同轴兆声辅助射流电解加工工艺研究
2024-03-18李腾楠马仕豪梁勇康杜立群
翟 科,李腾楠,马仕豪,梁勇康,杜立群
(1. 河北大学质量技术监督学院,河北保定 071002;2. 大连理工大学机械工程学院,高性能精密制造全国重点实验室,辽宁大连 116024)
电解加工具有不与零件接触、 不受材料强度和硬度等性能影响、无冷作硬化层、无热铸层和微裂纹等优势特点, 在复杂构件和难加工材料制造方面具有巨大的潜力和优势,是航空、航天、兵器等工业领域的重要制造技术之一[1-2]。 然而电解加工中存在杂散腐蚀问题,加工效率很大程度受反应物传质限制。
超声电解复合加工因独特的优势在提高加工效率、改善表面质量、提高加工精度等方面展现出优异的效果与发展潜力[3-6]。 超声振动在电解液中产生的微幅振动及空化作用, 一方面能够改善工件表面溶解状态,另一方面有利于加快反应界面粒子运动、交换效率及电解产物的扩散速率, 从而提高微结构的刻蚀速率[7]。 王明环等[8]探究了超声辅助微细电解加工间隙内电解液中的空化微射流对材料蚀除的影响, 结果表明在超声振幅10 μm、 加工间隙50 μm下加工5 s,凹坑蚀除深度从20 μm 提高到100 μm,凹坑底部粗糙度从Ra290 nm 降低到Ra40 nm。Goel等[9]采用基于多物理场的建模与仿真方法,分析了射流电解钻削和超声辅助射流电解钻削过程的加工规律,结果表明,在电解液射流上叠加超声波后材料去除率得到显著提高。Wang 等[10]研究了掩膜电解加工中超声波搅拌参数对传质的影响,通过数值模拟得到了电解液中声压随时间的变化关系,并通过优化的传质在大规模锡青铜衬底上制作了直径30 μm的微坑阵列。Wang 等[11]提出了一种空气辅助和超声辅助相结合的新型混合电解加工工艺,两种辅助工艺相结合产生了协同效应,超声辅助促进中心区域的溶解,空气辅助则阻碍边缘区域的杂散腐蚀,由此可以制备出纵横比增强、杂散腐蚀减少的微结构。
兆声波与超声波相比具有更短的波长、更高的振动频率、更好的指向性以及更高的空化阈值,且它的声流效应更为显著,在改善流动、促进产物传质方面效果更为突出[12-13]。 本研究在射流电解加工中引入同轴传输的兆声波,进行电解单点加工或同轴电解铣削加工,以达到促进加工区域产物排出、提高加工效率与加工定域性的目的。
1 原理方法
1.1 数学模型
本方法采用的兆声波在液体中传播,波形以纵波为主,满足下式的波动方程:
分离时间项,得到非齐次亥姆霍兹方程:
式中:▽为哈密顿算子;p为声压幅值;ρ0为介质材料密度;c为材料中声速;t为时间项;P为声压;ω 为声波角频率;ρc为复合密度;cc为复合声速。
兆声波线性度好、频率高,波长比其他声波短,兆声作用下,电解液受兆声作用的体积力扰动,促进阳极加工区域内的电解质更新,从而达到增强对流传质的目的。 因此在兆声声场作用下,流体中的体积力F可表示为:
在电解反应中,极少数阳极溶解的阳离子与氢氧根结合,产生氢氧化物沉淀,但与阴极析出的氢气的量相比可忽略不计。 因此,可以认为流场主要为氢气和电解液组成的气液两相流。 假设电解液为不可压缩流体,则流场满足N-S 方程:
式中:F为电解液质点间的体积力;μ 为电解加工时电解液的动力黏度;u为氯化钠溶液的流速。
此外,流场的质量守恒方程可描述为:
式中:ul为液相速度;ug为气相速度;φg为电解液截面含氢气百分比;φl为电解液截面含氯化钠溶液百分比;ρl为电解液密度;ρg为氢气密度。
此外, 电解时在阳极周围产生少量的阳极电解气,在阴极周围大量析氢,同时电解反应释放热量,使电解液温度上升,从而降低电解质的导电性能,即电导率下降:
式中:κ0为氯化钠溶液原始电导率;β 为氯化钠溶液中氢气体积分数;n为布鲁格曼系数;T0为氯化钠溶液初始温度;T为电解加工过程某时刻溶液温度; γ为电解加工时温度对氯化钠溶液的影响系数。
在实际的电解过程中, 将电解液置于恒温水浴中,此时默认温度是恒定的,据此式(7)可简化为:
此时, 电解液电导率对电解加工过程有较大的影响,主要体现为对电流密度的影响,考虑一次电流分布的情形, 则电流密度与电解液电导率的关系如下式所示:
结合上述分析过程,当电解加工进行时,电解液中的氢气体积百分比上升, 直接影响了电解液的电导率,导致此时的电流密度减小,阳极金属溶解速率减小。而将兆声系统复合到喷射电解加工过程中,一方面能增加电解液流速, 使阳极被加工区域的电解液不断地更新, 另一方面兆声的附加可促进反应气体排出, 两方面共同作用有望提高电解加工精度并改善电解加工效率。
1.2 实验装置
图1 是同轴兆声辅助射流电解加工304 不锈钢的装置, 其中喷头结构用于发生兆声波的压电超声换能器与射流电解的电解阴极、电解液束流同轴,工件作为电解阳极放置于喷嘴正下方。工作时,电解液由喷头侧壁的接口流入,经喷嘴喷射至工件表面,同时压电超声换能器发射兆声波在电解液中与电解液束流同轴传播至工件表面。 实验过程中,将喷嘴固定在三轴运动平台上,控制喷头移动以实现单点加工或电解铣削加工;同时,喷头与阳极板保持一定距离,通过电源改变蠕动泵的电压来控制电解液的流速。 实验中使用质量分数为15%的NaCl 溶液,将溶液的pH 控制在1.5~2,阳极板与喷嘴之间的距离设置为0.5 mm,兆声换能器的频率为1 MHz。

图1 同轴兆声辅助射流电解加工装置
2 结果与分析
2.1 电解液流量对刻蚀效果的影响
固定电解电压40 V、无兆声的情况下,通过调节蠕动泵设置电解液流量为0.45、0.9、1.22 L/min,开展射流电解定点加工实验,得到的刻蚀凹坑与深径比分别见图2 和表1。由图和表所示,随着电解液流量增大,蚀刻凹坑的孔径和孔深都逐渐增大,凹坑刻蚀的深径比略有增加。 然而, 当蠕动泵流量为1.22 L/min 时,蠕动泵管道震动严重,使加工效果一致性较差,因此在进一步刻蚀中选定电解液流量为0.9 L/min。

表1 不同电解液流量下的孔径、孔深、深径比
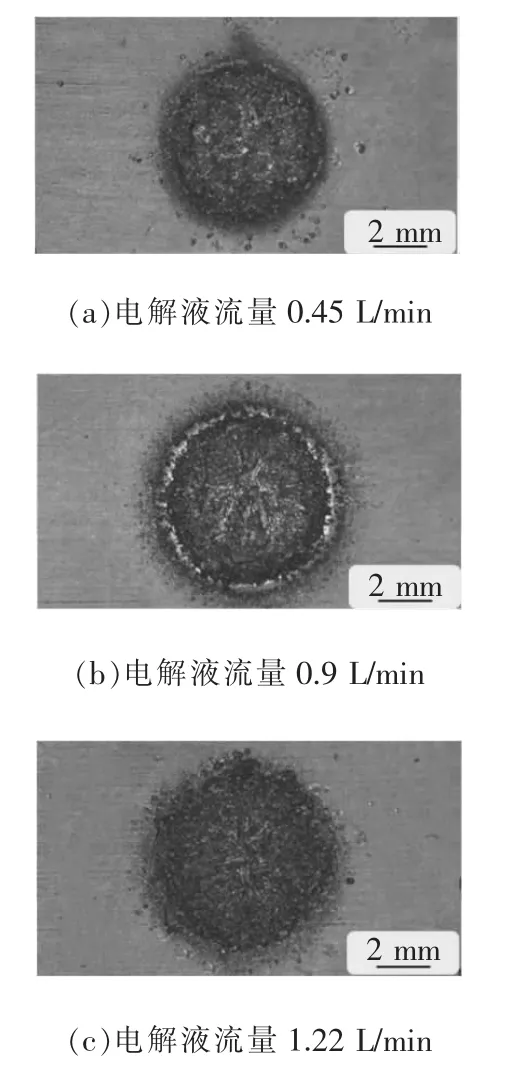
图2 不同电解液流量下的刻蚀凹坑
2.2 兆声功率对刻蚀效果的影响
固定电解液流量为0.9 L/min,阴阳极之间电压为40 V,设置兆声功率分别为8、16、22 W 开展射流电解定点加工实验, 得到的刻蚀凹坑与深径比分别见图3 和表2。 由图和表所示,在兆声功率较小的情况下,微坑刻蚀的深径比与无兆声的情况比较接近,兆声作用并未显现;随着兆声功率的增加,刻蚀凹坑的孔深不断加深,刻蚀孔径并不明显增大,这说明在兆声作用下, 同轴传播的兆声起到了将电解凹坑底部电解产物振动排出的效果, 促使电解反应向着深度方向进行,提高了电解加工的深刻蚀能力。
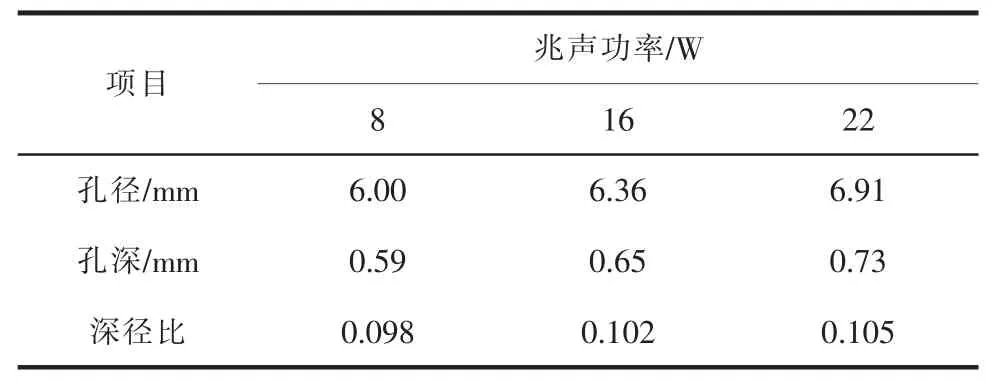
表2 不同兆声功率下的孔径、孔深、深径比

图3 不同兆声功率下的刻蚀凹坑
2.3 电解电压对刻蚀效果的影响
为了进一步验证兆声射流电解加工的有效性,固定电解液流量为0.9 L/min,分别设置阴阳极电压为30、40、50 V,在不施加兆声波、施加22 W 兆声波下开展射流电解定点加工实验,得到的刻蚀凹坑与深径比分别见图4 和表3。由图表可见,在电解电压较小的情况下,微坑刻蚀的深径比与无兆声情况的比较接近;随着电解电压的增加,刻蚀凹坑的深径比得以提高,且施加兆声能够很好地增大孔深。

表3 不同电解电压下的孔径、孔深、深径比
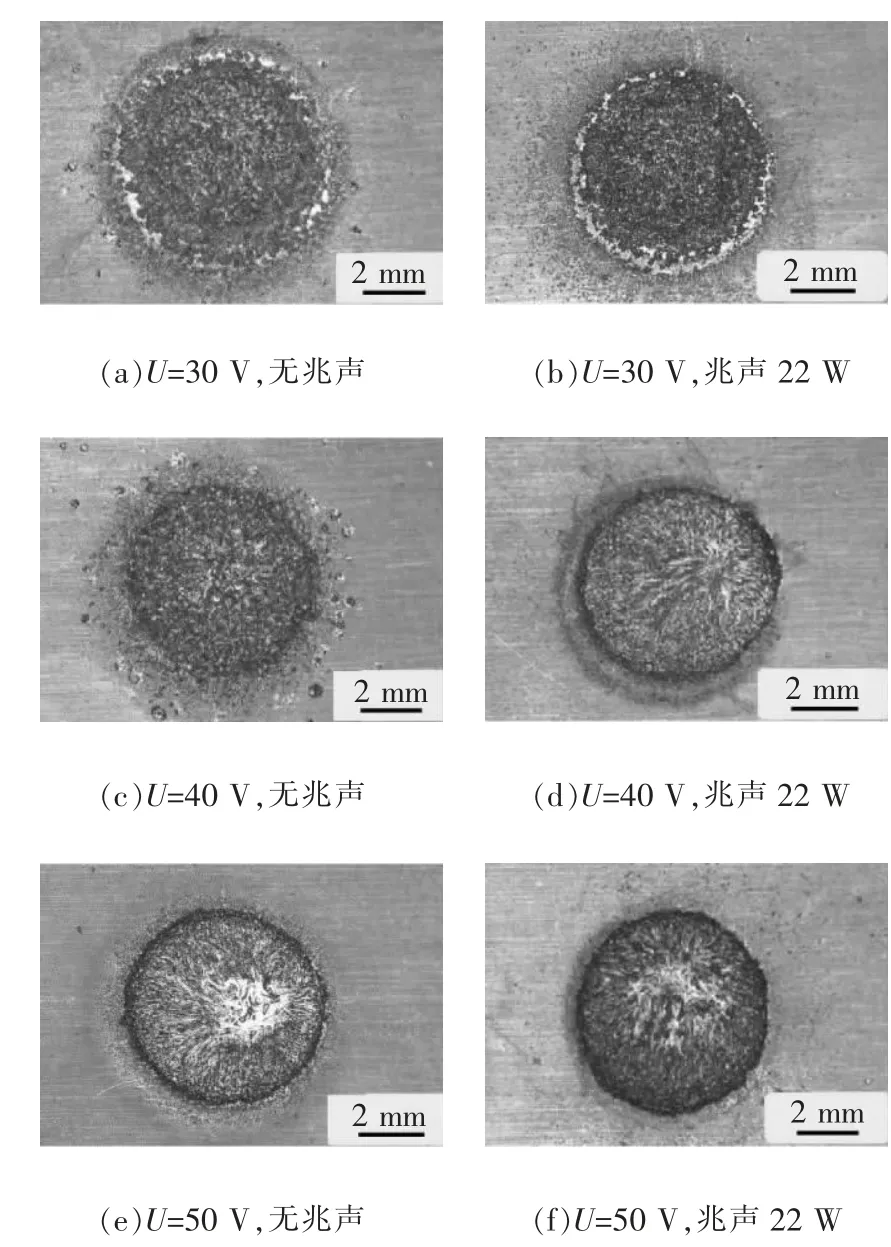
图4 不同电解电压下的刻蚀凹坑
电解电压是极间进行电化学反应的原始动能,在恒定射流与恒定间隙条件下,极间的总电阻可认为是稳定的,总电流受电解电压控制,随着电解电压的增大,电解电流也依次增大,而不同电解电压下,兆声作用的电解电流均大于无兆声作用的情况,说明兆声作用使得极间总电阻减小;同时,兆声作用使凹坑在深度方向的刻蚀能力较无兆声加强, 这说明兆声改善了阳极反应界面的极化条件, 促进了阳极表面传质, 减小了极化电阻, 促进了正向反应的发生。 由此可见,同轴兆声波主要通过影响阳极极化、减小极化电阻达到改善凹坑刻蚀效果的目的。
2.4 沟槽结构刻蚀
在单点兆声刻蚀的基础上, 通过控制喷头移动进行电解铣削刻槽加工, 在其他参数保持不变下设置电解液流量为0.9 L/min,电解电压为50 V,喷头移动速度为0.8 mm/s, 对比了无兆声施加、22 W 兆声施加下的沟槽刻蚀效果,结果如图5 所示。刻蚀后测量微沟槽的线宽与刻深, 在无兆声时沟槽线宽为6.61 mm,刻蚀深度为0.26 mm,深宽比为0.039,此时阴阳极之间的电流为0.65 A;在兆声功率为22 W时沟槽线宽为5.98 mm,刻蚀深度为0.35 mm,深宽比为0.059,此时阴阳极之间的电流为1.13 A。 由此可见, 兆声电解可作为一种有效的电解铣削方法实现结构的定域电解铣削加工。

图5 有无兆声施加条件下的沟槽刻蚀效果
3 结论
本文通过在射流电解加工中引入同轴传输的兆声波, 对304 不锈钢的电解加工过程进行了理论分析,并研究了电解液流量、兆声声强、电解电压对刻蚀效果的影响,得到以下结论:
(1) 理论分析了施加兆声在射流电解加工中的作用,即兆声通过促进电解液更新、电解产物排出的方式促进电解反应进行,改善加工精度与加工效率。
(2) 通过凹坑结构定点刻蚀以及沟槽结构的电解铣削刻蚀,验证了兆声射流电解加工的有效性,与无兆声相比,兆声作用下的深径比和深宽比增大,兆声作用提高了定域加工能力与刻蚀效率。