关于低温管道在役数字射线检测技术应用的研究
2024-03-11赵书毅孟令民张绍昆
赵书毅,牛 帅,孟令民,张绍昆
(青岛市特种设备检验研究院,山东青岛 266000)
0 引言
工业管道定期检验发现焊接缺陷的方法通常应用胶片射线检测,在检测过程中需要拆除保温层,置换、排空介质后才能开展工作,费时费力、材料消耗大、停工时间长、拆除和恢复保温层过程中出现的安全问题也屡见不鲜,生产企业也会因生产产品的经济价值的不同对停工检测造成30~300 万元/日的损失。数字射线成像技术可以有效降低工业生产中的检测安全问题,不用重复以上的排空、置换工作,可以在不停机的情况下实现内部缺陷检测,实时、快速呈现检测结果,从而提高企业生产的效率及安全性,减少能耗和环境破坏。
低温压力管道系统通常应用有易燃、易爆性质的制冷介质,在管道发生泄漏事故后很容易造成相关人员中毒、破坏生态平衡等不良后果,因此针对压力管道埋藏性缺陷的检测,力争做到做到“防微杜渐”。
1 X 射线数字成像检测技术发展概况与趋势
X 射线数字成像技术作为新型射线检测技术,不同于传统胶片射线检测、计算机射线检测技术,其采用非晶硅平板探测器接收X 射线,成像方便、直观,传输方便,图像对比度范围一般会比较大[1]。应用于涉氨类低温、小管径压力管道有着得天独厚的优势,在不停机检测过程中,常常依据数字射线检测图像灰度的变化来判断管道埋藏性缺陷的严重程度[2]。
为了更为准确地了解X 射线数字成像技术并在国内实现应用与推广,世界各地区的检验检测机构着手开展多项关于该技术的应用研究工作。在研究过程中进一步掌握数字成像技术的各种应用参数,以此制定了一系列规范作为技术支撑,并逐渐形成一定的理论体系。得益于欧盟各国联合承办的FilmTree 科技研究项目,德国联邦材料测试研究所(BAM)的专家学者更为深入、系统地探究了数字射线技术的优势,通过大量区别于传统胶片检测技术的对比实验,得出其成像效果更好、缺陷检出率更高这些明显优势[3]。
射线检测法具有对待检本体缺陷的直观表现、定位精准、检测结果记录便捷等特点,成为工业制造生产应用广泛的质量控制方法。现在射线成像技术已应用于各行各业,并快速发展:在核能领域,它应用于核反应堆元件密度测量及缺陷的检测,以便明确壳体内部芯体位置、核动力装置及组件的构成;在航空航天领域,它用于精密铸件及复合材料的缺陷检测;在钢铁行业,通过成像底片中管径、壁厚椭圆度及偏心率等参数的测量实现对于钢材质量的把控。此外,医疗、食品药品、矿产、建筑、石油化工等各行业已广泛应用了X 射线无损检测技术。
应用于压力管道检测领域的数字射线检测技术在我国发展已有20 余年,但是国内目前实际检测的案例却比较少。从目前开展的实际应用情况来看,存在缺陷成像测量结果偏差较大、覆盖保冷层的焊缝位置难以确定、检测工装稳定性得不到保障、非相关缺陷影响检测结果等诸多问题。针对目前所遇到的困难,青岛市特种设备检验研究院力求在DR(Digital Radiograph,数字射线成像检测)设备校验方法、覆盖保温层管线焊缝位置确定等方面持续攻关,不断完善DR 检测技术在工业管道工程应用的技术体系。
2 X 射线数字成像检测技术原理
当X 射线入射到工件表面时,工件组成原子便会与入射光子相互作用,发生吸收、散射等现象弱化射线束的强度,其程度通常与工件厚度、材料衰减系数相关。如果工件内部存在埋藏性缺陷,其性质与构成缺陷的材料的衰减程度是存在差异的,通过对差异的分析可以得出工件是否存在缺陷。在射线束穿透被检测工件后,可以得到射线强度分布潜像图,与此同时在工件背面放置一台检测仪,得到这些潜像的投影,再通过特定的技术加以处理,可以使这些潜像转化成肉眼可见的二维平面布置图[4]。
区别于射线胶片照相技术,数字射线检测技术的基本原理是:射线束在穿透金属材料后,强度往往会减弱,随后由平板探测器接收,并通过对应的模拟信号转变为数字信号从而被计算机接收,形成数字图像,并最终以一定的形式储存在计算机内,在显示仪器上显示[5]。数字射线检测系统由射线源、中心控制单元、计算机、数据采集和图像处理软件、平板探测器组成,其最大的弱点是目前空间分辨率仍无法与普通射线胶片照相形成的影像相比,如数字射线成像图片的像素一般在百万级,而X 射线模拟影像大约是2000 万像素。
3 X 射线数字成像检测技术关键技术指标
3.1 图像灵敏度
在开展数字射线检测过程中,单丝像质计通常用来表示图像灵敏度。它是由与待检测试件相同或相似材料制造而成,排列顺序根据各个金属丝的直径来确定,并且相互之前等距离相互平行,通过透明材料封装在长方形试片内,每个金属丝旁边都标明它的编号。在国际上每一条金属丝的直径通常使用等比数列进行排列,不同丝径的金属丝都有自己的编号,图像上能识别到的最细的金属丝编号就是像质计的灵敏度值。
单丝型像质计的放置位置、使用类别及数量在数字射线检测之前都要严格按照相关标准要求,通常每张图像上能够清晰地显示单丝像质计的图像。单丝像质计一般放置在射线源的一侧,对于它的判定标准是可以看到连续10 mm 以上的丝状图像,专用等径型像质计要求至少能识别到两根金属丝。
3.2 图像分辨率
检测系统所能分别出待检工件图像中单位长度上相邻的两个细节之间最小距离的能力被叫做图像分辨率,系统分辨率核查通常应用分辨率测试卡或双丝像质计,而双丝像质计由直径相同、间距相等的两根金属丝组成。
4 现场实际应用分析
4.1 概况分析
对中车青岛四方车辆研究所有限公司制冷管道开展了数字射线检测,总长度103.1 m、介质为三氯乙烯、使用压力0.4 MPa、使用温度-50 ℃、材料为06Cr19Ni10、其主要规格为Φ159 mm×4.5 mm/Φ200 mm×6 mm,保温层材料为聚氨酯,安装时采用射线检测,检测比例为100%,2017 年投用,本次检验为首次定期检验。根据现场工况,存在主要损伤模式为机械疲劳及冲刷。
检验员负责青岛市特种设备检验研究院科技计划项目,致力于研究压力管道在不停机状态下对于埋藏性缺陷的检测及内部腐蚀的检测。对于本次检验项目开展了X 射线数字成像技术(DR 检测)的应用,发现了未熔合、未焊透等埋藏性缺陷,随后委托青岛鑫通用检测服务有限公司进行了传统的胶片法射线检测,对问题管线存在的缺陷进行定性、定量分析。
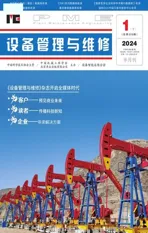
在本次检验实施过程中,使用单位提出因试验状态,设备无法停机,为保障检验顺利实施,满足规范要求,同时减少企业损失,容器管道检验部提出采用X射线数字成像技术在无需停机的条件下开展该制冷系统的定期检验工作,并由具有相关检测资质的人员制作射线数字成像(DR)检测工艺卡(图1)。
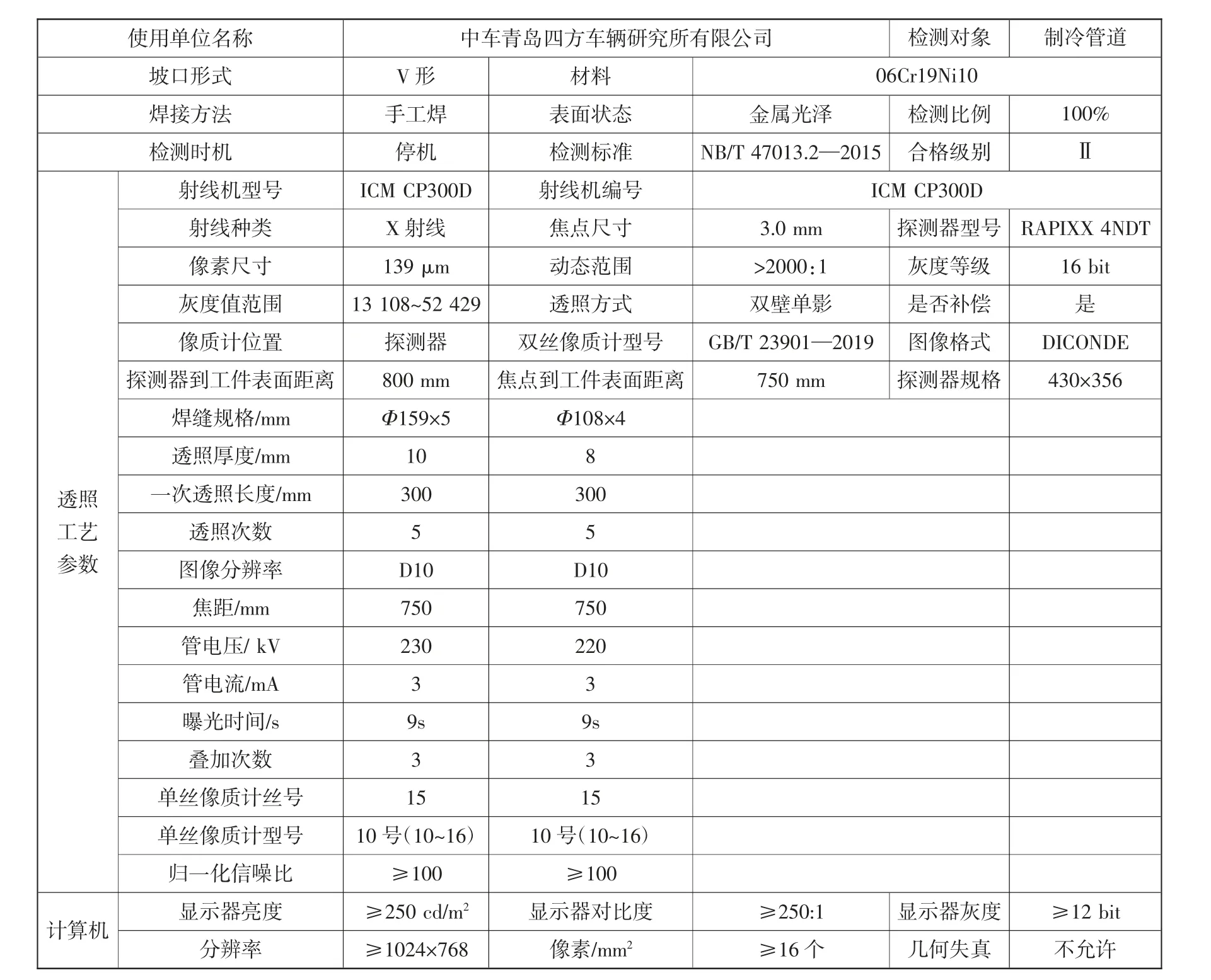
图1 射线数字成像(DR)检测工艺卡
4.2 成像效果影响因素分析
4.2.1 充装介质
成像质量是确保无损检测质量的关键性因素。在传统胶片照相中评片前需确定底片质量,其中主要包括底片黑度、底片灵敏度以及其他标记伪缺陷情况确认。数字射线检测上述质量要求依然存在只不过底片灰度变为对图像灰度值的要求另外增加了对图像分辨率及图像归一化信噪比的要求。
针对成像结果加以分析,主要判定依据为单丝、双丝象质计等,得出介质对于灰度、归一化信噪比、分辨率等参数的影响。图2、图3 为充装三氯乙烯介质前后成像质量的对比,在相同管电压下,充装前该焊缝部位的灰度均值为48622、分辨率为3.2 lp/mm、归一化信噪比为276.867;充装三氯乙烯以后,灰度均值为13027、分辨率为2.3 lp/mm、归一化信噪比为112.135。由此可见,充装制冷剂后图像质量降低,而且影响比较大。
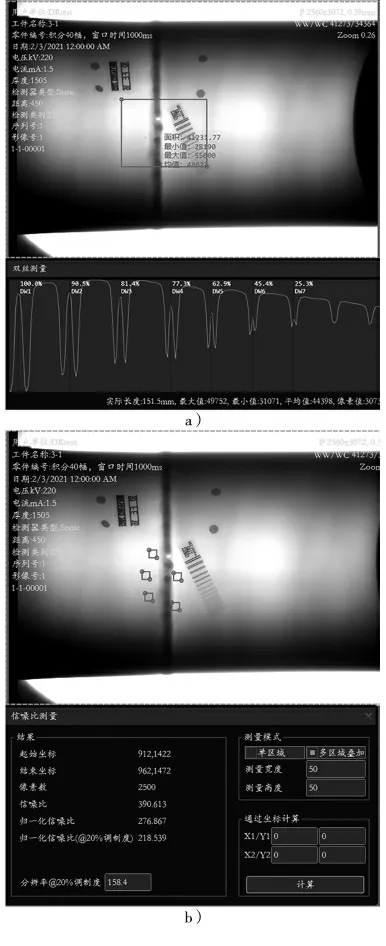
图2 无介质充装时的成像质量
图3 充装三氯乙烯介质后的成像质量
4.2.2 管电压
管电压是射线检测中最为重要的工艺参数之一,射线机管电压的最重要的确定条件就是能够保证足够的穿透能力。在传统的胶片检测理论中,管电压的选取原则是尽量低的,然而数字射线检测却更倾向于选择更大的管电压,因为较大的管电压会提高信噪比与对比度噪声比。
射线管电压是数字X 射线成像(DDA+CR)检测中重要参数之一。目前,国内外有关标准考虑到数字X 射线管的高电压会减少造成对比的主要原因,因此对选择检测管的电压提出了相应建议。利用DDA 和CR 对不同管道电压下缺陷检测板的数字图像质量和缺陷识别程度进行了比较,分析产生差异的原因,并结合相应的图像处理技术提高数字图像的信噪比,弥补了管道电压升高造成的图像对比度灵敏度损失,最终提高缺陷识别程度。实验结果显示,根据传统胶片射线技术的经验所建议的管电压并不适用于数字X 射线检测,应根据特定的检测系统进行工艺测试,以确定X 射线管电压的上限值,而上限值远高于有关标准的建议值。
为了选取合适的管电压,在相同的工况下逐步提高管电压大小分析成像效果,最终得到的结果如图4~图5所示。随着管电压由200 kV 上升至230 kV,同一检测部位灰度均值由为16064 上升为24818、归一化信噪比由100.974 上升为171.270。由此可见,管电压的增加对成像效果有正向作用。
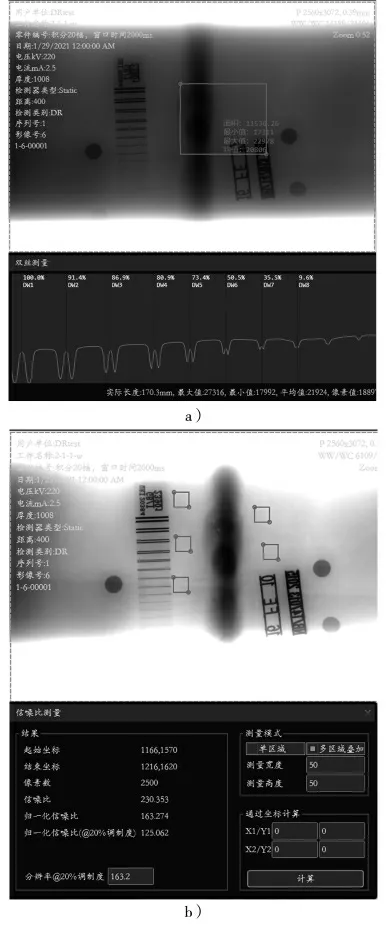
图4 管电压为220 kV 时的成像质量
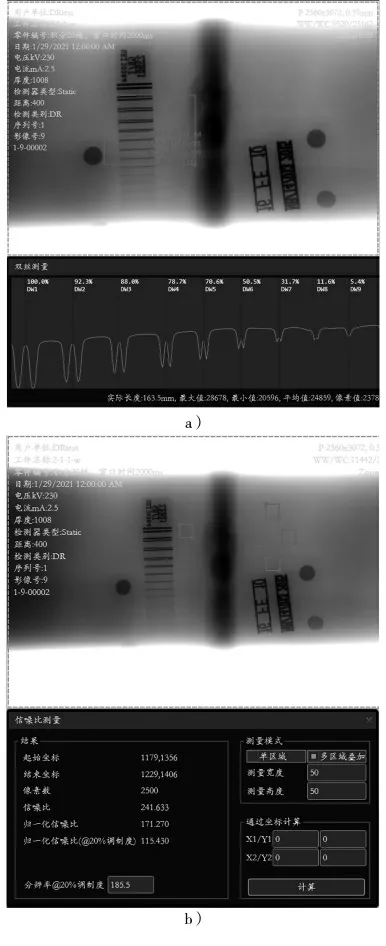
图5 管电压为230 kV 时的成像质量
5 结束语
本文通过单一变量法分析了数字射线成像效果的影响因素,阐述管电压、介质等参数对黑度、底片灵敏度、图像分辨率及图像归一化信噪比等评价指标的影响。影像质量是分辨率、灵敏度、对比度、信噪比等多种因素共同作用的结果,需根据具体应用和成像对象、设备特点等,优选成像参数。
随着X 射线数字成像检测技术的发展,新的检测系统、检测技术不断涌现,如何将新技术带来的可靠性问题反馈到标准中是X 射线数字成像检测标准制定者们需要思考的问题。而且,随着新技术、新设备的投入使用,也会产生新的问题,需要对现有的标准进行评估和审视。需要通过对基础的、关键技术的系统研究,不断完善标准体系、增加新的标准,废除不适用的标准,使我国无损检测相关标准促进新技术、新工艺的推广与应用。