in a Pratt &Whitney F119,from Luo [134].Copyright 2013,under CC BY-NC-ND 4.0.
12.4. Summarization of applications for LSP Mg
Collectively,it can be seen that there is a wide array of key industrial applications that can benefit from LSP technology for Mg-based components.These applications include but are not limited to biomedical,automotive,and aerospace,where various components such as stents,bio-implants,engine casings,and even commercialized components (especially in commercial airlines).Across all industries,the common advantage of LSP technology is to effectively strengthen a surface and control the rate of degradation of a variety of Mg components.For reference,a summarization of these key applications alongside their corresponding advantages and disadvantages are listed in Table 6.
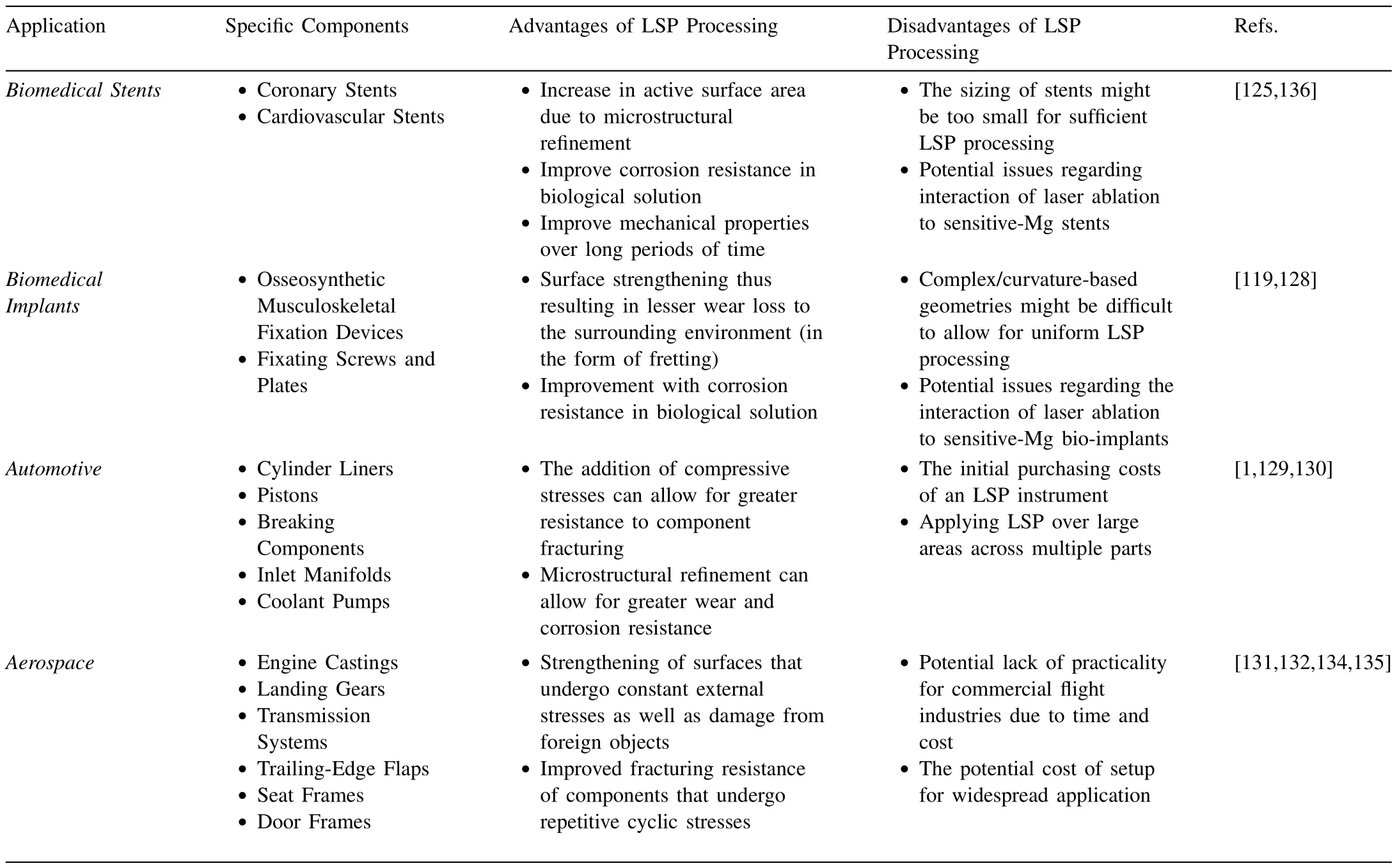
Table 6 A summarization of the discussed contemporary literature regarding the corrosion-based mechanisms of LSP-Mg.
13.Scientific gaps and recommendations
Although there have been vast advancements toward understanding the structure-property mechanisms of LSP’d Mg,there is still a wide array of scientific gaps in the field.A list of these gaps alongside the suggestions to address these gaps are listed below:
1.There is a lack of comprehensive understanding of the influence of LSP on additively manufactured/nontraditionally manufactured Mg materials.For example,AM techniques such as cold spray additive manufacturing(CSAM) [137–139]and direct energy deposition (DED)should be investigated [140].Fundamentally,their structural and microstructural features are different from conventionally manufactured Mg materials,which can change their deformation/recrystallization behaviors during peening.
2.The study of Mg composites subjected to LSP should also be further explored.Being that composites can induce a Zenner pinning effect,additional microstructural refinement can potentially occur,which will affect their performance in degradative environments.
3.The influence of laser surface texturing on the previously discussed Mg material/manufacturing systems should also be investigated.
4.The influence of subsequent/pre-surface deformation treatments (such as friction stir processing (FSP) [141–144],ultrasonic nanocrystal surface modification (UNSM) [145],ultrasonic surface rolling process (USRP) [146],or ultrasonic impact peening(UIP)[147])in conjunction with LSP has not been investigated.
5.The study of LSP on the tribological resistance of Mg in lubricious environments,such as with bio-based oils [147],should be considered.
Through these suggestions,it is believed that the field can continue to develop and greater advances towards optimizing the degradation resistance of Mg can be obtained.
14.Future developments
Regarding the future of the field,the current trend of work for Mg materials seems to be focused on varying the capability of the LSP equipment to achieve greater plastic deformation while minimizing ablative defects.For example,one technique that has attracted much attention is femtosecond LSP.Unlike nano-second LSP,femtosecond LSP has less ablative-like effects due to the ultra-short pulse widths.As a consequence,enhanced surface strengthening due to the formation of high-pressure shockwaves (from 100 GPa and 1,000 GPa) occurs along the Mg surface [34,54,148].Similarly,submerged LSP has also been recently investigated for Mg process due to its ability to form cavitation bubbles.Due to this formation,greater shockwave pressures are formed,thus resulting in greater work hardening [4].Other techniques that will likely be used in the future for Mg processing include warm LSP,cryogenic LSP,double-sided LSP,and electropulse LSP,based on current trends for other LSP’d materials [40,149].It is also believed that the application of LSP for battery electrodes will grow.Particularly,magnesium-air batteries can benefit as LSP can prevent electrode fatigue/breakdown that tends to occur during operation[150–152].Collectively,these topics should be considered as LSP-Mg research continues to evolve.
15.Conclusions
From an industrial standpoint,the utilization of Mg-based materials has seen applications in a multitude of critical industries due to its impressive strength-to-weight ratio,thus allowing for lightweight structures/components.Although Mg has this intrinsic advantage,its low mechanical and chemical degradation performance limits its full-scale potential.Because of this,there is an ever-pressing need to sustainably strengthen their surfaces,thus allowing for longer and more robust usability.Among the plethora of existing techniques,LSP has attracted the attention of many,whether they be in industrial or academic research communities.This is due to its intrinsic ability to quickly strengthen surfaces through the severe plastic deformation of shockwave-inducing laser pulses.Historically,this technique has seen large usage for steel-related materials in industries such as nuclear.However,for softer materials such as Mg,there has yet to exist a comprehensive understanding,as their deformationinduced strengthening mechanisms are intrinsically different compared to materials such as steel.As consequence,the following review has encapsulated the contemporary understanding regarding laser-strengthened Mg from a microstructural,mechanical,tribological,corrosion,and tribo-corrosion perspective.
It was found that when LSP was applied to Mg materials,a twinning predominant mechanism was enabled,which allowed for a form of nanocrystallization along the surface.This recrystallization phenomenon was closely linked to the high strain rates induced throughout the LSP process,as strain rates beyond 105resulted in a form of DDRX along the processed regions.In mechanical-related applications,key mechanical properties such as fatigue strength,hardness,and mechanical strength all experienced an improvement from LSP processing.The commonality between these findings can be related to the combination of microstructural refinement,as per the Hall-Petch relationship,and the existence of severe compressive stresses,which prevented premature fracturing.In tribological environments,the wear resistance of Mg materials can be closely associated with the initial formation of mechanical twins from LSP processing.As per Archard’s theoretical equation of wear,the surface-strengthening effect of the twins allowed for greater wear resistance.In addition,it was also found that surface strengthening of the wear track during sliding also allowed for additional twins to form,thus further enhancing the wear resistance.In electrochemical environments,it was found that most literature was focused either on the biomedical application of LSP Mg materials,with some works of its application in more aqueous environments.Due to the same surface-strengthening effects,it was commonly found that the degree of pitting was decreased due to the presence of severe compressive stresses.Similarly,the strengthening of the passive film was also observed due to the highly active surface.In tribo-corrosion environments,it was interestingly found that LSP at lower intensities tends to result in the most optimal performance.Although counter-intuitive,as higher intensities have more of a microstructurally refining effect,the presence of surface roughness resulted in an increased likelihood of galvanic coupling during sliding.In total,it was found that LSP can be a viable technique to strengthen materials in a wide range of applications including but not limited to biomedical,automotive,and aerospace.
Although there is a comprehensive understanding of these interactions,there are still various gaps in research that should be addressed.First,the influence of LSP on Mg-composite materials should be investigated.To date,there are no works that focus on such a topic.However,it can be insinuated that the rapid heating and cooling of the laser combined with the severe plastic deformation can prevent premature fracturing during certain mechanical applications,and potentially help to improve composite-to-Mg bonding.Additionally,the influence of LSP on non-conventionally manufactured Mg should also be investigated.Although the same surface-strengthening effects may take place,it’s important to understand their variations as the inherent microstructures of such components differ.With this being said,we believe that this comprehensive review will greatly assist those in research or industry to further understand the mechanisms and implications of LSP-Mg materials.By doing so,it can greatly help its real-world applications.
Declaration of competing interest
The authors declare no conflict of interest.
CRediT authorship contribution statement
Alessandro M.Ralls:Writing– original draft.Aaksheta Agnel:Writing– original draft.Pradeep L.Menezes:Supervision.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Recent advances in electrochemical performance of Mg-based electrochemical energy storage materials in supercapacitors: Enhancement and mechanism
- Peri-implant gas accumulation in response to magnesium-based musculoskeletal biomaterials: Reframing current evidence for preclinical research and clinical evaluation
- Influence of laser parameters on the microstructures and surface properties in laser surface modification of biomedical magnesium alloys
- Experimental and simulation research on hollow AZ31 magnesium alloy three-channel joint by hot extrusion forming with sand mandrel
- Mg/MgO interfaces as efficient hydrogen evolution cathodes causing accelerated corrosion of additive manufactured Mg alloys: A DFT analysis
- The corrosion characteristic and mechanism of Mg-5Y-1.5Nd-xZn-0.5Zr(x=0,2,4,6 wt.%) alloys in marine atmospheric environment