铣刨料冷再生技术在沥青路面养护中的应用
2024-03-04帖向龙
帖向龙
(山西交通控股集团有限公司忻州高速公路分公司,山西 忻州 034000)
0 引言
随着我国公路通车里程的不断增加,很多公路相继进入大修期[1],在沥青路面大修养护过程中产生了大量的铣刨料。铣刨料直接丢弃不仅会造成建筑材料的浪费,还会污染周边环境[2-3]。铣刨料冷再生养护技术就是为了降低公路养护成本,利用厂拌冷再生法将铣刨料重新利用作路面下面层的技术,即按照一定比例加入铣刨料,与新骨料、沥青、再生添加剂等拌和成为再生料[4-5],作为路面基层或下面层使用。厂拌再生可以提高再生混合料的拌和质量[6],混合料配合比更加准确,再生路面结构层路用性能更好。本文就铣刨料冷再生养护技术在沥青路面养护中的应用进行介绍,并分析养护后的效果。
1 工程概况
1.1 路面结构破坏情况
某公路建成于1994年,按照一级公路建设标准,近年来交通量增幅较大,路面结构破损严重。该路线重载车辆较多,长时间运营使用后路面出现大面积破损,期间经过多次养护维修。通过现场调查,路面结构破坏情况严重,主要破坏形式有以下几种:(1)面层开裂。K21+500~K22+600段、K22+950~K23+800段路面多处开裂,局部有沉陷,但总体平整度较好;(2)面层严重龟裂、块状裂缝,承载力下降。个别路段沥青路面出现了严重的龟裂和块状裂缝,局部沥青面层松散破坏严重,承载力不足,分析原因是由于长期在重载交通作用下,路面结构出现整体性破坏,应采取措施进行补强加固;(3)局部路段路面翻浆严重。由于车辆荷载重复作用,路面病害没有及时修复,导致局部路段产生翻浆,路面结构破坏严重。
1.2 养护方案
根据现场调查结果,对路面破损程度较轻微路段,维修路面病害后进行罩面补强。对路面结构破损严重路段,铣刨原路面面层,对个别路段基层或路基存在质量问题进行处理。采用厂拌冷再生技术,将铣刨料运输到搅拌站进行冷再生,通过配合比设计确定铣刨料、集料、再生添加剂加入比例,拌制混合料后运输到施工现场,摊铺压实后作为路面下面层使用。再生后本项目路面下面层设计厚度为8cm,上面层和中面层厚度分别为4cm和6cm。
2 冷再生混合料配合比设计
2.1 原材料选择与要求
铣刨料再生混合料中添加剂采用慢裂慢凝型阳离子乳化沥青,利用厂拌冷再生技术生产再生混合料。铣刨料经破损筛分后得到再生骨料,为提升再生混合料使用性能,按比例添加20~30mm碎石。水泥选用P·O 32.5水泥,分别选取矿粉、铣刨料、碎石、乳化沥青等原材料送实验室进行检验,满足设计要求方可选用。铣刨料堆放场地应做好处理,不得混入其他杂物,并做好防雨保护。雨天不得进行铣刨料筛分,以防粘筛影响集料筛分结果。应在晴天低温时进行筛分,防止高温季节沥青融化粘筛影响集料级配。
2.2 矿料级配设计
铣刨料再生混合料作为沥青路面下面层使用,矿料级配按照粗粒式进行设计。铣刨料筛分时应控制含水量[7],含水量过高时应堆放晾晒后再进行筛分,通常含水量控制在3 %以下。含水量过高,细集料会粘附到粗集料上,筛分过程中不能筛除,影响矿料级配。另外,含水量过大不仅会影响铣刨料筛分级配,还会对混合料和易性产生影响。
铣刨料再生混合料配合比设计中,将铣刨料按照集料的要求进行检测。主要检测项目包括含水量、沥青含量、砂当量等[8],其中铣刨料中沥青检测项目包括针入度、60℃黏度、软化点、15℃延度等。另外,还应该对铣刨料中粗集料的颗粒组成和压碎值进行检测,对细集料的棱角性进行检测。铣刨料筛分完成后,根据再生混合料配合比设计要求调整含水量[9],确定施工配合比。再生混合料中铣刨料掺量按85%控制,水泥含量占比为1.5 %,碎石和矿粉用量占比为13.5%,矿料级配如表1所示。
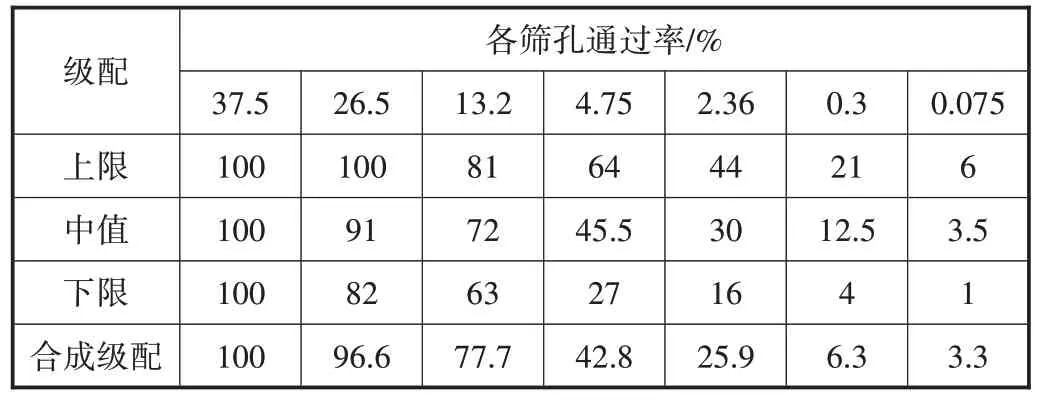
表1 再生混合料矿料级配
3 冷再生混合料下面层的施工
3.1 铣刨料回收
旧沥青面层铣刨采用冷铣刨,在施工现场通过铣刨机将旧路面面层沥青混合料铣削、破碎后输送到自卸汽车,直接运输至搅拌站分类堆放。搅拌站应做好场地硬化,将铣刨料分开堆放,并做好防雨保护。铣刨料应单独堆放,不得混入杂物,对其中的超粒径颗粒进行破碎处理,以便于后期筛分。
3.2 施工准备
下面层施工前对施工作业面进行处理,修复基层和路基病害,保证工作面平整密实。再生混合料下面层施工前彻底清理基层表面,并洒布一层乳化沥青透层,彻底破乳后方可进行面层混合料摊铺。如基层表面粘附有土等杂物,应采用压缩空气或高压水冲洗,表面干燥后再洒布透层沥青。
3.3 再生混合料拌和
按照再生混合料拌制要求调试标定搅拌设备,保证混合料拌制质量。冷再生混合料拌制可采用强制间歇式拌和设备和连续式拌和设备[9],其中强制间歇式拌和设备配合比较准确,而连续式拌和设备生产效率高,出料快。为了保证冷再生混合料拌制质量,可施工延长拌和时间,保证混合料拌制均匀,但也应考虑乳化沥青的破乳速度。乳化沥青如果存放时间较长[10],在拌制混合料前应该提前搅拌,防止乳化沥青离析影响拌和质量。冷再生混合料拌制流程为:在搅拌站通过装载机将集料、铣刨料装入料斗中,称重后按比例将各种原材料输入搅拌器中,利用计量泵将水、乳化沥青泵入搅拌器中,拌制均匀后通过出料口卸入自卸汽车料斗。
3.4 再生混合料运输
为了缩短运输时间,防止乳化沥青破乳,应合理选择搅拌站位置,尽量选择养护路段中间部位。自卸汽车装料时应移动车辆分几次装料,防止混合料离析。自卸汽车应根据运输距离、拌和机和摊铺机生产能力确定自卸汽车数量,并略有富余。自卸汽车可排队等待,以保证再生混合料摊铺的连续性。
3.5 再生混合料摊铺
冷再生混合料摊铺应选择在晴天进行,环境温度不得低于5℃,如摊铺过程中下雨应立即停止摊铺。按照松铺系数、路拱横坡度、摊铺厚度等调整摊铺机作业参数,做好摊铺准备。再生混合料摊铺应连续进行,摊铺速度均匀、缓慢,尽量不停顿,摊铺速度按2~4m/min控制。摊铺过程中注意控制摊铺厚度,如单层厚度超过150mm,应分层摊铺。摊铺过程中个别超尺寸材料安排人工清理,并对路面材料不均匀位置进行人工处理。
3.6 再生混合料压实
冷再生混合料下面层压实施工前合理组织压实机械,安排压实作业工序。由于铣刨料的强度较新集料强度低,因此碾压过程中应选用中型压路机,以防铣刨料碎裂降低面层强度。通过试验段确定碾压遍数、碾压速度等施工参数,本项目压路机选用中型静力式压路机、双钢轮振动压路机和轮胎压路机。初压采用中型静力式压路机静压1~2遍,将面层材料压实稳定;复压采用双钢轮振动压路机碾压3~5遍,使混合料达到规定的压实度;终压采用20t以上轮胎压路机和关闭振动的双钢轮振动压路机静压1~2遍,收面、消除轮迹提高平整度。
3.7 养生及交通管制
再生混合料强度增长需要一定时间,因此压实后开始养生,养生时间不少于一周。养生期间封闭交通,严禁重型车辆驶入,养生1d后可限制通行,控制行车速度不得超过40km/h。
4 再生混合料下面层施工质量检验
铣刨料再生混合料施工完成后,养生7d后进行质量检验,检验项目主要包括平整度、面层厚度、压实度等。
4.1 平整度检测结果分析
平整度检测采用3m直尺,按照每200m检测两处的检测频率,人工检测并做好记录。本文选取K11+200~K12+000段平整度检测结果作为研究对象,整理数据后绘制平整度检测结果分布曲线。
分析图1所示平整度检测结果,得出各处平整度检测结果平均值均<5mm,达到了下面层的平整度要求,施工质量合格。
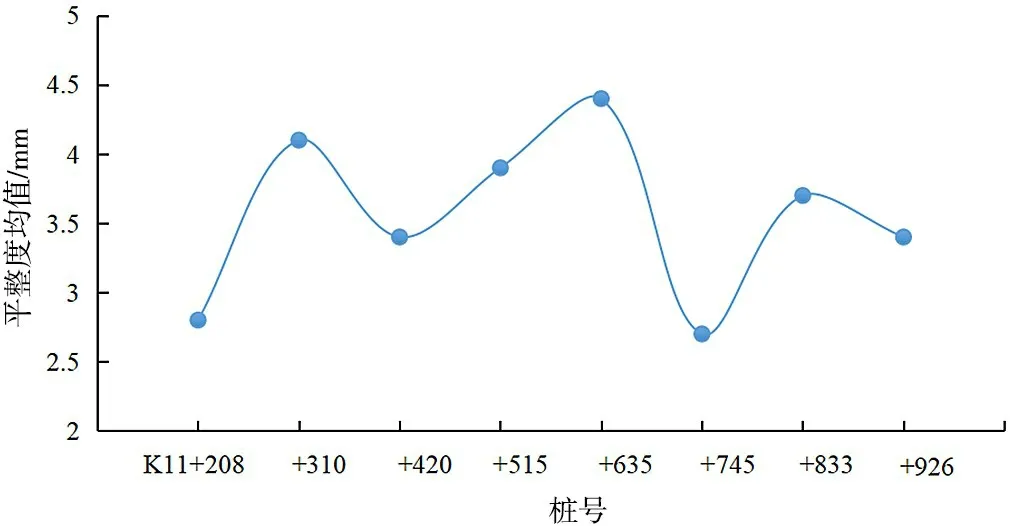
图1 完工后路面平整度检测结果分布曲线
4.2 面层厚度检测结果分析
本项目沥青路面下面层设计厚度为8cm,本文选取K11+200~K12+000段作为研究对象,在行车道、超车道、路中和路侧选取多个测点检测面层厚度,整理数据如表2所示。
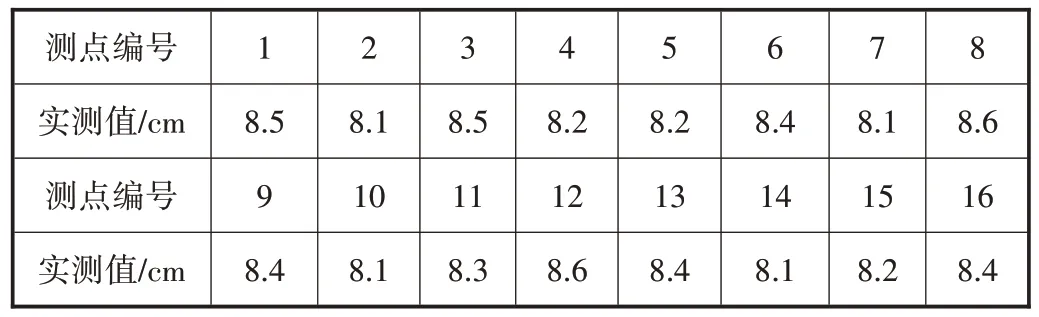
表2 再生下面层厚度检测结果
分析表2数据,各测点实测值均高于8cm,且各测点厚度相差不大,路面面层厚度均匀,满足设计要求。
4.3 压实度检测结果分析
再生混合料下面层养生期满后,在施工现场进行钻芯取样,送实验室对芯样密度和压实度进行检测,确定压实质量。本文选取K11+000~K14+200段作为研究对象,每200m检测一处,各处检测结果如表3所示。
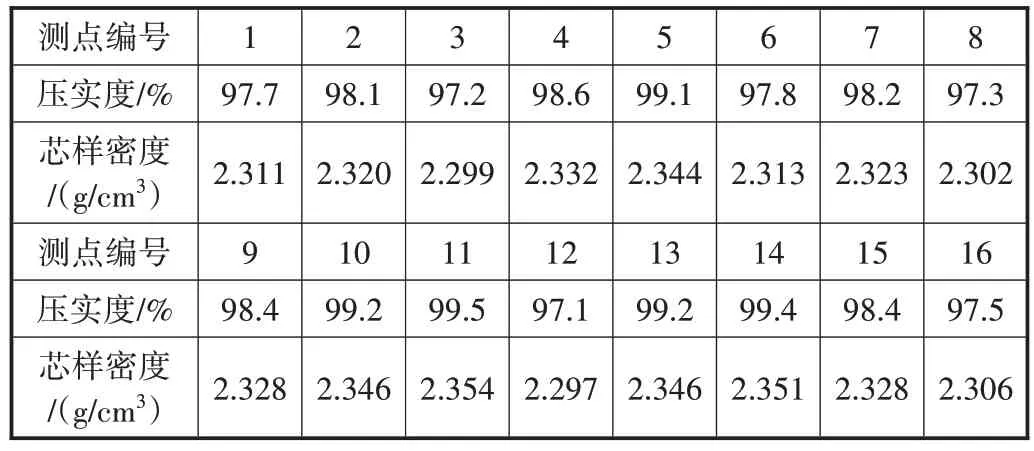
表3 再生下面层压实度检测结果
分析表3 压实度检测结果,各测点压实度均高于96%,满足设计要求。各芯样成型质量良好,无明显孔洞,说明再生混合料下面层压实质量合格。
5 结束语
本文以某一级公路大修养护作为研究背景,采用厂拌冷再生法对铣刨料进行回收利用,用作路面下面层以降低养护成本。文章从铣刨料回收、施工准备、再生混合料施工和养生等方面对再生混合料下面层施工技术进行全面阐述,总结了施工中的常见问题,并提出解决措施。完工后对再生混合料下面层平整度、压实度和厚度进行检测,各技术指标均满足设计要求,施工质量合格。实践证明,铣刨料冷再生养护技术能够较好地利用铣刨料,不仅减少环境污染,还降低了工程造价,值得推广。
