催化燃烧工艺在制药行业VOCs 废气治理中的应用
2024-03-15陈东陈军辉姜涛梅林德
陈东, 陈军辉, 姜涛, 梅林德
(1.四川省生态环境科学研究院, 四川 成都 610041;2.四川省环保科技工程有限责任公司, 四川 成都 610045)
挥发性有机物 (VOCs) 是形成细颗粒物(PM2.5)、臭氧(O3)等二次污染物的重要前体物,一些具有较强活性的VOCs 在一定条件下与氮氧化物发生光化学反应, 引起大气中臭氧浓度增加;或与大气中的自由基反应形成二次气溶胶污染,对大气中O3和灰霾等空气污染的形成起到非常重要的作用。另外,部分VOCs 本身具有毒性和致癌性,属于有害空气污染物,大量排放不仅影响了空气环境质量而且直接或间接地影响人体健康。 “十四五”生态环保规划中已将VOCs 纳入国家污染物总量减排考核指标, 实施VOCs 治理减排成为我国大气污染防治的重要内容。
制药行业是我国国民经济的重要组成部分,同时也是发展最快的行业之一,制药企业生产过程中要用到大量的有机溶剂,如苯、氯苯、二氯甲烷等,在生物发酵、化学合成、有机溶剂的运输、贮存、使用和回收,产品提纯干燥及废水处理等过程中会产生并释放各类VOCs。 制药行业是我国人为VOCs 排放的重要来源之一, 有机废气排放量大,排放环节分散复杂,治理成本高[1-2]。 因此,制药行业VOCs 治理减排成为研究热点。
VOCs 的末端处理主要有两种途径, 一种是破坏与转换,另一种是回收利用。 破坏与转换途径是通过化学或生化反应,用热、光、催化剂或微生物等将复杂的VOCs 破坏分解为小分子的二氧化碳和水等无机物,主要包括燃烧法、生物法、光催化氧化、等离子体技术等。 回收利用则是通过改变温度、压力或采用选择性吸附剂和选择性渗透膜等物理方法富集回收VOCs, 主要包括吸附法、吸收法、冷凝法及膜分离等。 各种减排技术中,利用催化剂的低温活性,将VOCs 转化为无害产物的催化氧化(燃烧)技术是最具潜力的治理技术之一。
1 制药行业VOCs 排放特征
1.1 制药行业生产特点
制药工业分为6 类: 发酵类制药工业、 化学合成类制药工业、中药类制药工业、提取类制药工业、生物工程类制药工业和混装制剂类制药工业,其中发酵类药物产品的产能产量最大,位居世界第一。
制药行业的生产工艺多样且多为间歇性生产,其VOCs 的排放具有种类多、排量较大、多点无组织排放以及排放物具有高危害性的特点。VOCs 的来源主要是在原辅料清洗过程中有机溶剂随着生产过程挥发排放出恶臭气体。 常用的有机溶剂有丙酮、乙酸乙酯、苯等22 余种,产生的VOCs 主要有甲醇、丙酮、苯、甲苯、二甲苯、二氯甲烷、乙酸乙酯、甲醛等16 余种,具有成分复杂、浓度高、分散、含有酸性气体、恶臭等排放特点。其中化学合成类和发酵类制药行业是重要的VOCs 排放源[3]。
1.2 化学合成类制药行业VOCs 排放特征
化学合成类制药是指以化学原料为主要起始反应物,通过化学反应合成药物中间体或对中间体结构进行改造和修饰,得到目标产物,然后经脱保护基、提取分离、精制和干燥等工序得到最终产品。其生产工艺及产排污节点见图1。化学合成类制药行业废气主要来源于以下3 个方面:(1)合成反应过程中有机溶剂挥发;(2)提取和精制过程中有机溶剂挥发;(3)干燥过程中粉尘和有机溶剂挥发。 除此之外,还包括企业污水处理厂和固废堆场产生的一些恶臭气体及挥发的残留有机溶剂。
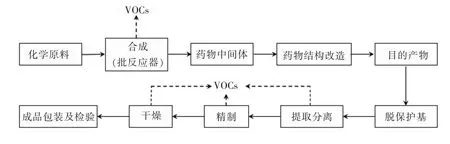
图1 化学合成类制药企业主要生产工艺及产排污特点
在化学合成类制药工业生产过程中,原材料分离过滤、发酵萃取、蒸馏回收、净化干燥的环节会产生溶剂蒸发性VOCs 排放;而阀门、反应槽、泵与其他设备(如离心分离机)等处容易发生逸散性排放;在生产污水收集与处理过程中和药品的二次加工阶段——混合、调配、制粒与制剂(如使用乙醇或异丙醇)过程都会产生VOCs 排放;药品运输储存过程中也会通过点源污染与逸散性排放的形式排放出VOCs, 并很快扩散到周围的环境中造成危害。 化学合成类制药产生的有机废气中主要含有苯、二甲苯、二氯甲烷、三氯甲烷、乙酸乙酯等,具有成分复杂、排放点分散等特点。
1.3 生物发酵类制药行业VOCs 排放特征
生物发酵制药是指通过微生物发酵的方法生产抗生素和其他活性成分,不同产品的生产工艺大体相似, 一般可以分为发酵和提取两个阶段: 发酵阶段包括高温灭菌和发酵呼吸两种工况,提取阶段包括固液分离、提炼纯化、精制和干燥等步骤。 生物发酵类制药主要生产工艺及产排污特点见图2。 生物发酵制药的主要VOCs 来源为发酵尾气、提取废气、污水处理站废气以及菌渣等固废废气。 限于发酵制药现有的工艺水平,其中相当一部分原料以VOCs 和异味物质的形式排放消耗。 相关研究显示,发酵制药废气排放总量的95%以上来自含有机溶剂的提取废气,是VOCs 的主要来源。
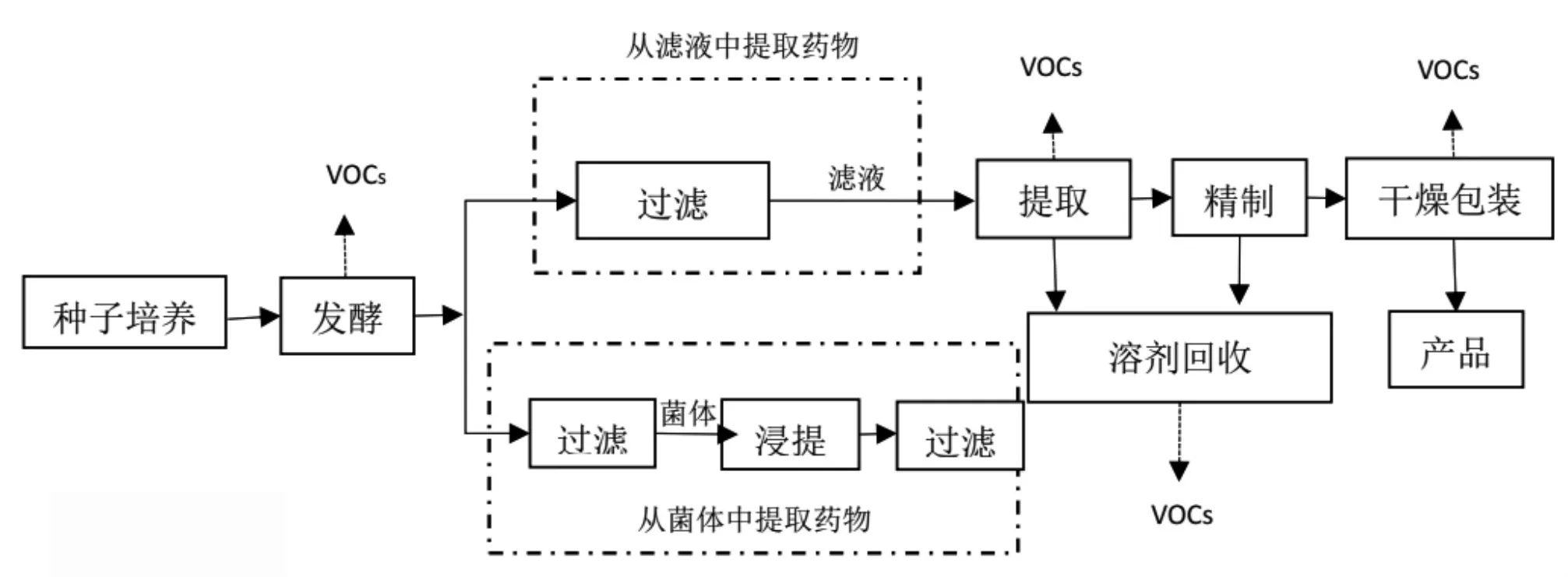
图2 生物发酵类制药主要生产工艺及产排污特点
2 催化燃烧技术介绍
2.1 催化燃烧技术原理
催化燃烧是典型的气-固相催化反应, 借助催化剂降低了反应的活化能,使其在较低的起燃温度(200 ℃~300 ℃)下进行无焰燃烧,有机物质氧化发生在固体催化剂表面, 同时产生CO2和H2O,并放出大量的热量,因其氧化反应温度低,所以极大抑制燃烧过程NOx的产生。 而且催化剂有选择性催化作用,有可能限制燃料中含氮化合物的氧化过程,使其多数形成分子氮(N2)。 与传统的火焰燃烧相比, 催化燃烧有很大的优势:(1)起燃温度低、能耗少、燃烧易达稳定,甚至到起燃温度后无需外界传热就能完成氧化反应;(2)净化效率高,催化燃烧VOCs 去除效率可达到90%以上;(3)适应氧浓度范围大、噪音小、无二次污染,且燃烧和缓、运转费用低、运行操作简便。 因此,催化燃烧方法是一种实用简便的有机废气净化处理技术,催化燃烧的研究主要集中于优质催化剂的研发,提高催化剂的低温性能以及抗氯、抗硫、抗水性能,从而得到催化性能优、使用寿命长、制造成本低的催化剂。
2.2 催化剂性能影响因素
催化剂性能的主要影响因素包括活性组分和载体。 常见的活性组分包括贵金属和非贵金属两大类, 贵金属催化剂如Pd、Pt、Ru 等比非贵金属催化剂具有更好的低温催化活性[4-5],但其成本及造价高,抗中毒能力较差。 非贵金属催化剂主要是过渡金属氧化物催化剂, 其活性比贵金属低,但是成本低、抗中毒能力强,催化活性好且廉价易得。 过渡金属氧化物催化剂如Cu、Mn、Co、Fe、Ce 等成为当前研究的重要方向。 常用的催化剂载体主要有Al2O3、ZrO2、SiO2等[6-8],但在VOCs废气治理中其热稳定性和机械强度较差;分子筛(如ZSM-5 型、NaY 型、纯硅型等)具有较大的比表面积、孔隙结构发达、热稳定性较好[9]。
2.3 催化燃烧工艺设备影响
催化燃烧反应器是实现催化燃烧反应过程的设备,根据床层和分布形式不同略有区别。 在催化燃烧反应器中,VOCs 在催化剂作用下在较低的起燃温度下氧化分解,使大分子有机物分解为小分子无机化合物,从而得到去除。
传统催化燃烧反应器的流程为: 进气—换热—加热—催化燃烧—换热—排气,反应分启动阶段和运行阶段。启动阶段,低温VOCs 废气通入加热器进行加热,直至达到VOCs 废气反应温度,在催化床层催化剂的作用下在较低的起燃温度下进行无焰燃烧,使VOCs 分解为CO2和H2O,并释放出热量,当释放出热量足以维持系统正常运行后,进入运行阶段;在运行阶段,低温VOCs 废气先与催化燃烧反应后产生的高温气体在热交换器中进行换热, 热交换后的低温VOCs 废气温度上升, 再通过加热器进入催化床层进行反应,进入催化床层的VOCs 废气温度满足反应的要求,则加热器停止加热,否则当反应温度低于指定值时,加热器会启动运行。 反应后的高温气体经换热后排放。
这种结构的催化燃烧反应器存在以下技术问题:
(1)催化燃烧反应器新风系统设置在热交换之前,与催化剂床层不能直接接触。 当催化反应床温度过高时,降温速率较慢,不利于对反应床层温度的控制。
(2)加热、催化、换热为3 个独立模块,占地面积大。
(3)结构较为松散,连接管道过多,造成热量流失。
3 催化燃烧工艺在制药企业的应用案例
3.1 四川某制药企业生产及VOCs 产生情况
该企业是典型的化学合成类药品生产企业,主要产品为1-(9,9-二乙基-2-芴基)-2-羟亚胺基丙烷-1-酮(M47D)和双-乙基已氧苯酚甲氧基苯基三嗪(D55D)。 生产阶段主要包括投料反应、萃取洗涤、静置、结晶、离心、干燥等生产环节。
根据现场调研和监测,VOCs 废气主要为反应釜废气和车间无组织排放废气,反应釜釜内气最大风量为1978.2~2472.90 m3/h,VOCs 产生浓度一般在200~10000 mg/m3之间; 在二氯甲烷低压蒸馏时,会超过10000 mg/m3。 表1 为非低压蒸馏环节VOCs 废气检测结果, 反应釜内主要VOCs为丙酮、乙醇、四氢呋喃、甲苯等。 反应釜后端有冷凝回收二氯甲烷及乙醇、碱洗塔去除酸碱废气和部分可溶性VOCs。 车间内废气排放口浓度在10~20 mg/m3之间,经车间整体收集治理后,排放浓度远小于《四川省固定污染源大气挥发性有机物排放标准》(DB 51/ 2377—2017)第二阶段排气筒挥发性有机物排放限值对最高允许排放浓度和最高允许排放速率的要求。
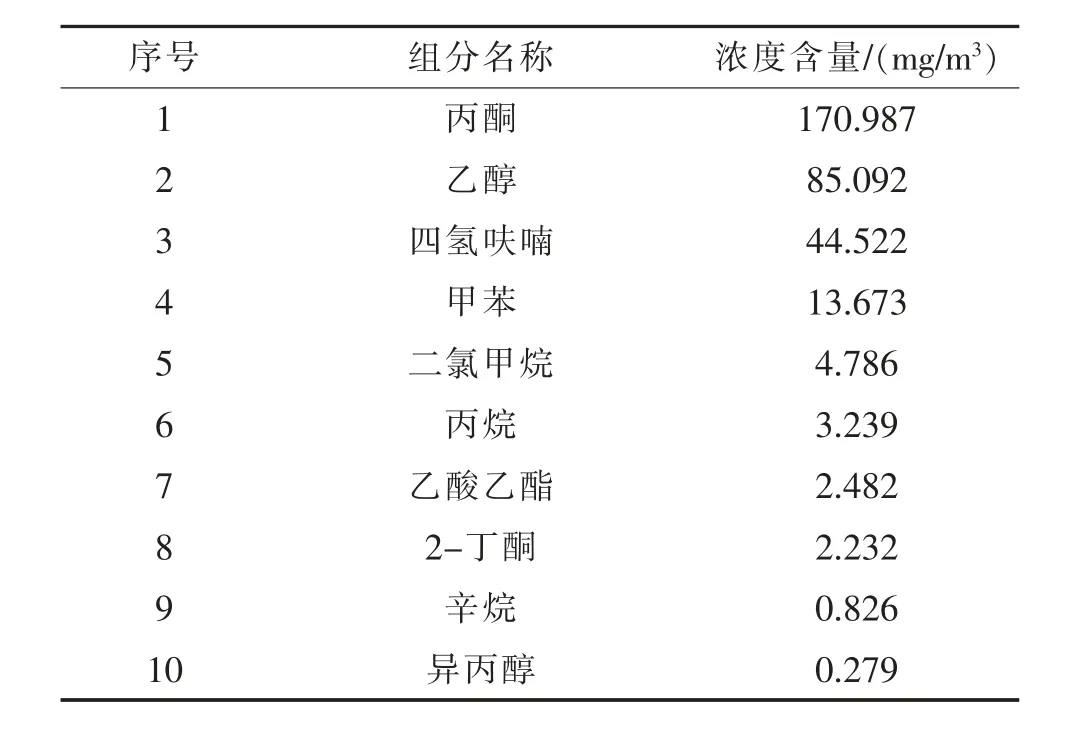
表1 某制药企业废气VOCs 组分排名前十化合物
3.2 催化燃烧治理工艺应用
3.2.1 小型催化燃烧装置
利用拥有自主知识产权的小型集成化挥发性有机物催化氧化燃烧器[10]开展应用示范。 主要装置设计示意图见图3。 换热器和催化反应床层设置在同一区域,热量得到充分利用,利用率高,能耗减少;新风可以直接与VOCs 废气混合,达到及时降低废气温度的作用,提高了对反应床温度的控制能力。 整体布局紧凑,加热、催化、换热系统三者集成,反应器体积小,效率高。

图3 小型集成化催化燃烧装置结构示意图
3.2.2 调试运行结果
对企业主要工艺进行分析, 结合医药行业VOCs 排放特点,确定主要的VOCs 污染物质(乙酸乙酯、四氢呋喃、甲苯、丙酮、乙醇)。 通过真空池对污染物排放进行模拟, 通过VOCs 测试仪(FID)对催化燃烧器进出口检测,以确定催化燃烧对不同条件下不同浓度VOCs 的去除效果。
(1)调试过程
配气:在真空池内将清水和有机溶剂按一定的比例进行调配, 具体配制比例由VOCs 检测进口浓度进行调节。
温度设定:加热温度初步设定在300 ℃,催化燃烧室内补风降温温度设定在400 ℃, 可编程逻辑控制器(PLC)控制停止进气温度为450 ℃。
操作步骤:①合上总开关,启动风机,催化燃烧设备对空气进行加热; ②将空气加热至200 ℃时通入上述配风方法配置的一定浓度VOCs 废气; ③调节混风阀以控制进入催化燃烧设备的VOCs 浓度;④根据实际运行状况调整控制温度。
催化燃烧系统对多种VOCs 治理结果见图4。 根据对配制的低浓度乙酸乙酯 (0.012%~0.015%),四氢呋喃(0.023%~0.038%),甲苯、丙酮、乙醇混合气体(0.030%~0.035%)等VOCs 气体的去除结果进行分析,本研究使用的小型催化燃烧装置对制药行业主要有机废气均有较好的效果, 在燃烧温度350 ℃以内VOCs 去除效率均能达到90%, 其中对甲苯、 丙酮、 乙醇混合气体(0.030%~0.035%) 催化效果最佳, 燃烧温度在220 ℃以上时去除效率保持在92%以上。
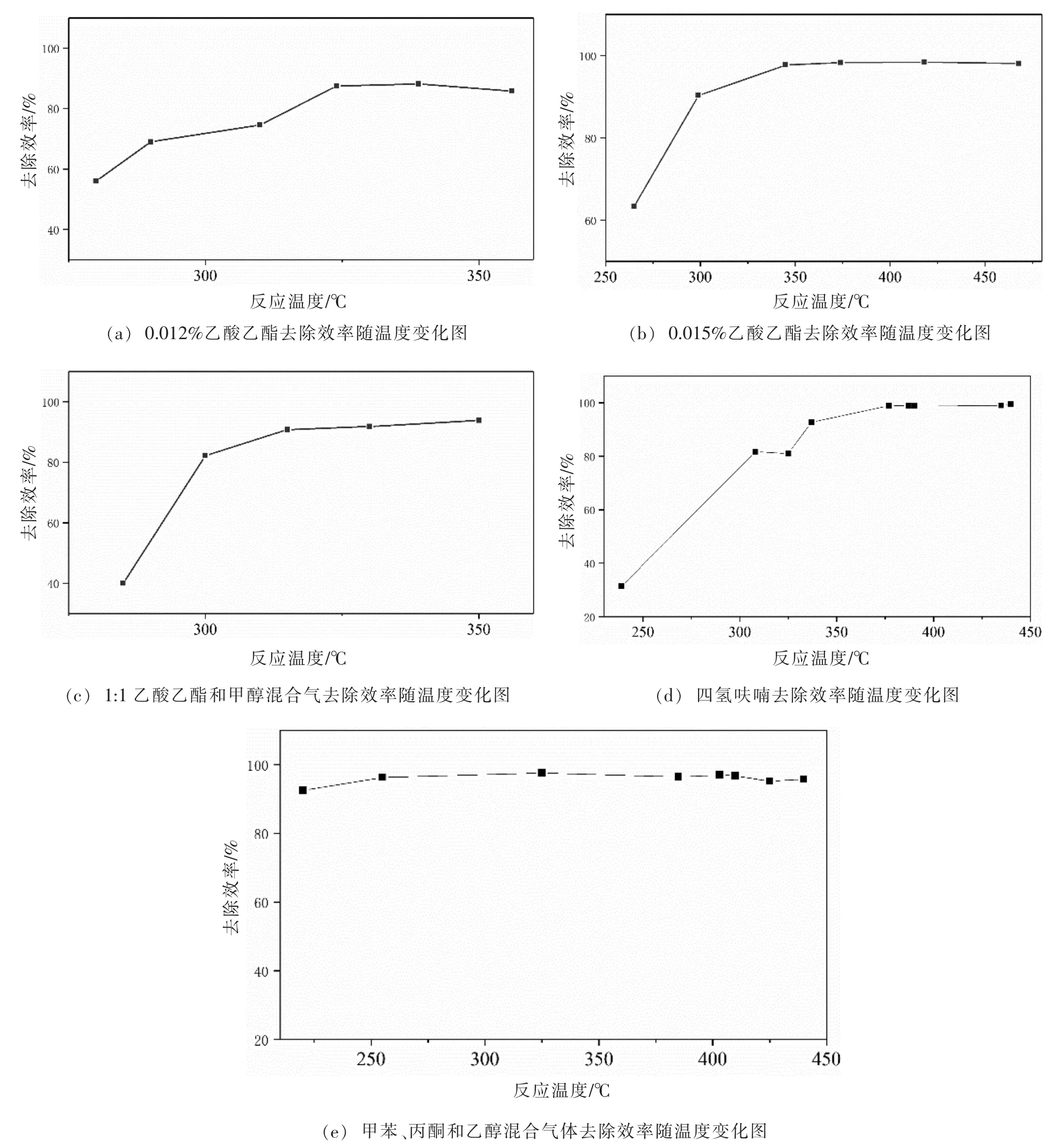
图4 本催化燃烧系统对多种VOCs 治理结果
(2)正式运行结果
正式运行过程中将反应釜产生的废气(非二氯甲烷真空干燥阶段)通入催化燃烧装置内进行治理。 废气处理工艺流程包括水洗+碱洗+除雾+催化燃烧,催化反应温度控制在300 ℃~350 ℃以内,连续运行的情况下分别采样1 h,反应釜废气治理结果见表2。 催化燃烧器进口浓度分别为740 mg/m3、356 mg/m3,属于中低浓度VOCs 废气,催化燃烧出口浓度分别为15.9 mg/m3和26.4 mg/m3,废气排放优于《四川省固定污染源大气挥发性有机物排放标准》(DB 51/2377—2017) 中医药制造行业VOCs 排放限值(60 mg/m3)。

表2 反应釜废气治理结果
4 结论及建议
通过对制药行业VOCs 废气排放特征和催化燃烧技术的分析,利用自主研发的小型集成化催化燃烧装置进行应用示范研究,成功应用于某化学合成类制药企业的VOCs 治理项目。 经调试运行, 表明本套装置对典型制药VOCs 去除效果较好,催化燃烧去除效率达到90%以上,反应釜排放废气满足地方排放标准要求。
催化燃烧技术在治理制药行业VOCs 废气中还存在以下问题,需要今后进一步研究及解决。
(1)以二氯甲烷为代表的卤代烃类物质在制药行业广泛使用,该类物质对催化燃烧的催化剂有毒性,会使催化剂活性快速衰退,同时会产生大量氯化氢气体,对反应器产生严重腐蚀。 集中产生卤代烃废气的环节,可采用冷凝或减压回收等工艺,将卤代烃类物质提前去除后,其他废气再进入催化燃烧进行治理。
(2)中小型催化燃烧装置启动阶段升温速度较慢。
(3) 对含有酸性气体的VOCs 废气处理需加强防腐。
(4)设备配置和自控系统还需进一步优化。
