基于数字孪生的宽厚板轧机状态智能识别技术研究
2024-03-20霍宪刚黄少文李新东
周 平,杨 恒,霍宪刚,黄少文,李新东
(1 山东钢铁集团有限公司研究院,山东 济南 271104;2 莱芜钢铁集团银山型钢有限公司板带厂,山东 济南 271104)
1 前 言
钢铁制造领域大型关键设备数字化、智能化已成为重要研究方向,开展基于数字孪生的大型设备状态智能识别、融合工艺和设备数据的故障诊断等关键共性技术研究,开发设备与工艺共享平台,将对促进钢铁制造设备的稳定可靠运行、精准控制,低成本、高效率、高精度、柔性化生产高端钢铁产品提供技术支撑[1]。
宽厚板轧机由机械、电气控制、液压等系统组成,是产品成型轧制过程中大型关键核心设备,需要在“毫米”级、±5 ℃窄温度波动的工艺窗口内,完成成品钢板宽度、厚度和平直度的精准控制,实现温度和道次压下控制等耦合工艺参数同步命中。轧机需要在交变冲击载荷、低速循环重载、轧件持续高温环境等工况下完成热轧钢板的高精度轧制,复杂多变因素制约设备控制精度提高,致使设备和工艺问题反复发生,从而最终影响到产品质量和作业效率提升。据不完全统计,轧钢生产中工艺、设备和原材料质量原因引起的系统级故障占50%~60%,设备故障占30%~40%,其他故障合计不足10%,而在系统级故障中无法分清具体原因的占50%以上。因此,及时准确识别轧机状态,提升关键设备保障能力和产品质量稳定性成为亟待解决的问题。随着数字孪生、大数据等新一代信息技术的发展,使轧机状态智能精准识别成为可能,本文以某钢铁企业宽厚板轧机为研究对象,开展基于数字孪生的轧机状态智能识别技术研究和应用,取得了显著的应用效果。
2 需求分析
(1)高负荷生产条件下,咬钢、过钢、空转等高频非稳态过程对轧机冲击非常大,设备、电气、工艺、品种规格等耦合因素影响下的系统问题比例高,无法及时准确获得问题征兆(如轴承振动值异常、工艺异常波动)与问题类型(轴承损坏、镰刀弯)之间的量化映射关系,系统级故障不能准确定位,导致轧机设备损坏、抱辊、刮框、镰刀弯等问题反复出现。
(2)轧机状态及故障通常会受到设备、工艺和生产等多重因素的叠加影响,而目前多数企业轧机状态分析将设备因素和工艺因素分割,仅根据旋转部件振动信号进行简单分析,这对人工经验依赖较大且研究方法单一传统,与大数据、人工智能等技术融合不够,在多源数据挖掘、轧机状态特征提取等方面存在较大差距,一些未知风险和不确定性因素往往受到忽视,无法做到全生命周期的轧机设备状态跟踪。
(3)宽厚板产线需要适应产量规模增大、品种规格复杂、轧制工艺多变等新发展要求,轧机设备可靠性、运行精度对工艺质量保证能力显得尤为重要,而轧机状态具有多因素、强耦合等特点,特别是在高温、低速、重载等恶劣工况影响下,无法及时准确掌握状态并及时对异常情况做出处理,已表现出对轧制过程支撑力度不够等问题。
综上所述,为了保障宽厚板产线的稳定高效生产,需要在对数据知识挖掘利用基础上,开发“机理+数据”模型驱动的轧机多时空尺度等模型,进而构建数字孪生体和状态智能识别平台,精准在线识别轧机运行状态,有效解决轧制过程出现的镰刀弯和刮框等异常问题,最终实现轧机全生命周期的设备状态管理目标[2]。
3 轧机数字孪生体构建
3.1 多源数据知识规律挖掘
轧机状态数据信息主要包括设备运转数据、工艺过程数据,这些数据来源于与轧制相关的不同系统,具有量纲多、级别大小不一、碎片化严重、数据间存在强耦合关系等特点。完成数据采集、分析处理,可以实现数据价值的深度利用,从而发掘其中的知识规律。
对轧机数据的分析需要完成数据分布和特征分析。数据变量的分布分析各变量的数据变化趋势、机理特征、异常情况和不同变量间的关联关系等,发掘其中的规律。以厚度数据与镰刀弯数据为例,0~25 mm 钢板厚度镰刀弯绝对值约93%在0~100 mm,极个别接近200 mm;25 mm以上厚度钢板镰刀弯绝对值约7%在0~60 mm。通过分析得出,钢板厚度越大,轧制过程也稳定,镰刀弯偏移量越小[3]。
特征分析是利用数据领域的相关知识来创建能够使机器学习算法达到最佳性能的过程。为了有效屏蔽不同量纲、不同数据类型对算法效果的影响,分析过程使用了方差阈值法、相关性分析法、卡方检验法和模型筛选法对数据特征进行分析并选择最终建模相关参量。
(1)方差阈值法是一种单变量特征选择方法,用于衡量每个单独变量中包含信息量的多少,可以过滤出信息量较少的特征。它显示了分布是如何分散的,并显示了平均距离的平方。在特征工程中主要关心该分布中实际包含的有用信息,方差越大越适合作为特征。
(2)相关性分析法分析每个变量和目标变量之间的相关性,以及变量间的两两相关性,过滤出和目标变量无关的变量,以及变量间高度相关的变量,表达两变量线性相关程度及方向的统计指标。特征选择时通常计算各个特征值和目标值的相关系数,选取相关性强的特征。
(3)卡方检验专门针对离散型标签进行相关性过滤,它计算每个非负特征和目标标签之间的卡方值,取出与分类目标无关的变量,获得当前统计量及更极端情况的概率P,如果当前统计量大于P值,说明观察值与理论值偏离程度太大,表示比较资料之间有显著差异;否则就不能拒绝无效假设,不能认为样本所代表的实际情况和理论假设有差别。卡方检验的基本公式如下:
式中:A为观察频数(即观察值),E为期望频数。
(4)模型筛选法是一种特征选择和算法训练同时进行的方法,根据分类效果给出每个变量的特征重要程度得分。本研究中基于随机森林模型做特征选择,选择该模型的优势在于它可以处理高维、稀疏的特征,避免传统特征选择方法对于维度灾难的困扰。随机森林算法本质是对决策树算法的一种改进,将多个决策树合并在一起,每棵树的建立依赖于一个独立抽取的样品,森林中的每棵树具有相同的分布,分类误差取决于每一棵树的分类能力和它们之间的相关性。特征选择采用随机的方法去分裂每一个节点,然后比较不同情况下产生的误差。能够检测到的内在估计误差、分类能力和相关性决定选择特征的数目。
3.2 多尺度、多维度“机理+数据”模型开发
建立数字孪生体不仅要在多时空尺度上对轧机实体进行建模,还要从几何、物理、化学等多维度对轧机物理实体特征进行映射,然后将形变力学/热力学等理论与人工智能/大数据(神经元网络算法等)等技术融合后,对轧机设备的动作机理与规律进行深入研究,从而建立“机理+数据”驱动的轧机多时空尺度模型,在时间尺度和空间尺度上全方位地精确描述出轧机轧制过程中主要设备的运行状态与物料流通的变化情况,全面映射出实际轧机轧制过程中输出量与输入量之间的准确关系。
在空间几何模型构建过程中,可以采用基于三维激光扫描技术的扫描仪辅助完成。三维激光扫描技术对被测目标的三维信息进行采集,其测量步骤主要分为:测距、测角位移、扫描和定向。测距方法主要分为三角测距法、结构光测距、脉冲测距法和相位测距法。
轧机数据模型构建时,需要梳理明确状态数据构成,对数据信息进行分类(见图1),并基于神经元网络构建轧制过程与数据间的数据驱动模型,同时结合生产经验以及专家经验对数据进行特征标注,通过数据的反复迭代进行优化和调参,以提高模型的稳定性和准确性。
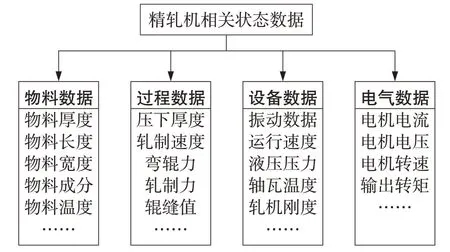
图1 轧机状态数据
3.3 轧机数字孪生体构建
轧机数字孪生体是在静态数据基础上,融合生产过程工艺质量、设备等动态数据形成的数字孪生体。该孪生体需要以轧机本体入口侧机架辊面为基准面对轧机本体、压下系统、支撑辊、工作辊、传动系统进行部件级三维建模,其他部件和周边环境进行示意级三维建模。孪生体包含轧机物理模型、几何模型、材料模型等多尺度、多维度集成模型,含有高维零件级设备三维模块、部件级低维模块和设备性能模块,该模型能与设备同步映射,可实时反映轧机内部结构和状态。数字孪生体通过设备数据和实时生产过程数据驱动轧机高真度仿真,并建立设备运行逻辑/工艺流程数据与模型的通信,完成与云平台数据库和传感器的连接,形成虚实映射关系,实现对可视化模型的动态驱动[4]。压下装置孪生体构建如图2所示。
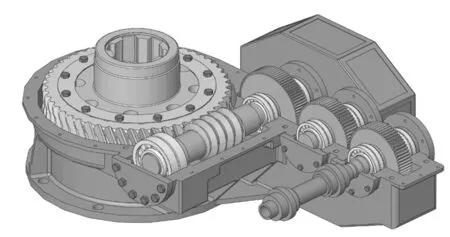
图2 轧机压下装置孪生体
4 轧机状态智能识别平台开发
4.1 平台架构
轧机状态智能识别平台架构包括数据层、服务层、应用层(见图3)。其中数据层采集设备数据、工艺数据及特征数据等数据;服务层完成特征提取、数据清洗、融合、智能诊断及查询中转等服务,构建对象化的分析模型;应用层将分析结果通过数据终端推送给相关的人员,满足不同的使用需求,主要分为三维可视化应用、轧机状态分析、轧机状态智能识别三类。以平台为基础完成轧机状态可视化监测、告警、分析和报告等功能,实现对轧机状态精准识别,大幅提高轧机状态稳定性。

图3 状态智能识别平台整体架构
4.2 数据流转
平台从生产控制系统、设备状态系统、边缘网关等设备采集数据,同时考虑到后续扩充数据采集需求,预留数据采集接口和设备,为不影响生产数据效率,在中转数据库完成数据预处理;智能诊断系统融合设备数据、工艺数据、电气参数等,实现模型建立、故障预判等功能,完成数据集成和转化,为系统数据库提供数据,并为平台应用和其他应用提供相应的服务;系统数据库存储设备配置、诊断模型、特征数据、业务相关数据等过程和结果的数据,直接为上层应用提供数据服务;监测平台采用B/S架构,直接面向用户的访问窗口,主要提供设备三维可视化等服务功能;考虑到功能完善和扩展,在其他应用中为系统深化应用预留扩展功能,如手机APP监测、告警短信发送、邮件提示等[5]。
4.3 接口设计
平台接口集成方式主要有:数据库访问、功能页面连接、WebService 接口方式、HTTP 接口方式等。数据库连接信息配置时需要指定数据源的数据库类型、连接数据库的必要信息(服务器地址、端口、服务名、用户名、密码)等。界面提供添加、修改、删除、测试功能,添加时需要指定数据源对应那个系统,删除时需要判断是否已经有属性定义使用了该数据源。
4.4 可视化展示
可视化平台使用Python开发,采用B/S架构,主要提供设备三维可视化、设备状态监测、专业图谱分析、测点相关性分析、自动诊断、告警管理、运维管理、状态分析报告等功能。
为了实现更精细、更精准的综合分析,开发轧机状态分析系统,该系统包含全部采集信息,具有监测、预警和分析功能。操作人员可对轧制过程有影响的因素进行单独分析,也可通过“拖、拉、拽”实现多因素在同一界面内进行综合分析,并可配置和管理测点标准阈值、查看历史测点图谱、历史告警信息,实现了数据自由组合和合适的图谱类型选择分析。同时该系统预留有设备监测信息接口,可随时接入设备振动监测信息与轧制过程信息进行同步分析[6]。
5 结 论
5.1 针对轧机运行过程中生产工艺问题分析及时性和准确性不够、多源数据挖掘分析模型欠缺等问题,深入分析运行过程钢种、精轧道次等数据特征,应用大数据分析算法完成数据知识规律挖掘及特征提取,并使用神经元网络深度学习模型对各种生产数据进行关联性分析,完成了“机理+数据”的智能分析模型开发。
5.2 基于数字孪生技术成功开发轧机状态智能识别系统,通过设备、生产过程实时数据的动态驱动,实现了轧机系统运行状态虚拟真实呈现,可直观地展现运行过程关键特征,生产人员可获取并共享轧机运行状态信息,实现轧制过程的精准管控。据不完全统计,系统应用后轧制过程镰刀弯和刮框等异常问题比例降低25%以上。
5.3 以动静态数据协同驱动,完成轧机状态健康度智能评估、工艺设备数据分析,并生成分析报告,实现轧制过程精细化分析,能够有效识别不低于90%的轧机状态,可降低轧制生产隐患,并利用换辊、待温、检修等现场停机时间及时维护和处理。