20钢熔化衬垫自动焊工艺研究及力学性能分析
2024-03-04罗瑞强贾世进姜佳成梁潇茹刘金平吴闯马明豪陈鹏
罗瑞强,贾世进,姜佳成,梁潇茹,刘金平,吴闯,马明豪,陈鹏
1.核工业工程研究设计有限公司
2.中核集团高效能化焊接重点实验室 北京 101300
3.中国核电工程有限公司 北京 100840
1 序言
随着科技的不断发展及人力成本的增加,焊接新技术被广泛应用于核电安装领域薄壁小管道的焊接中[1]。其中,全位置TIG自动焊技术因具有焊接质量高、焊接速度快等优势,在该领域得到了广泛应用。然而,全位置自动焊打底在仰焊位置受重力影响,易出现焊缝内部凹陷缺陷[2],这一难点仍然制约着该技术的大规模推广。为解决这一问题,目前国内外除了研究常规工艺影响因素外,还提出了增加熔化衬垫环[3]来解决仰焊位置凹陷的方法。常见的熔化衬垫环内径均小于母材管径,可在打底焊中完全熔化,解决仰焊位置凹陷问题。张小强等[4]已经成功将铜衬垫自动焊接成功应用于长输油气管道,鹿锋华等[5]则对X65钢铜衬垫焊后接头性能研究表明,采用钢铜衬垫焊接接头的一次合格率高达92%,具有稳定的可靠性。20钢的碳当量[6]为0.26%<0.40%,具有淬硬性较小,焊接性良好,焊接时不需要预热、控制层间温度或后热,整个焊接过程不必采取特殊的工艺措施,焊后的接头塑性和冲击韧度良好,以及无回火脆性等优点。20钢作为核电堆中常见的材料之一,在核工业中具有广泛的应用。然而,传统的自动焊焊接技术往往会导致焊缝凹陷等问题,不符合核工业的质量要求。
为解决以上问题,本研究将针对20钢进行研究,采用熔化衬垫自动焊工艺来实现焊接。该技术在焊接过程中可实现熔化衬垫的自动补偿,从而可有效避免焊缝凹陷等质量问题。为了验证该技术的效果,本研究将对焊缝进行性能测试和分析。通过本研究,希望能够探索和应用新型的焊接工艺技术,提高20钢焊接效率及质量,满足核工业的高品质要求。这一研究成果对于核工业在焊接领域的技术提升和推广具有重要的意义。
2 试样材料及加工方法
研究用母材型号为GB/T 3087—2022《低中压锅炉用无缝钢管》规定的20无缝钢管(以下简称20钢),规格为φ60mm×4mm,其主要化学成分见表1。对母材进行力学试验和布氏硬度检测,结果见表2。从表2可知,母材的硬度为156HBW。

表1 20钢管化学成分(质量分数) (%)

表2 20钢管室温力学性能
焊接方法为加熔化衬垫自动焊,对母材背面进行充氩保护。焊前需对坡口表面进行彻底清洁,包括管道内外表面至少25mm的区域,接头所有部分都应使用适当的溶剂(试验选用丙酮)进行清洗,以确保无油脂污染。清洁完成后采取堵头密封等措施保持钢管在焊前的清洁度。
使用的打底熔化衬垫是放置在焊缝根部进行填充的金属材料,它将在打底焊接过程中与焊缝根部完全熔合,成为焊缝的一部分。此熔化衬垫环参照AWS A5.30/A5.30M:2007《自耗嵌块规范》进行选用,采用20钢通过数控铣床加工而成,规格尺寸要求如图1所示。

图1 熔化衬垫环加工规格尺寸
3 焊接工艺开发
3.1 打底焊接
焊接电流和焊接速度是相互关联的参数,它们一起控制着焊接热输入的大小。通过前期的大量试验,得到了一组合格的峰值电流133A、基值电流47A(电流调整量为100%,后文电流按此关系换算),以及与其搭配的峰值行走速度30mm/min,基值行走速度35mm/min。在此基础上,采用单一变量法来研究熔化衬垫环打底焊过程中焊接电流和焊接速度的合理范围及其最优参数。
(1)焊接电流 焊接电流是决定焊缝成形质量的关键因素。因此,选取了同一峰值行走速度30mm/min,基值行走速度35mm/min,并分别调整电流为98%、99%、100%、101%和102%进行搭配焊接,以研究焊接电流对熔化衬垫环打底的焊缝宏观形貌的影响。不同焊接电流打底焊缝成形宏观形貌如图2~图6所示。由图2a、b可知,当焊接电流调整量为98%时,焊接从4点钟位置开始出现熔化衬垫环断续性未熔化,打底焊缝不合格。由图3~图5可看出,熔化衬垫环熔化完全,焊接成形良好,无目视可见凹陷;当焊接电流调整量为101%时,可观察有轻微凹陷。经测量,上述3组电流打底焊接后6点钟位置凹陷分别为0.15mm、0.1mm、0.3mm,满足核电站建造标准,打底焊缝合格。目前,在建核电主要堆型采用RCC-M—2007《压水堆核岛机械设备设计与建造规则》对焊缝的内凹要求:若接头为水平对接(5GT),则在仰焊位置允许有≤0.5mm的内凹。由图6可知,当焊接电流调整量为102%,焊接至7点钟位置时焊漏,打底焊缝不合格。
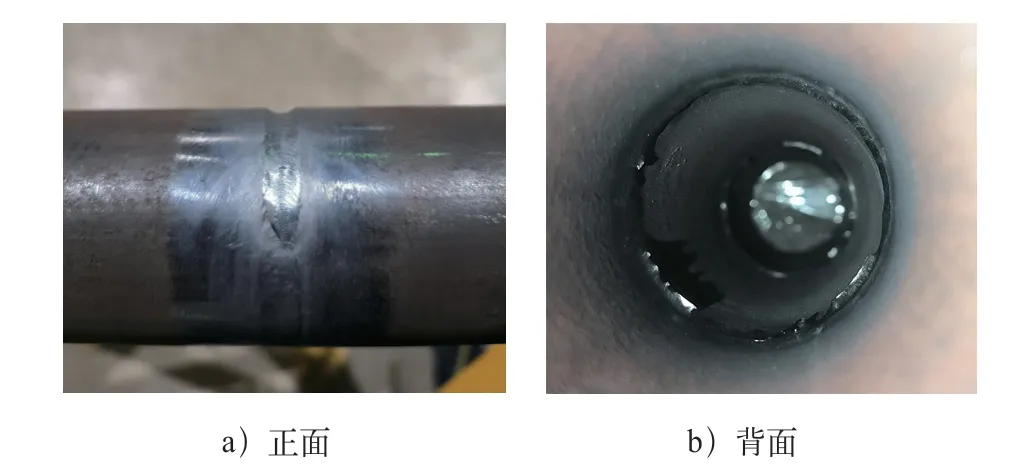
图2 焊接电流调整量为98%时打底焊接成形宏观形貌

图3 焊接电流调整量为99%时打底焊接成形宏观形貌

图4 焊接电流调整量为100%时打底焊缝成形宏观形貌

图5 焊接电流调整量为101%时打底焊缝成形宏观形貌

图6 焊接电流调整量为102%时打底焊缝成形宏观形貌
综上所述,在焊接峰值行走速度为30mm/min、基值行走速度为35mm/min下,当焊接电流调整量为99%~101%时,熔化衬垫环打底焊接的焊缝成形合格。同时,当焊接电流调整量为100%时,焊接6点钟位置的凹陷最小,因此焊接电流调整量为100%是该速度下熔化衬垫环打底焊接最优的焊接电流参数。
(2)焊接速度 在焊接电流调整量为100%时,选取表3中5组焊接速度进行研究,观察其焊接过程及焊后成形,并得到焊接速度对熔化衬垫环打底的焊缝宏观形貌的影响。由表3可知,当焊接电流调整量为100%时,为了保证焊接仰焊位置凹陷满足核电建造要求,峰值行走速度应控制在30~35mm/min,基值行走速度应控制在35~40mm/min。同时,为了尽量保证焊接热输入,推荐选择峰值行走速度30mm/min和基值行走速度35mm/min。经过试验,得出焊接电流调整量为100%时,焊接速度的最佳工艺为峰值行走速度30mm/min和基值行走速度35mm/min。

表3 不同行走速度下打底焊接过程及成形记录
3.2 盖面焊接
对于试验管道的盖面焊接,可以采用牌号CHW-50C6、直径为1.0mm的焊丝,并采用分5个区间的脉冲电流加摆动送丝的焊接工艺进行焊接,焊缝成形宏观形貌如图7所示。从图7可看出,其内部成形良好,无凹陷,外部焊缝高于母材表面,且无肉眼可见的缺陷,满足焊缝外观检测要求。
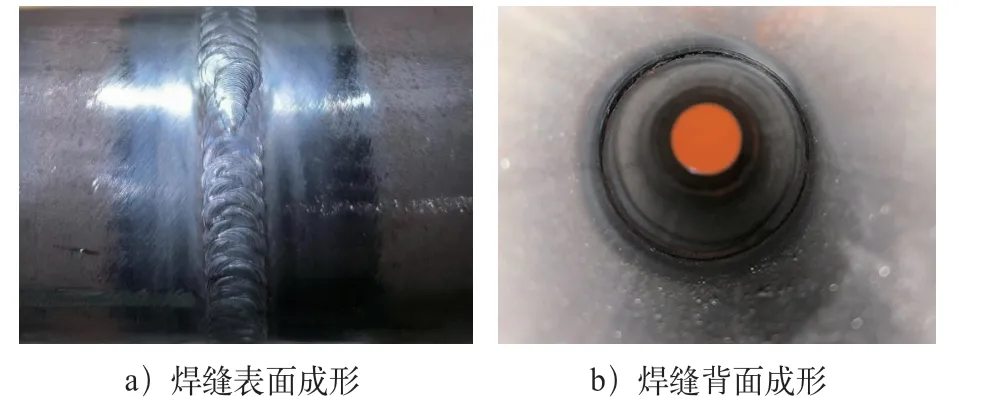
图7 盖面焊缝成形宏观形貌
4 焊缝力学性能及微观结构
打底、盖面焊接完成后进行力学性能试验,焊缝的力学性能数据见表4。试样拉伸断裂位置如图8所示。同时,从图8可清晰地看出,断裂发生在母材区域,表明所得到的焊缝符合各项要求。

图8 拉伸断裂位置

表4 焊缝力学性能
对编号LX-CS-MA-01试样进行金相观察,结果如图9所示。由图9可知,焊缝和热影响区微观组织中未出现显微裂纹和沉淀物,因此可以断定此工艺下的焊缝组织稳定。

图9 焊缝的宏观形貌及微观组织
5 结束语
本文通过对20钢加熔化衬垫自动焊的工艺进行研究与性能分析,得出如下结论。
1)通过增加熔化衬垫环可以解决全位置管道自动焊仰焊位置凹陷的问题,为后续的核电建造大范围应用全位置自动焊技术建立技术储备。
2)通过试验研究,用合适的参数完成加熔化衬垫的20钢自动焊焊接的焊接接头性能满足核电建设标准要求。
