浅析军工企业设备效能提升管控模式的建立与应用
2024-04-10刘胜兰
刘胜兰
(中国航发南方工业有限公司,湖南 株洲 412002)
1 实施背景
(1)响应国家“加快自主创新”战略和航空发动机制造重大专项,助推企业管理转型变革的需要。航空发动机制造业作为高新科技战略产业,在国家“加快自主创新”“富国强军”等战略任务中被寄予了厚望。设备对生产和制造航空发动机的生产质量、效率起着决定性作用,不断提升设备效能是军工企业实施成本工程和国家节能降耗节约成本的具体实践,保证生产高效稳定,保持质量领先。(2)是确保企业生产顺利进行,提升航空发动机制造力的迫切需要。影响企业设备效能的主要方面是关重设备的使用效率问题,关重设备承担众多公司重点型号的生产任务,对生产起着保障和决定作用。着重解决关重设备“短板”问题,充分发挥关重设备效能,逐步消除制造生产与设备资源日益突出的矛盾,是提升航空发动机制造水平、增加企业经营效益的迫切需要。(3)是提升企业生产保障水平,增强企业核心竞争力的现实需要。世界知名航空企业、民营企业进入国内航空动力领域,对我国航空产业市场造成挤压和冲击,加剧竞争态势。民营企业重庆天骄涉足航空发动机,金城集团等涉足辅助动力,中小型军工企业面临强大的市场挑战。开展军工企业设备效能模式的变革与创新,减少设备各类停机时间,提升设备整体运营管理水平,从而确保产品质量、生产进度提高生产保障能力成为提升企业核心竞争力的现实需要。
2 主要做法
按照“以客户(生产需求)为中心,增强生产保障意识;以问题为导向,减少设备停机等待;以数据为基础,实现问题精准聚焦;以目标为统领,提高设备运行效率;以信息化管理为手段,推进设备管理变革”的思路开展关重设备效能提升工作。
2.1 打破误区,确定与企业的发展战略一致,以生产需求为导向设备使用效率管理模式
受传统文化观念的影响,有人认为设备效能的是一味地提高设备利用率,利用率越高越好。事实上,设备管理应该与企业的发展战略保持一致,依据企业发展目标和生产订单制定设备效能提升的目标。
首先,挑选企业具有代表性的关重设备,对当年的生产任务,利用数控程序仿真,计算所有数控工序的纯切削时间,结合工艺路线和订单数,依据现有的人员和物质条件,推导出五天每天两班制单台设备完成任务所需的理论利用率。这里举例某军工企业5台关重设备计算出来的利用率情况(如表1所示),平均下来也要达到40%。

表1 XX中心5台关重设备的利用率情况
(1)组织准备,顶层谋划。组建企业设备效能提升领导小组和推进工作办公室。下发《关重设备效能提升行动方案》,明确关重设备效能提升目标和里程碑。(2)构建提效团队,形成相互合作的跨部门协同组织。打破过去各自为阵、相对松散的组织模式,成立“以追求高效协同、合理解决设备问题”为中心的组织新机制,构建以生产/设备管理部门负责关重设备效能提升推进工作归口管理,包括工艺改进小组、计量和检验提效小组、设备维保小组、信息保障小组、人力资源管理小组6个小组组成的专业团队,形成相互合作的跨部门协同组织。(3)定期回顾及时总结,使提效推进工作精细化。定期在企业召开的大会上对关重设备效能情况进行点评,对照工作计划节点进行总结、回顾,交流各专业管理部门的经验,讨论存在的问题,明确下一步改进计划。
2.2 聚焦生产,紧抓目标,构建各个业务管理提效系统
开展设备运行和停机的数据收集和分析,对症下药,分析影响设备“设备效能”所存在的主要问题和原因。
(1)开展数据收集和分析,实现精准聚焦问题,有针对性的改善。依照《设备停机状态记录表》(表2)实时记录关重设备运行的数据,为后续设备利用率提升分析提供数据基础。
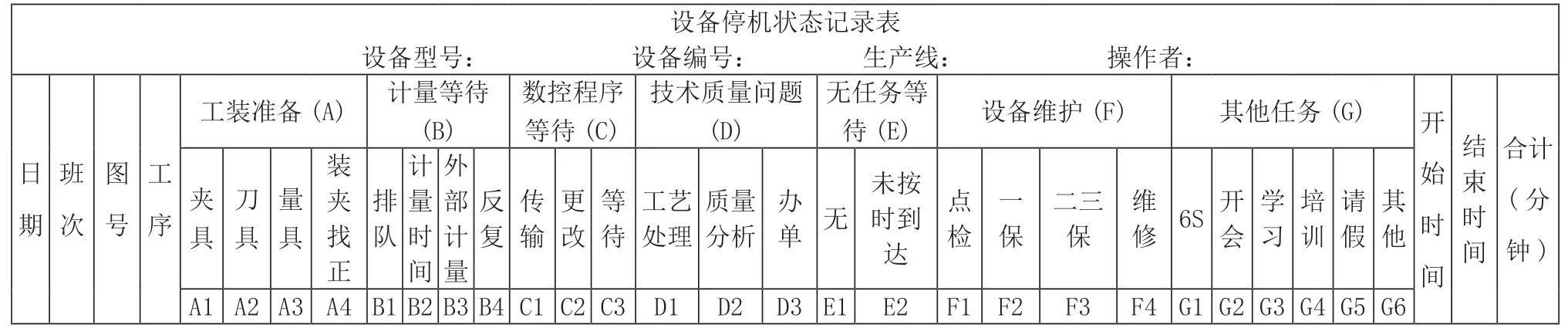
表2 《设备停机状态记录表》
按《设备停机状态记录表》,进行了重点设备停机时间的数据收集,各停机时间占比如图1所示。

图1 设备停机时间占比
从统计的结果,发现影响设备效能的主要方面和原因如下:①生产组织不均衡,设备忙闲不均。中小型军工企业具有多品种小批量的生产特点,加上混线生产、工艺成熟度等多重因素叠加,分线基本采用零件组别进行分类,工艺的相似性相对较低。加上需求计划、技术、质量等各方面因素影响,全年生产任务忙闲不均。②计量、检验等待时间长。首次加工使生产等待及计量等待时间长,编程的时间长造成计量瓶颈;复杂零件检测存在占机时间长、自动化程度低等问题,部分计量、检验技术难题需突破,检测效率不高。③设备维护、维修周期长。加工的零件范围广、品种多及设备购进渠道、厂家种类繁多,给设备的使用和维护带来较大的困难,设备维护和维修要求高,备件尤其是进口备件采购、维修时间较长。④物料、工装等待时间长。物料供应不及时、工装换型周期长、工装找正时间长等。工具、刀具等集中采购,采购审批流程长,加上安全库存不够合理等,有时出现供应不及时,难以快速响应现场需求。⑤涉密网与机床外网断开状态,由于军工企业有保密要求,导致不能实时传输数控程序,引起零件加工的等待。数控程序目前采用定时下传与定时上传,不便于零件的及时加工与程序的及时更改。
(2)聚焦问题,循序渐进,逐步改进。①合理均衡排产,减少因生产波动造成的设备等待。将班产量与工序准时报工相结合,对每道工序的实际工时数据核定准确、确保客观真实;生产线对关重设备做好每周、每日的作业排产计划,持续推行设备拉动,对毛坯和半成品的供应进行有效监控,提前预警。②推进以工艺攻关和数控提效为主的工艺改进和优化。A.提高工艺技术水平,减少工艺准备时间。数控程序攻关拉条挂账。梳理关重设备在生产过程中存在的技术准备、加工工艺问题,技术管理部门组织攻关和数控提效。B.完善和细化加工工艺,减少加工准备时间。完善ERP(企业资源计划)等信息系统中工艺路线,推进工装、物料等配送。通过ERP系统工具工装综合管理平台,使生产所需工具工装提前配送到生产现场,减少产品加工准备等待时间。③提高计量和检验效率,减少设备等待时间。A.对关重设备按加工的零件进行工序清查,编制电子报告单。优化计量程序,做好计量程序管理、归档及固化工作,优化后归档。B.开展零件的预编程,减少计量等待。开展零件预编程(脱机编程)研究工作,加强对零件预编程软、硬件条件的建设。C.细分零件,首件计量优先检测。将待计量零件细分为首件计量零件、抽检计量零件和问题待处理计量零件等。确保首件计量零件优先检测,减少计量等待造成的设备停机时间。④全面强化“以保为主,保修结合”的设备保障体系构建。A.对关重设备运行梳理存在的问题,召开专题会讨论具体保障方案,成立关重设备保障小组,明确专家责任区域划分,快速响应现场,编制设备维保标准作业指导书,减少设备故障维修时间。B.抓实关重瓶颈设备“三检”。构建设备保障技术例会常态机制,形成技术例会常态化,组织设备疑难问题攻关;抓实关重设备日常巡检、专业点检、三保执行检查。C.建立主要部件生命周期档案(数控加工中心如表3所示)、故障树(如图2所示)与备件超市,缩短维修时间。⑤借助信息化手段,构建设备信息化数据管控模式。设备全生命周期运用现代信息技术进行管理,以ERP(企业资源计划)系统PM(工厂维护)模块为平台,完善ERP设备信息数据库。
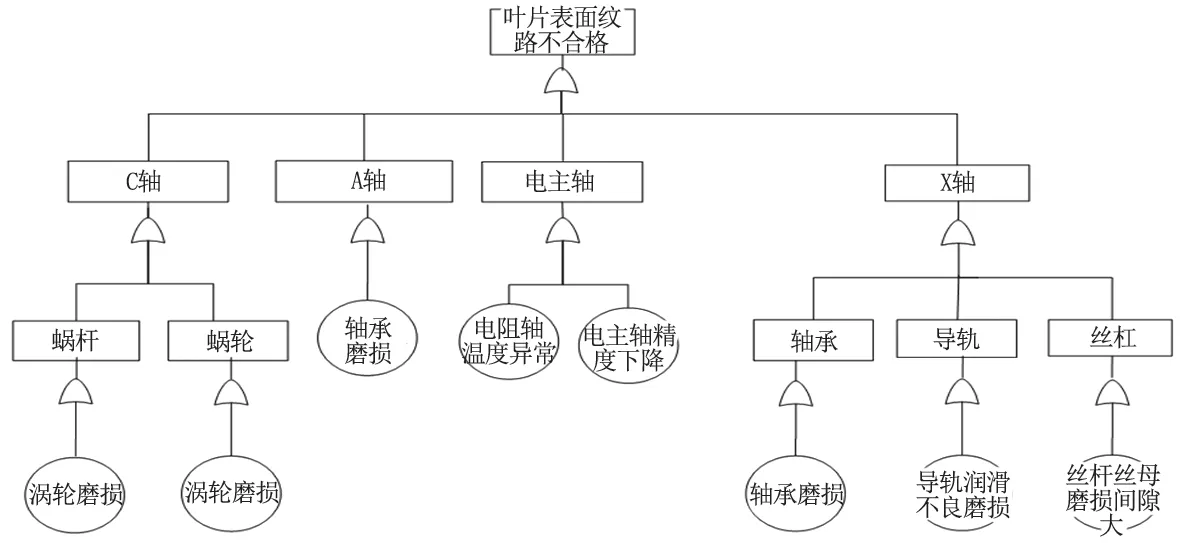
图2 设备故障树

表3 主要部件生命周期档案
一方面,建立设备信息库。对设备进行全程管理和监控,设备维护保养、故障维修申报等管理流程全部通过ERP系统实施。见图3。
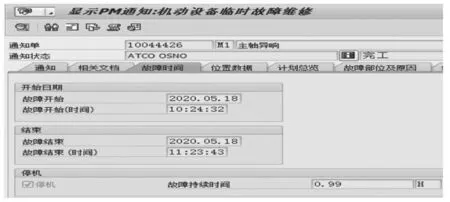
图3 ERP信息化系统中设备故障维修模块
另一方面,通过建立MDC监控网络系统,监控每台重点设备加工、报警、故障停机等情况,能够真实反映设备运行状态和实际切削率。
3 实施的效果
(1)增强了员工持续改进的精益理念,促进生产效率的提高和质量的稳定。设备效能的提高促进生产效率提高,有助于缓解劳动者的劳动强度,提升幸福感,促使职工真正开始关注设备存在的各类问题,积极投身设备效能持续改善改进工作,保障产品的进度和质量的稳定,促进企业的改革发展和提质增效。(2)建立完善了相关管理制度,专业管理水平得到提升。修订完善形成企业内部管理制度《机动设备管理办法》,规范设备日常管理流程,制定《关重设备保障方案》,加强对关重设备的维护保养,保障关重设备的运行。各专业管理部门也提升了专业管理水平,如生产管理部门着重解决关重设备排产问题,督促技术质量问题处理等;工艺技术管理部门加强对加工工艺的改善,减少工艺准备等待时间;计量检验管理部门加快推进在线计量、检测技术应用,提效计量检验效率等。(3)减少了各类设备的等待时间,设备利用率和完好率上升。设备各类停机等待时间减少,用于设备制造加工的时间增加,设备的有效加工变长,设备的效能提高。由于设备TPM维护保养管理加强,从一定程度上保障了设备的完好率,降低了设备修理费用。(4)保障了企业制造生产的顺利进行,取得了良好的经济效益。设备效能的提高促进了生产效率的提高,产能增加,确保产品质量,为实现企业竞争优势的提升提供了有力保障。军工企业交付发动机数量、工业总产值、工业增加值和劳动生产效率均得到提升。
