金属3D打印工艺火灾爆炸危险性分析与评价
2024-04-10葛双优
葛双优
(中国航发沈阳发动机研究所,辽宁 沈阳 110015)
增材制造(俗称3D打印)技术是一种快速成型技术,又称RP技术,是通过利用计算机模拟切片的技术,逐步利用热源或者粘结剂来固化材料,如金属、陶瓷、塑料、砂等,从而逐步堆积成一定形状的零件和部件。目前在航空航天、汽车制造、机械制造等领域已得到一定应用。3D打印技术具有前沿性、先导性,改变了传统生产方式和设计、生产理念。但同时3D打印技术存在一定的安全风险,如在金属3D打印技术中使用到的重要原材料之一——钛粉,属于甲类危险化学品,具有易燃易爆性,使用过程须充分辨识危险源并加以控制,防止火灾爆炸事故发生。本文采用了一种危险源辨识方法(故障数分析法)和一种定量的安全评价方法(火灾爆炸指数法),对3D打印工艺过程中发生钛粉火灾爆炸的危险性进行定性和定量的评估。
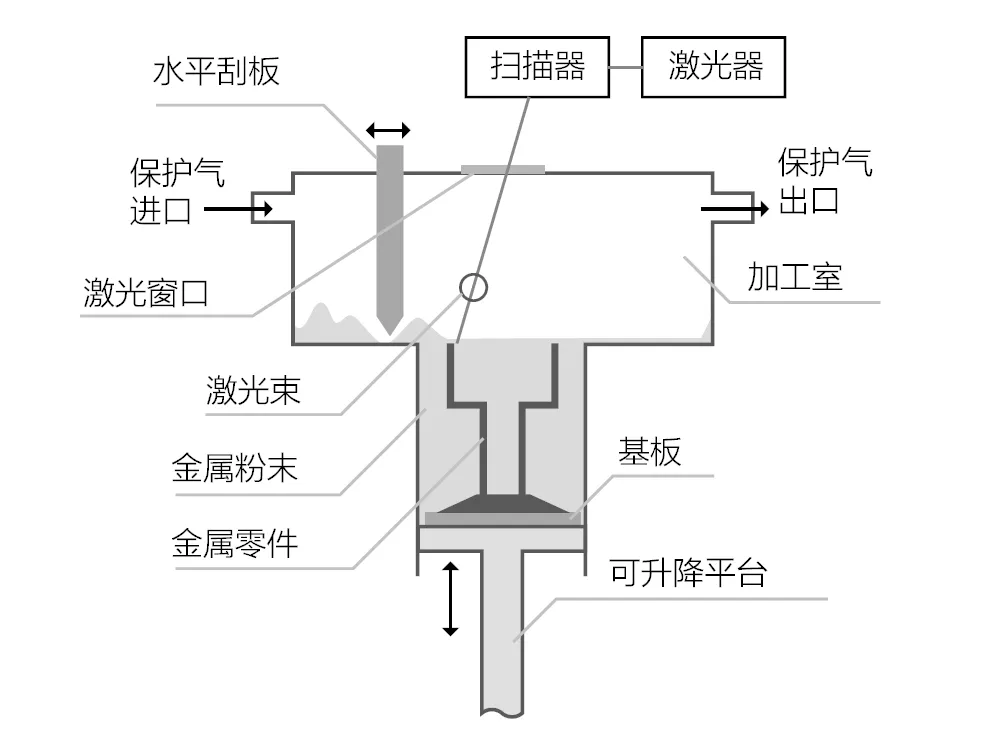
图1 3D打印设备工作简图
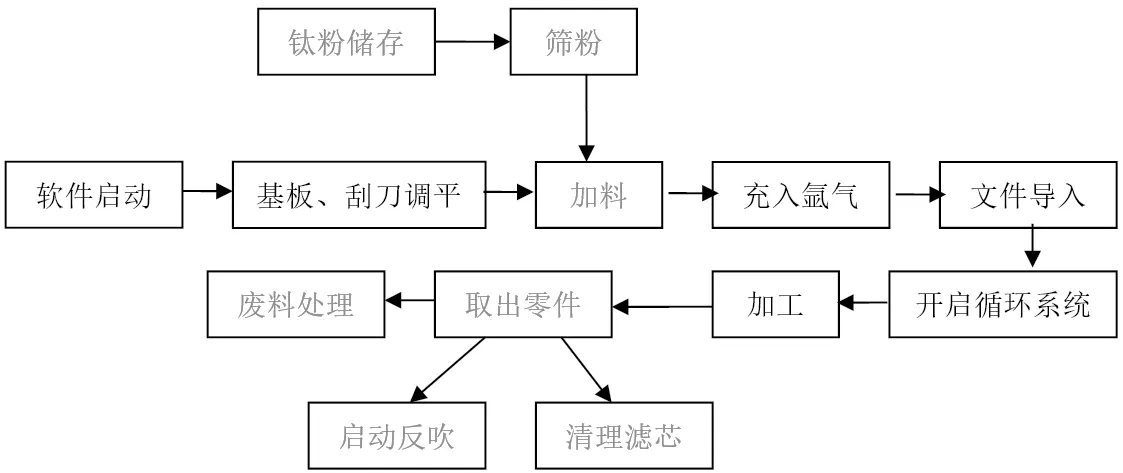
图2 3D打印工艺流程图
1 3D打印工艺原理及过程危险性分析
1.1 工作原理
利用软件设计出零件的三维模型,并对三维模型进行切片得出截面轮廓数据,由轮廓数据生成填充扫描路径,然后按照填充扫描线控制激光束选区,熔化各层金属粉末,逐步堆叠成三维金属零件。
1.2 工艺流程
将金属粉末平铺到成形过程形缸基板上,再按当前层的填充轮廓选区熔化基板上的金属粉末,完成当前层的加工后成形缸下降1个层厚,粉末料缸上升一定距离,铺粉装置在已加工好的当前层上铺好金属粉末。设备自动调到下一层的轮廓数据进行加工,如此反复直到整个零件完成加工。整个加工过程都在充满惰性气体的环境下进行,避免粉体在高温下与其他气体发生反应。
根据3D打印工作原理及设备操作规程,以及粉尘爆炸三要素:粉尘云、火源、空气,分析存在钛粉火灾爆炸可能性的几个阶段分别为:钛粉存储、筛粉、加料、取件、反吹、清理滤芯、废料处理。
(1)钛粉储存
钛粉储存间严格意义上为危险化学品库,是钛粉存量最大的地方,一旦发生火灾爆炸事故,后果最为严重,所以须按照火灾爆炸场所进行防爆设计,电气设备设施符合《爆炸危险环境电力装置设计规范》等规范要求,房间设计泄爆面,面积符合《建筑物防火设计规范》要求。
(2)筛粉
加料前需对钛粉进行筛粉,筛粉过程中,钛粉在筛粉机内一直处于云状态,振动筛可提供点火能量,如果在空气中进行,满足粉尘爆炸的3个条件,可能造成粉尘爆炸,所以筛粉必须全程在惰性气体氩气的保护下完成,筛粉机也须为防爆型。
(3)加料
加料过程应采用不锈钢(或其他不易打火的材质)料铲将粉末材料加至料缸中,该过程可能产生扬尘,达到粉尘爆炸极限,所以须小心操作,并同时将防爆吸尘器置于料缸上方,改善扬尘现象。
(4)取出零件
零件加工完成后,扫描系统、电机、照明灯、气路会自动关闭,打开照明灯,手动关闭烟尘过滤系统,开启舱门后操作者离开现场30min,使保护气、粉尘、加工余热扩散;用毛刷、物料铲将成形缸和收料缸中的粉末移出,期间用防爆吸尘器配合清理扬尘和吸风口附近受污染的粉末。该过程,舱内钛粉量较大,在取件或清理过程操作不当,撞击钛粉或遇静电,可能引燃钛粉,所以整个过程操作人员需配带防静电手环,小心操作。
(5)反吹
在确保材料全部移出机器后,关闭舱门,并开启反吹系统。大约持续20min,随后关闭反吹,进行清理。该过程危险性最大,设备内粉尘浓度满足爆炸极限,气体的冲击力可提供点燃能量,如在空气中进行,可引发爆炸,所以该过程须在惰性气体氩气环境下进行,即用氩气作为反吹气体。
(6)清理滤芯
在每加工完一种材料后,需要对循环系统中的滤芯中的残粉进行清理。滤芯需拿出来单独清理,滤芯中的粉体粒径较细、活性高,清理过程稍有不当便会燃烧,已发生过很多类似事件,所以滤芯清理须在水中完成。
(7)废料处理
加工完成后剩余的钛粉不能闲置,在空气中长时间堆积可能自燃,应回收利用或水封处理后按危险废物进行合规处置。
2 故障树分析
故障树分析法(FTA)是采用逻辑方法进行危险分析,将事故因果分析形象地描述为一种有方向的“树”。以系统可能或已发生的事故作为分析的起点,将导致事故的原因事件按照因果关系逐层列出,用树形图表现出来,然后定性、定量地分析事故发生的可能途径和概率,找到避免事故的各种方案并选出最佳安全防范措施。
按照FTA分析法,绘制3D打印火灾爆炸故障树如图3所示。
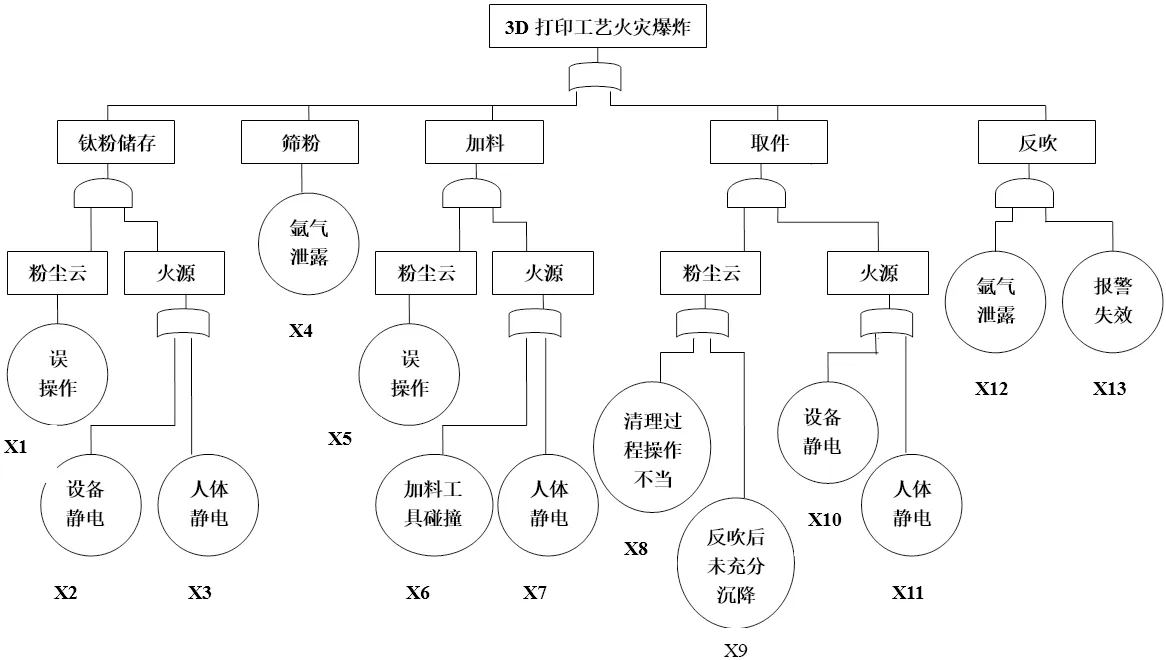
图3 3D打印工艺火灾爆炸故障树
布尔表达式:
T=X1(X2+X3)+X4+X5(X6 +X7)+(X8 +X9)(X10+X11)+X12X13
最小割集合:
(X1 X2)、(X1 X3)、X4、(X5 X6)、(X5 X7)、(X8 X10)、(X8 X11)、(X9 X10)(X9 X11)、(X12X13)
最小割集合是能引起顶事件发生的最小的组成元素集合。
结构重要度:
IΦ(4)>IΦ(1)=IΦ(5)=IΦ(8)=IΦ(9)=IΦ(10)=IΦ(11)> IΦ(2)=IΦ(3)=IΦ(6)=IΦ(7)=IΦ(12)=IΦ(13)
通过故障树分析,得出可能导致3D打印过程发生火灾爆炸事故的13个基本事件,主要包括误操作、设备静电、人体静电、工具碰撞火花、氩气泄漏、反吹后未充分沉降、报警失效等,并计算得出各基本事件的结构重要度,以及最小割集合,进而可以针对性地采取管控措施。
3 火灾爆炸指数法分析
火灾爆炸指数评价法是一种对工艺过程火灾爆炸危险性进行评估并采取相应安全防护措施的方法,以物质潜在能量和现行安全防护措施为依据,对物料以及工艺过程潜在的火灾爆炸危险性进行定量分析评价。
该方法以物质系数为基础,加上一般工艺和特定工艺的危险修正系数,求出火灾爆炸指数。再根据指数值分级,按等级要求采取相应安全防护措施。
3.1 评价程序
(1)确定单元,求出单元内的物质系数MF。
(2)根据单元工艺,选用适当的一般工艺和特殊工艺危险系数相乘得出工艺单元危险系数。
(3)用物质系数乘以工艺单元危险系数,得出火灾爆炸危险指数(F&EI)。
(4)由火灾爆炸危险指数查得单元暴露区域半径,并计算出暴露面积。
3.2 评价过程
(1)选择工艺单元
为计算火灾爆炸指数,首先要确定装置中哪些单元需要研究。工艺设备的任一主要单元可被定义为工艺单元。生产单元往往包括很多工艺单元,但在计算火灾爆炸指数时,只评价对工艺有影响的主要单元。
(2)确定物质系数
物质系数(MF)是最基础的数值,是表达物质引起火灾爆炸中释放能量大小的特性。大部分危险物质其物质系数可通过查阅资料获得。经查金属钛粉MF值取10。
(3)确定工艺单元危险系数
一般工艺危险性系数(F1)主要影响因素包括:泄漏控制,通道以及排放,物料处理与输送,密闭式或室内工艺单元,放热、吸热反应。
特殊工艺危险性系数(F2)主要影响因素包括:压力,泄漏,低温,毒性物质,负压,粉尘爆炸,易燃及不稳定物质的重量(工艺中和贮存中的液体、气体、可燃固体/粉尘),转动设备,易燃范围内或其附近的操作,腐蚀与磨蚀,使用明火设备,热油热交换系统。
F1和F2相乘得到单元危险系数(F3)。F3的值一般不超过8.0。
3D打印实验室中主要使用以及贮存的金属材料为钛粉,经查资料物质系数MF为10。
一般工艺危险系数选取了基本系数、物料处理与输送、放热反应、排放和泄漏控制,危险系数取值分别为1.00、0.50、1.00和0.25,一般工艺危险系数F1=2.75。
特殊工艺危险系数选取了基本系数、过程失常和吹扫故障、一直在燃烧范围内、压力、粉尘爆炸、贮存中的可燃固体及工艺中的粉尘、泄漏,危险系数取值分别为1.00、0.30、0.50、0.50、2.00、1.00和0.50,特殊工艺危险系数F2=5.80。
工艺单元危险系数F3=F1*F2=15.95。
(4)火灾爆炸危险指数
火灾爆炸指数F&EI=F3*MF=159.5。
火灾爆炸危险指数用来估计生产过程中事故可能造成的破坏程度。可划分为5个等级,具体情况如表1。
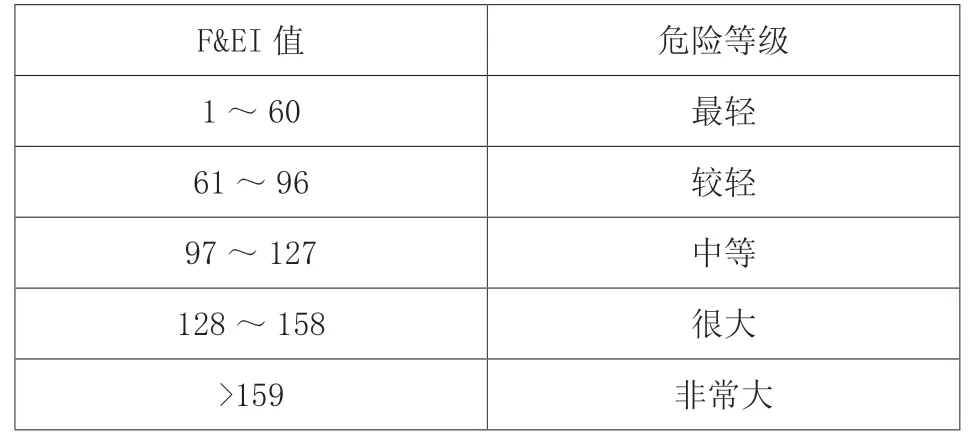
表1 F&EI及危险等级
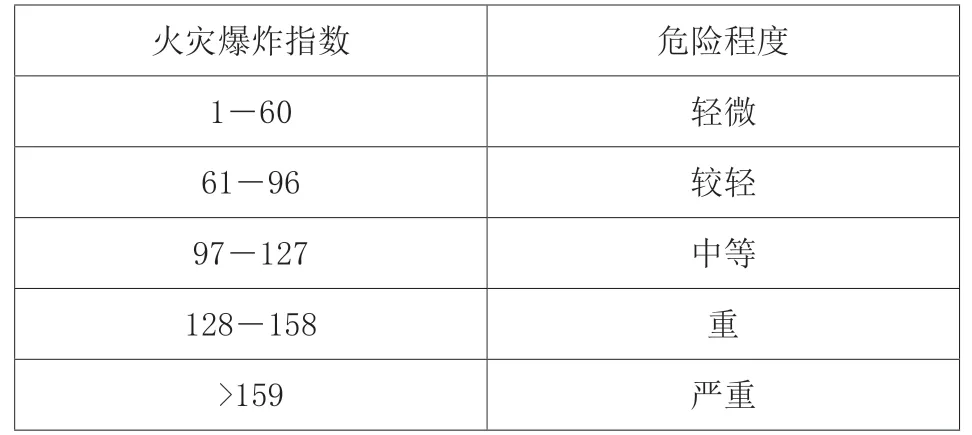
表2 单元危险性等级表

表3 火灾爆炸分析结果危险指数表
(5)安全措施补偿系数
安全措施主要分为工艺控制措施(C1)、物质隔离措施(C2)和防火措施(C3)。单元安全措施补偿系数C=C1×C2×C3。
工艺控制安全补偿系统选取了应急电源、抑爆装置、惰性气体保护、计算机控制、紧急切断装置、其它工艺危险分析、化学活泼性物质检查、操作规程/程序,补偿系数分别为0.98、0.95、0.96、0.96、0.96、0.95、0.92和0.95,工艺控制安全补偿系数C1=0.6839。
物质隔离安全补偿系数选取了遥控阀、卸料/排空装置、排放系统,补偿系数分别为0.98、0.98和0.95,物质隔离安全补偿系数C2=0.9124。
防火设施安全补偿系数选取了泄漏检测装置、特殊灭火系统、电缆防护、手提式灭火器/喷水枪,补偿系数分别为:0.98、0.91、0.98和0.98,防火设施安全补偿系数C3=0.8565。
安全措施补偿系数C=C1×C2×C3=0.5344。
(6)安全措施补偿后火灾爆炸危险指数(F&EI)=F&EI×C=85.24。
(7)暴露半径:R=0.256×F&EI=21.82。
(8)暴露面积:S=π×R2=1495。
(9)危害系数:DF=0.6。
4 结语
通过故障树分析法,全面辨识3D打印工艺火灾爆炸危险源,主要包括误操作、设备静电、人体静电、氩气泄漏、加料工具碰撞、清理过程操作不当、反吹后未充分沉降、报警失效等。并计算出最小割集合和基本事件的结构重要度,得到引起钛粉爆炸的充分必要条件,以及重点控制元素,针对性地制定了管控措施。
通过火灾爆炸指数法对金属3D打印工艺火灾爆炸危险性分析与评价,表明在安全系数补偿前的3D打印工艺危险爆炸系数为159.5,属于“严重”危险程度,危险等级为Ⅴ。经过一定的安全措施补偿后,火灾危险爆炸系数降低为85.24,属于“较轻”危险程度,危险等级为Ⅱ。表明采取的安全措施可行,可有效降低金属3D打印工艺火灾爆炸危险性。
