磨煤机入口混合风流量测量管路吹扫系统设计
2024-03-08南华大学机械工程学院袁锋伟
南华大学机械工程学院 李 峤 袁锋伟
目前,对于磨煤机入口混合风流量测量管路的频繁堵塞问题,火电厂普遍的做法是采用人工定期用压缩空气对测量管路进行吹扫。采用人工吹扫,一方面增加了维护人员的工作量,进而增加了发电厂的人力成本;另一方面,从故障出现,到运行人员通知维护人员处理故障,再到人工吹扫完成,所需时间较多,对于锅炉风量的实时监视构成威胁。所以为某电厂350MW 机组设计磨煤机入口混合风流量测量管路吹扫系统,这样可实现运行人员或维护人员对测量管路的一键吹扫,缩短发生堵塞故障处理时间,减少测量管路堵塞对锅炉运行的影响。
1 风量测量原理
风量测量装置布置于磨煤机入口直管段风道内,当装置的通道内气体存在流动时,装置的迎风面会因为气体的流动产生“全压”,装置的背风面由于未受到流动气流的影响,故在风道中受到很低的压力,该压力即为“静压”。全压与静压的压力差即为动压,动压大小与风道内风量有关系,风量与动压的关系符合伯努力方程:
式中,p 为该流体中某点的压强,v 为流体中该点的流速,ρ 为该流体密度,g 为重力加速度,h为该点所在的高度,C 为常量。
2 系统硬件设计
风量测量管路吹扫系统由吹扫管路及PLC、上位机三大部分组成。吹扫管路用于实现压力变送器的隔绝以及压缩空气的接入,PLC 用于吹扫管路中电磁阀的控制及模拟量信号的采集,上位机用于人机界面的实现、历史数据存储以及与DCS 系统的通讯。
2.1 吹扫管路设计
风量测量管路吹扫系统管路基于现火电厂普遍采用的方案,即测量管路从风量测量装置引出后直接接入平台变送器处。在现有方案的基础上,对单台磨煤机,本设计新增4个电磁阀,其中2个电磁阀分别对差压变送器正压侧、负压侧管路进行截止,防止压缩空气接通时压力波动对变送器产生损害;另外2个电磁阀用于控制压缩空气向测量管路及测量装置进行吹扫。风量测量管路吹扫系统管路如图1所示。
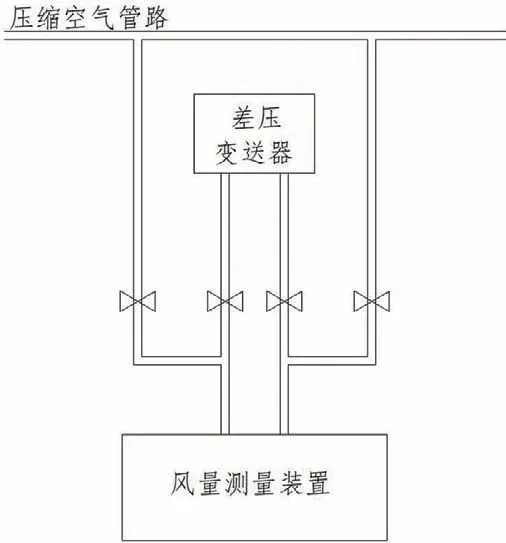
图1 风量测量管路吹扫系统管路
2.2 PLC 模块
可编程逻辑控制器(PLC),在现代工业自动化控制中具有重要的意义。其核心部件为微处理器,通过对顺序控制、定时、算术运算、逻辑运算等指令的执行,在自动化系统中,对各类模拟量、数字量信号进行输入、输出处理,进而实现对工艺生产过程的自动化控制。
本系统选用西门子S7-200 SMART SR40作为CPU 模块,EM AE04作为模拟量输入模块。S7-200 SMART 采用西门子高速处理芯片,基本指令的执行时间可达0.15μs,与同级别PLC 相比,处理速度更快。S7-200 SMART 配有以太网接口,支持多种通讯协议,通过网线即可实现程序的下装和上载,其便捷性更加符合现在工控行业实际需求。
2.3 上位机人机界面
人机界面,也称用户界面,即在工业自动化中实现人与自动化系统的操作指令下发和信息获取的媒介。人机界面由硬件和软件两部分组成,硬件部分包括显示部分、输入部分、通讯接口、存储部分、处理器等,其中处理器是决定人机界面性能的关键因素[1]。
本系统选用组态王开发监控系统软件,在上位机上实现人机界面的全部功能。组态王软件具有适用性强、开发易操作、开放性好等优点,利用Windows的图形编辑功能,使监控画面元素更加丰富。用户可采用动画的方式对工业流程进行展示,对各种参数进行数据记录,对数据进行实时曲线、历史曲线的显示,并可根据用户需求,提供各种报表输出。
3 系统软件设计
吹扫系统软件设计主要包括两部分,PLC 程序设计和上位机人机界面设计。PLC 程序设计在STEP 7-MicroWIN SMART 编程软件完成,主要包括主程序、数据采集、电磁阀控制、吹扫方式选择等组成[2]。人机界面在组态王软件内实现,用于对吹扫系统的远程操作、状态监控、数据记录、报表打印等功能。
由于磨煤机入口混合风流量的测量对于磨煤机风量的自动运行具有重要的意义,只有在DCS 上解除风量自动,才能进行吹扫,故吹扫系统运行的前提是DCS 允许吹扫。DCS 允许吹扫是电磁阀控制和吹扫方式选择程序执行的前提条件。
3.1 数据采集
吹扫系统设计两个压力测点,分别布置于吹扫气源总阀的阀前和阀后,数据采集子程序用于管道压力的模拟量数据采集和处理。吹扫气源总阀前压力实时反映压缩空气管路压力,吹扫气源总阀后压力反映吹扫气源电磁阀后的压力。通过对吹扫气源总阀前、后压力的监测,既可以监测未吹扫时阀门是否有内漏,又可以监测吹扫时阀门是否打开。
3.2 电磁阀控制
电磁阀控制是吹扫系统的动作执行来源,直接控制着压缩空气的通入以及测量管路的断开。系统上电后,首先对所有输出点进行复位操作,保证PLC 无动作输出。在吹扫过程中,如须中途手动停止吹扫,也通过对所有输出点进行复位来完成。由于差压变送器属于高精度测量仪表,在使用过程中要谨防压力的突然变化对测量元件产生损害,故本吹扫系统从逻辑上杜绝压力的陡增、陡降影响差压变送器。
具体实现方式为,欲对单台磨煤机入口混合风流量测量管路进行吹扫时,首先关闭正、负压侧测量管路的电磁阀,延时2s 之后,打开两个压缩空气电磁阀,对测量管路进行吹扫,吹扫时间118s。当吹扫时间到达后,关闭两个压缩空气电磁阀,再次延时2s 之后,打开正、负压侧测量管路的电磁阀,恢复差压变送器的正常测量。电磁阀控制PLC 程序如图2所示。

图2 电磁阀控制PLC 程序
3.3 吹扫方式选择
本系统的吹扫方式设计有手动吹扫和自动顺序吹扫两种。使用手动吹扫功能,运行人员可以根据需要,只须点击一次吹扫按钮,就能对单台磨煤机的入口混合风流量测量管路进行吹扫,吹扫完成后自动恢复变送器的正常测量。使用自动顺序吹扫功能,只需点击一次顺序吹扫按钮,便可以依次执行对5台磨煤机的入口混合风流量测量管路吹扫,当5台磨煤机的吹扫全部完成之后,吹扫程序自动停止。无论自动顺序吹扫还是手动吹扫,在吹扫过程中,如有需要,都可以立即对吹扫过程进行停止。
3.4 人机界面设计
如图3所示,本设计人机界面以直观的形式展示了吹扫系统的构成和实时状态。管路、阀门都会根据其状态改变为相应的颜色。在人机界面上,设计有DCS吹扫允许状态显示。每台磨煤机均设置有单独的吹扫按钮,系统整体有顺序吹扫和停止吹扫按钮。DCS 与人机界面之间采用以太网通讯,从而实现数据交互。

图3 人机界面
4 吹扫系统测试
本系统测试主要针对系统的可靠性进行测试。测试条件为压缩空气压力0.7MPa,在人机界面使用自动顺序吹扫功能,采用组态王和ACCESS 数据库做数据交互。在开始自动顺序吹扫后,对各电磁阀的动作时序进行记录,测试结果见表1。
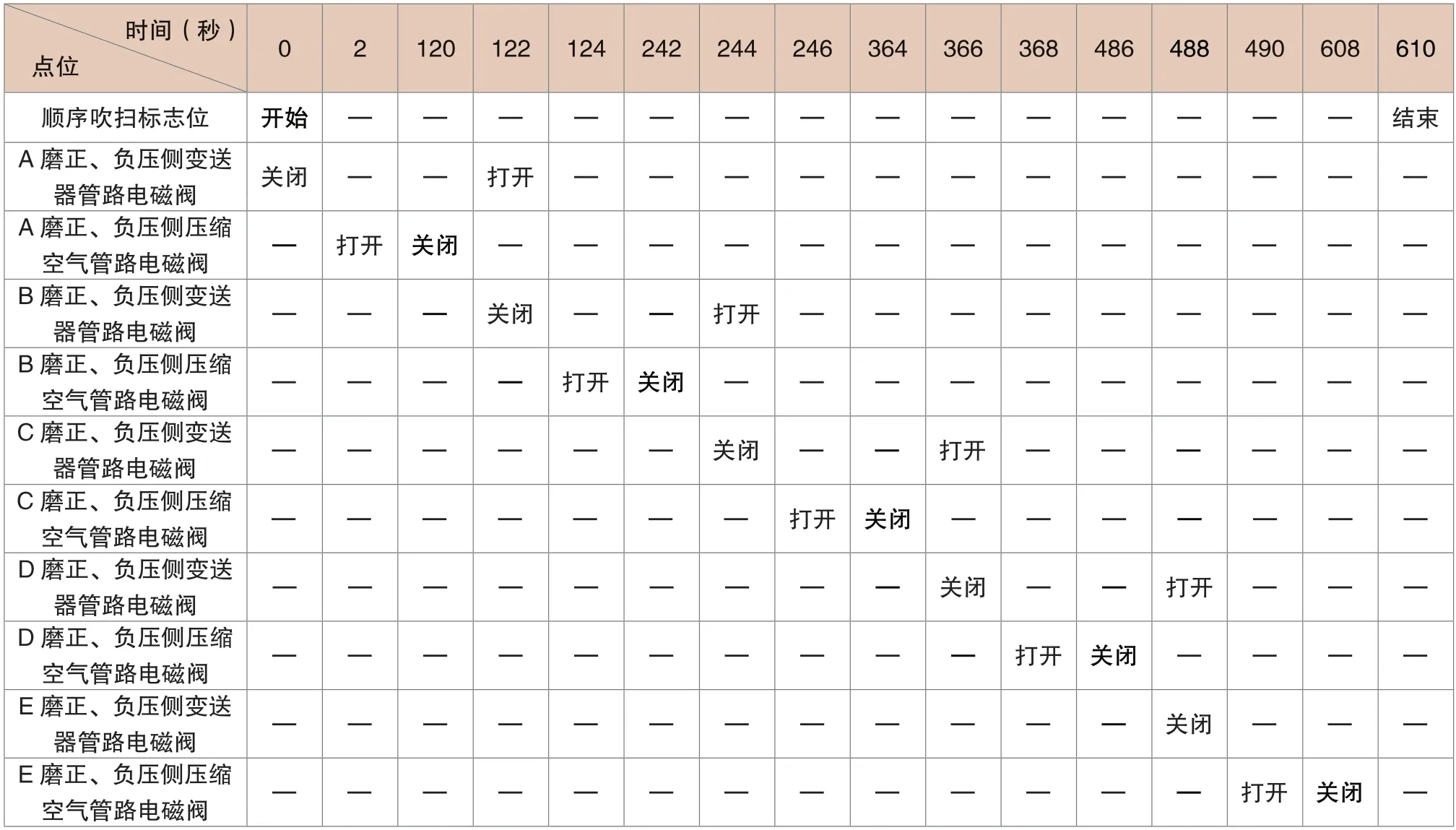
表1 吹扫系统测试结果
试验证明,使用自动吹扫功能,各阀门动作顺序正确,可以实现一键自动吹扫功能,具体时序流程为:开始自动吹扫功能,A 磨风量管道立即吹扫;122s 后,A 磨风量管道停止吹扫,B 磨风量管道开始吹扫;122s 后,B 磨风量管道停止吹扫,C 磨风量管道开始吹扫;122s 后,C 磨风量管道停止吹扫,D 磨风量管道开始吹扫;122s 后,D 磨风量管道停止吹扫,E 磨风量管道开始吹扫;122s 后,E 磨风量管道停止吹扫,自动顺序吹扫流程结束。
综上所述,采用西门子200SMART 和组态王的组合,对吹扫系统进行逻辑控制和数据采集,使得该系统既具有稳定、可靠、及时的动作特性,又具有操作简便、显示直观、历史数据追溯方便的特点。在经济性和通用性方面,使用西门子200SMART 作为控制器,成本低廉,结合组态王对于人机界面组态的灵活性,可以使得本系统能够以高性价比得到广泛运用,尤其针对老旧的DCS 系统备用通道数量不足、DCS 卡件成本高的困难局面。