大型挤压造粒机组检维修技术要点探讨
2024-03-05王昊
王昊
( 大连橡胶塑料机械有限公司,辽宁 大连 116036)
0 前言
随着大造粒机组投入使用后,由于长时间工作所承受的巨大载荷,一些传动设备和螺杆、机筒等零部件的工作寿命及生产效率都会逐渐下降,而检维修的目的是为了保持机组良好的生产状态并延长机组的使用寿命,保证产品质量以及有利于生产的顺利进行,所以大造粒的检维修是生产中不可缺少的环节。在检维修过程遇到的常见技术问题则需制定相应的解决措施及处理办法,从而保证机组长周期的稳定运行。
1 大造粒机组的组成
大造粒机组主要由盘车装置、主电机、联轴器、主减速器装置、混炼挤压装置、挤出造粒装置、粒子后处理系统等组成,也可以根据生产能耗等要求额外增设熔体齿轮泵装置等。
2 大造粒机组常见的故障或问题
(1)主电机润滑系统过滤网堵塞会导致主电机扭矩过大异常。
(2)主电机与主减速器输入轴对中找正超差,导致机组振动异常。
(3)气动摩擦离合器失效,起不到自行离合作用。
(4)主减速器常见故障:轴承发热导致联锁停机、轴系断轴、齿轮或花键断齿等。
(5)混炼挤压装置问题:螺杆、筒体磨损严重,导致产能下降。
(6)熔体齿轮泵装置问题:更换鼓形齿联轴器、转子时,齿轮泵转子相位重新调整。
(7)水下切粒常见问题:切刀磨损过大;切粒机振动过大;粒子大小粒不均匀;切刀与模板贴合间隙过大。
2 原因分析及解决措施
(1)主电机润滑系统过滤网堵塞会导致主电机扭矩过大异常。
分析及措施:检修期未对润滑系统进行清洗检查,会出现过滤网堵塞,导致主电机润滑情况不佳,扭矩过大,严重情况会导致主电机轴瓦温度过高,磨损加剧。用振动测量仪与红外测温仪对主电机轴承进行测量并形成趋势图,如果趋势图异常,则需测定主电机空转电流与功率是否超过规定范围,用以判断是否应更换轴承。
(2)主电机与主减速器输入轴对中找正超差,导致机组振动异常。
分析及措施:主电机与主减速器输入轴对中找正要求径向跳动0.10 mm,端面跳动0.05 mm,要求检测四点。还需根据主电机磁力线要求、高压浮起、油膜浮起等数据做相应微调,每隔一段周期需复检并进行振动速度检测(表1)。
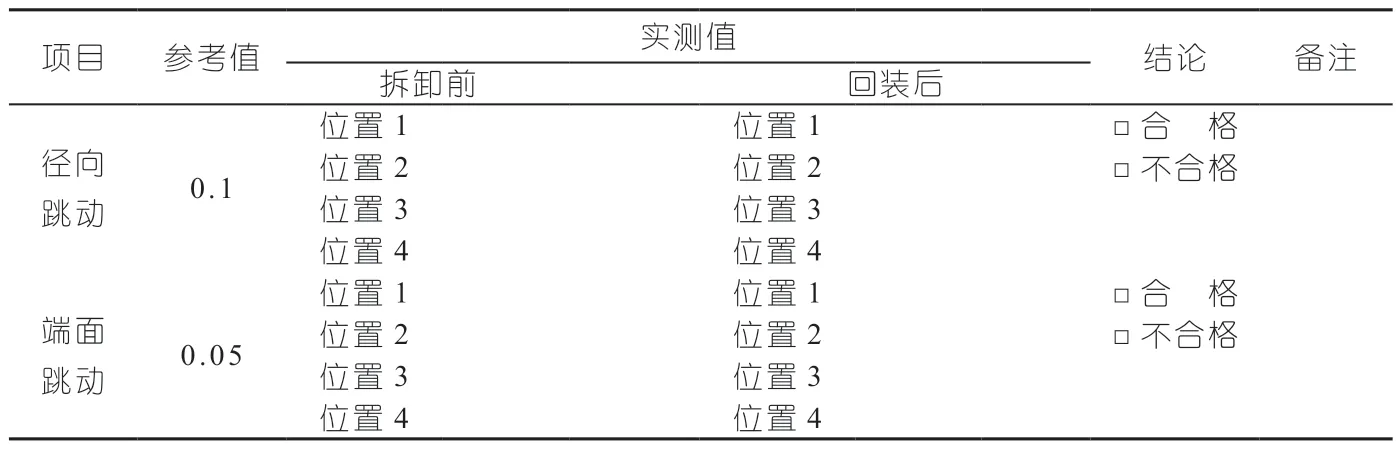
表1 主减速器与主电机离合器对中
(3)气动摩擦离合器失效,起不到自行离合作用。
分析及措施:本文只针对同向机组中常用的气动摩擦离合器出现的问题。检修过程中需对气动摩擦离合器解体并清理;如果摩擦片磨损严重或者出现“ 玻璃化现象” 时,应更换摩擦盘与摩擦片;回装时需再次调整仪表风压力,控制摩擦盘与摩擦片贴合,当仪表风压力过低时会导致气动摩擦离合器脱开;当摩擦盘与摩擦片的磨损严重时,会使摩擦系数增大,也会导致气动摩擦离合器脱开并停机。解体摩擦离合器时,应做好原始标记,否则影响摩擦离合器的动平衡,导致振动异常。
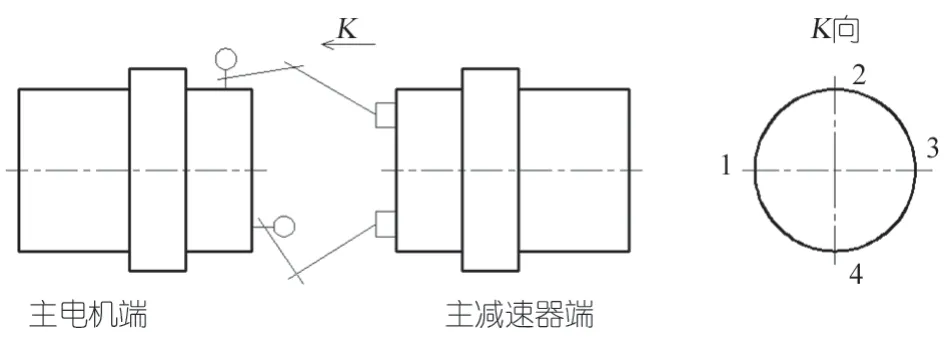
图1 主电机与主减速器找正示意图
(4)主减速器常见故障:轴承发热导致联锁停机、轴系断轴、齿轮或花键断齿等。
分析及措施:轴承发热可能是由于轴承到达寿命或者滚动体磨损严重导致;大造粒机组轴承寿命按径向轴承40000 h,止推轴承100000 h 设计,轴承使用期限超过寿命则大大增加轴承失效的风险,检修时建议更换;润滑油杂质较多会导致滚动体磨损严重,检修时建议清理箱体并更换润滑站滤网。
分析及措施:断轴与断齿可能是受到弯曲变形,或是材料、热处理不合格导致;考虑到弯曲强度,轴系在理想情况下不会产生弯曲变形,所以可能是由于输出轴相位不准确导致,检修时建议重新调整输出轴相位。
(5)混炼挤压装置问题:螺杆、筒体磨损严重,导致产能下降。
分析及措施:由于物料与机筒、螺杆相对摩擦,使机筒与螺杆的工作表面逐渐磨损,螺旋元件的外径逐渐缩小,机筒内径逐渐加大,导致螺杆与机筒的间隙随着磨损逐渐加大,由于机头压力没有改变,这样就增加了物料从间隙向进料方向的流动量,结果使挤压机产量下降。当物料没有塑化均匀,或是有金属异物混入物料中,会使螺杆芯轴扭断或者螺旋元件断裂。检修时使用外径千分尺和内径千分尺分别检测螺杆外径和机筒内径,计算出磨损量;磨损量较大则需进行修复或更换。
(6)熔体齿轮泵装置问题:更换鼓形齿联轴器、转子时,需对齿轮泵转子相位重新调整。
分析及措施:机组长时间运行后,常常对易损件进行更换,如轴瓦、联轴器、转子等;更换联轴器、转子时,需重新调整转子相位,目的是为了保证鼓形齿安装后齿轮泵转子间左右齿面间隙均匀,使齿轮泵工作时上/ 下转子轮齿齿面不相互接触。
调相位前需对齿轮泵减速器和齿轮泵进行找正,利用转子花键端滑动轴承保护工装(图示序1 件)和转子水端侧转子假轴承(图示序2 件)(安装转子假轴承和滑动轴承保护工装时在其内径涂抹适量润滑脂)。将组装至准备状态的熔体齿轮泵安装到机组上,使熔体齿轮泵得到稳定的支撑和固定,调整齿轮泵减速器的位置,保证减速器及齿轮泵相对位置达到设计要求。找正完成后将齿轮泵减速器及其底座固定,使用找正工装测量减速器与齿轮泵相对位置并填入表2。

表2 熔体齿轮泵找正数据记录表
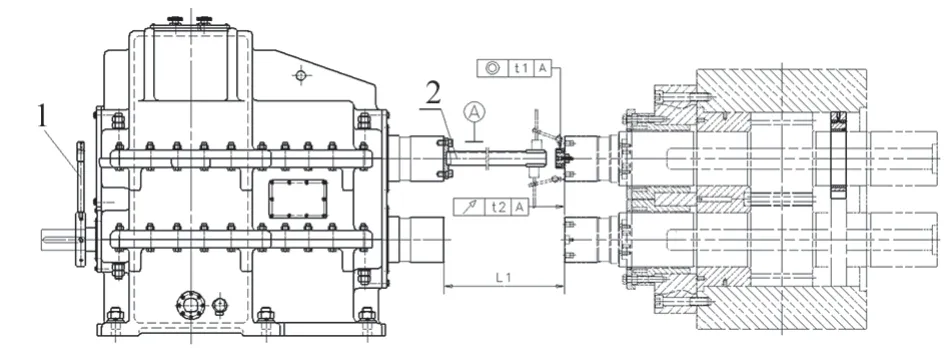
图2 齿轮泵减速器与齿轮泵找正示意图
调整减速器上/ 下输出轴及齿轮泵上/ 下转子相位,使它们分别与图3 中所要求的相位一致。
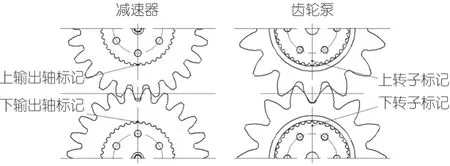
图3 转子与联轴器相位示意图
用木质撬杠按齿轮泵图示工作旋转反方向缓慢旋转上转子使齿轮泵上/ 下转子一侧齿面相互接触(如图4 所示)。

图4 转子工作方向示意图
使用塞尺从齿轮泵水端检测转子侧隙值并记录。调整上下转子间隙使转子齿轮左右齿侧间隙相等(图5,表3)。

表3 转子侧隙记录表

表4 切刀轴与切粒电机联轴器对中

表5 切刀轴与水室对中
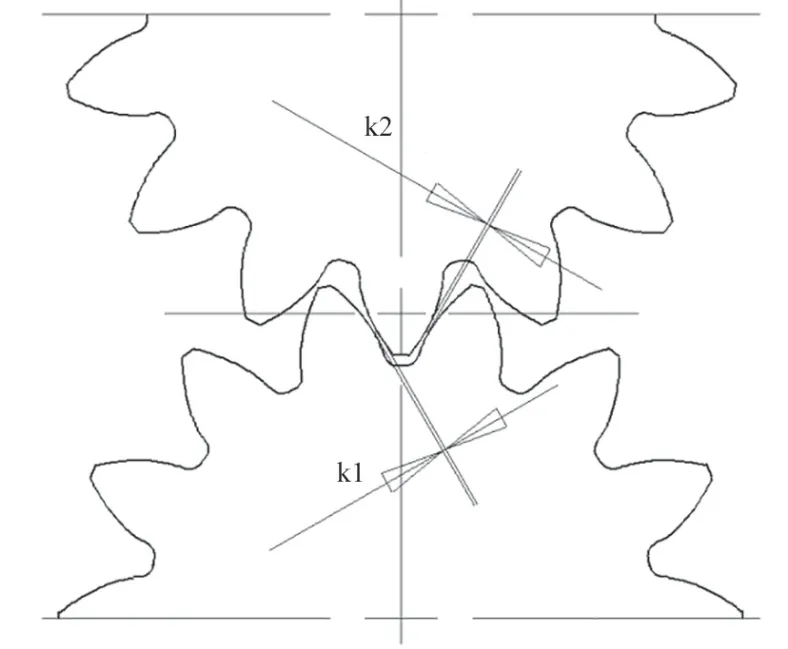
图5 转子侧隙示意图

图6 刀轴找正示意图
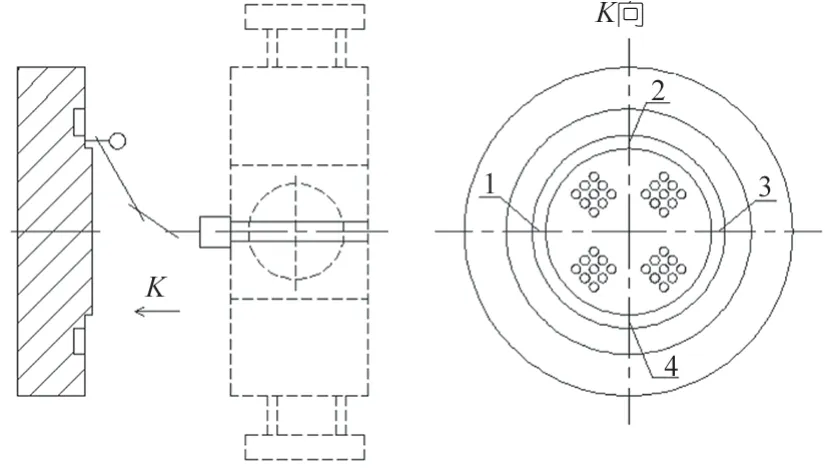
图7 刀轴与模板找正示意图
(7)水下切粒常见问题:切刀磨损过大;切粒机振动过大;粒子大小粒不均匀;切刀与模板贴合间隙过大。
分析及措施:检修时检查切粒机液压系统,重点检查系统中的单向阀和压力控制器,出现故障的阀门需更换,消除进退刀的压力波动;根据出粒载荷,及时调整切刀转数,放置转速过快,加大损耗;检修停机时,目测切刀是否磨损过量,如有则更换全部切刀。
分析及措施:振动过大可能是由于刀轴与切粒电机对中找正超差导致,理论要求不超过径跳0.10 mm,端跳0.05 mm ;其次检查刀轴轴承组件是否有损坏,如有则更换。
分析及措施:粒子大小粒不均匀的原因主要是切刀转速与出料速度不匹配,或者是切刀轴与模板找正超差。切刀转速必须与造粒机负荷相匹配,负荷高时转速应适当提高,反之亦然;刀轴与模板热态下最终要求端跳在0.03 mm 以内,径跳要求视现场情况而定,理论上切刀旋转范围在模板切粒带内即可。
分析及措施:贴合间隙过大可能由于液压缸漏油导致的进刀压力不够,检修时需检查液压系统压力表读数是否异常;合上水室时,要检查水室与模板、切粒小车移动轮与导轨是否有间隙。
3 结语
大型挤压造粒机组作为乙烯成套装置下游工序的关键设备,集机、电、仪于一体,自动化水平高,设计、制造难度大,工艺流程复杂、配套性强,费用昂贵,科学完善的检维修可确保大造粒机组长周期的稳定运行。
通过对大造粒机组常见问题的阐述与探讨,对机组检维修工作具有一定的参考价值。
