T形接头焊接过程的数值模拟
2024-03-04孙志鹏卢玉秀翟永军王欣
孙志鹏,卢玉秀,翟永军,王欣
泰安市特种设备检验研究院 山东泰安 271000
1 序言
不同于普通的机械加工方法,焊接是一个涉及电弧物理、传热、冶金和力学的急冷急热过程,在热量传输过程中进行着金属的熔化与凝固,产生了复杂的温度场与应力场[1]。精确地判断焊接接头的温度场、应力场分布对指导焊接过程及控制焊接质量具有重要的意义。除了繁琐的试验操作之外,计算机数值模拟已成为一种研究焊接过程必不可少的方法[2]。本文以T形焊接接头为例,对焊接过程的数值模拟进行详细介绍,为T形接头的焊接提出合理化的建议。
2 T形焊接接头的数值模拟
2.1 几何模型的建立
结合实际焊接过程,用有限元分析软件建立T形接头几何模型,如图1所示。T形接头为同种材料焊接,均选用低合金高强度钢S355J2G3。其中,T形接头长为200m m,厚度为3m m,宽度分别为100mm和50mm,角焊缝的焊脚高度为3mm。在焊接过程中,由于焊缝及附近的温度场、应力场的变化比较明显,所以为了保证计算精度,将焊缝及附近区域的网格划分得非常细小。但是,网格划分越细小,计算所需的时间就越长,为了在保证精度的前提下,尽可能地节省计算时间,因此在远离焊缝区域的网格划分得比较粗大。
2.2 热源模型
焊接热过程具有不均匀性、瞬时性和快速移动的特点,要能够准确地分析焊接在任一位置与任一时刻的应力、变形和温度分布,就必须选出符合实际的焊接热源。相比于其他热源模型,双椭球热源模型(见图2)考虑了焊接热源在深度方向的热流分布,使其在宽度、长度、深度方向均呈高斯分布,更适用于电弧冲力较大的焊条电弧焊[3-5]。在此模型中,热源前后部分的能量分数分别为f1和f2,且f1+f2=2。
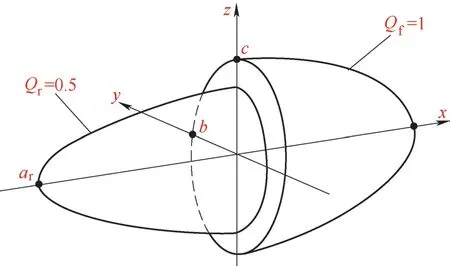
图2 双椭球热源模型
前1/4椭球的能量密度分布为
结合实际的焊接过程,采用数值模拟软件对热源模型进行校核,保证最终所获得的熔池形貌与实际相符(见图3),最终得到双椭球热源的参数分别为Qf=100.043W,Qr=75.2198W,af=3m,ar=4m,b=1.8m,c=2m,power=4000,焊接速度为10mm/s,焊件的初始温度为20℃。

图3 在线焊接接头形貌
3 计算结果及分析
采用数值模拟软件对T形接头的整个焊接过程进行模拟,分析焊接过程中的温度场、应力场分布及组织成分变化,掌握T形接头焊接的薄弱部位及工艺要点,对指导T形接头的焊接具有重要意义。
3.1 温度场分析
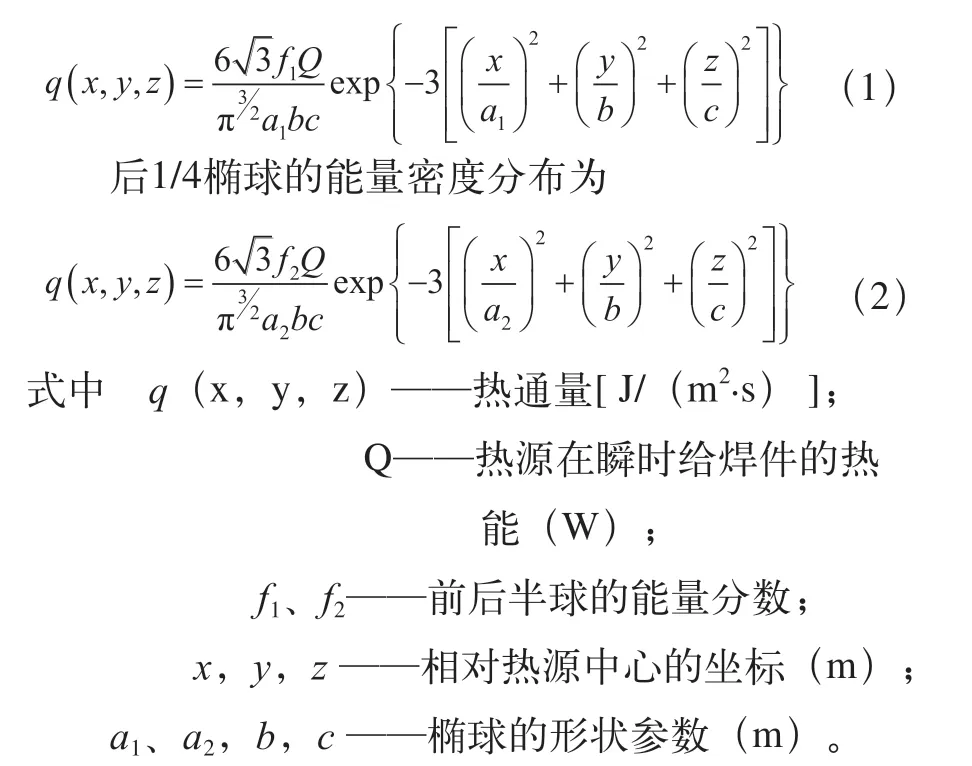
T形接头不同时刻的温度场分布如图4所示。由图4可看出,t=10s时焊接过程大概完成,并且随着焊接时间的延长,整个焊件的温度越来越高。这主要是由于先焊金属对后焊金属有预热作用,热量积累使T形接头的最高温度也有所升高。但随时间进一步延长,焊接完成,焊件开始冷却,焊件的最高温度又开始下降。
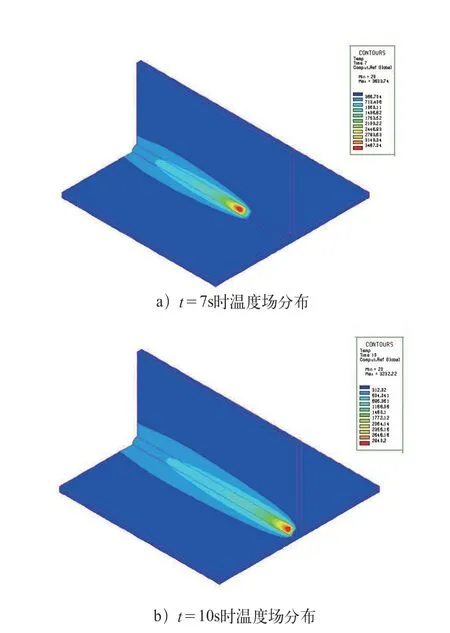
图4 T形接头不同时刻的温度场分布
提取T形接头同一位置不同时刻的温度场分布截面图,如图5所示。由图5可看出,当焊接到某一位置时,焊缝处的最高温度达到材料熔点,但由于热量来不及扩散,高于700℃的范围比较小。随着焊接过程的进行,焊接热源过后,焊缝处的温度开始急剧下降,但焊缝处高于700℃的区域要比之前有明显的扩大,即焊缝的热影响区范围扩大。同时,提取焊缝中某一节点的温度分布曲线,如图6所示。由图6可看出,当t=10s时此处的温度达到最高,约为3800℃,然后温度急剧下降到500℃以下,最后趋于稳定。由此看出,焊接是一个快速加热、冷却的过程,为了保证焊接质量可采用焊前预热和焊后保温的方式来降低焊件的冷却速度,从而得到优质焊缝。
图5 T形接头同一位置不同时刻的温度场分布截面图
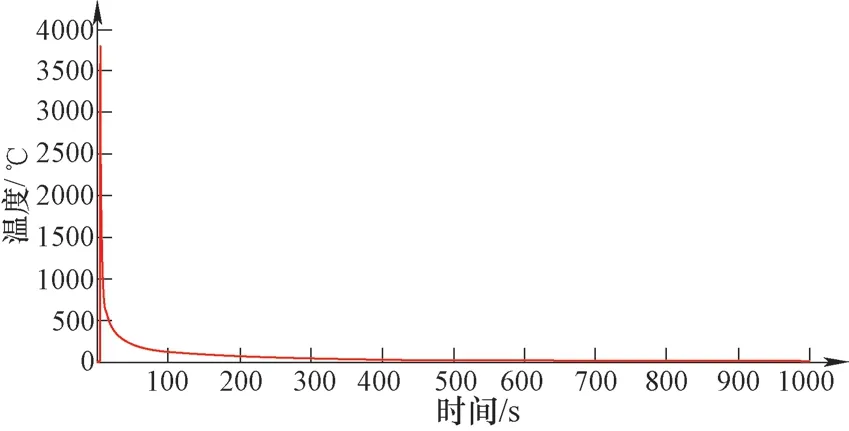
图6 T形接头某一节点不同时刻的温度分布曲线
3.2 组织成分变化
整个焊接过程除了温度场的急剧变化之外,焊缝的组织成分变化对整个焊接接头的力学性能也有重要的影响。T形接头焊缝处某一位置各相组织含量随时间的分布变化如图7a所示,焊前焊缝处的材料金相组织主要为铁素体、珠光体,如图7b所示。随着焊接过程的进行,当温度升高至727℃时,铁素体和珠光体开始转变为奥氏体,温度继续升高,当达到材料上转变温度A3线以上时,全部转变为奥氏体,焊缝组织的奥氏体含量急剧增加。焊接完成后,由于失去电弧的加热作用,焊缝位置急速冷却,过冷奥氏体冷却至550℃以下,奥氏体低碳区形成铁素体晶核,从晶界向晶内急剧长大,随着铁素体的增长,多余的碳原子在晶界析出,形成渗碳体并分布在铁素体条之间,最终形成贝氏体组织。同时,当温度降低至Ms点温度以下时,存在极大过冷度的奥氏体组织马氏体形核长大,因快速冷却而生成大量马氏体。当到达Mf点温度时,马氏体转换结束。最终焊缝组织转化为贝氏体和回火马氏体,成分趋于稳定。由此得知,S355J2G3薄板的T形焊接接头最终得到的组织为贝氏体和回火马氏体。因此,该材料在焊接冷却过程中,热影响区容易产生淬硬的马氏体组织,使近焊缝区硬度提高、塑性下降,容易产生焊接冷裂纹。实际施焊过程中应选用低氢焊接材料,根据具体情况进行焊前预热和焊后热处理。

图7 T形接头焊缝处某一位置各相含量随时间的分布变化及初始组织
3.3 应力场分布
采用数值模拟软件对T形接头的整体变形量进行分析。通过模拟发现,随着焊接过程的进行,整个T形接头的变形量越来越大。T形接头在t=1000s时的整体变形量如图8所示。由图8可看出,先焊位置的变形要比后焊位置处的变形稍大,并且距离焊缝越近变形越严重,变形最大的区域发生在竖版的顶端部分,因此热影响区的变形要比远离焊缝区域的变形量大。同时,从图8b可看出,T形接头在焊接完成后有明显的上翘趋势。为了防止T形接头焊接变形,实际焊接时可采用反变形法或合理的装配和焊接顺序。
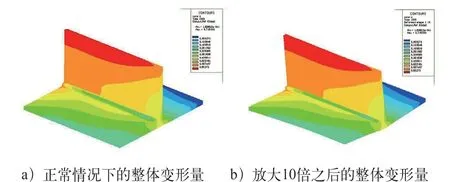
图8 T形接头在t=1000s时的整体变形量
T形接头焊缝某一位置处的平均应力随时间变化曲线如图9所示。由图9可见,接头的平均应力先急剧增大,然后由焊接压应力转换为焊接拉应力,减小一定量后再次增加,最后趋于稳定。最终焊接接头表现为焊接拉应力。这是由于施焊过程中,焊缝附近的温度较高,而焊缝以外的区域温度急剧下降,焊缝处受热产生膨胀变形,但这种膨胀变形会受到低温区域的约束,从而产生压应力。在焊缝的冷却过程中,焊缝收缩产生收缩变形会受到邻近低温区域的影响从而产生拉应力,最终焊缝处的应力由压应力转变为拉应力,焊接完成后呈现为残余拉应力。焊接残余应力的存在为焊缝裂纹的产生创造了条件,因此为了保证焊接接头的整体性能,建议进行焊后消应力处理,以消除残余应力的影响。

图9 T形接头焊缝某一位置处的平均应力随时间变化曲线
4 结束语
通过对T形接头焊接过程的数值模拟可看出,焊接是一个快速加热、冷却的过程。当母材选用低合金高强度钢S355J2G3时,最终得到的为贝氏体和回火马氏体,且近焊缝区域容易产生淬硬的马氏体组织。焊接完成后会产生一定的变形,平板两侧有明显的翘起,并且存在一定的焊接残余应力,焊接过程容易产生焊缝冷裂纹。因此,为了保证T形接头的焊接质量,建议采用低氢型焊接材料,且进行焊前预热、焊后热处理来减缓冷却速度,防止产生淬硬组织,消除焊接冷裂纹产生的条件。同时,为了防止焊接变形,可采用反变形法或合理的装配与焊接顺序。
