热加工对铝合金组织和性能影响的研究现状
2024-03-01林雨溦
林雨溦
(重庆科技大学冶金与材料工程学院,重庆 401331)
0 前言
铝在地壳中的含量丰富,仅次于氧和硅。目前,铝是最常用的有色金属。纯铝的强度较低,其抗拉强度约50 MPa,限制了铝的应用。在纯铝中添加其他合金元素,可制造出满足各种性能、功能和用途的铝合金材料。根据添加合金元素的种类、含量及合金的性能,将铝合金分为两大类:变形铝合金和铸造铝合金。按合金成分和性能的特点,可将变形铝合金分为不能热处理强化铝合金和可热处理强化铝合金两大类,见图1[1]。
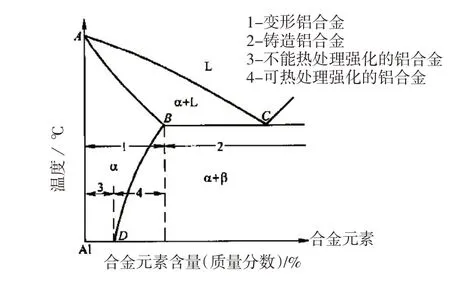
图1 铝合金的分类示意图
铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车轻量化、3C 电子、体育器械、机械制造、船舶及化学工业中已大量应用。表1为变形铝合金系列的命名[2]。图2简要说明了变形铝合金的主要合金元素及合金化的关系[3]。
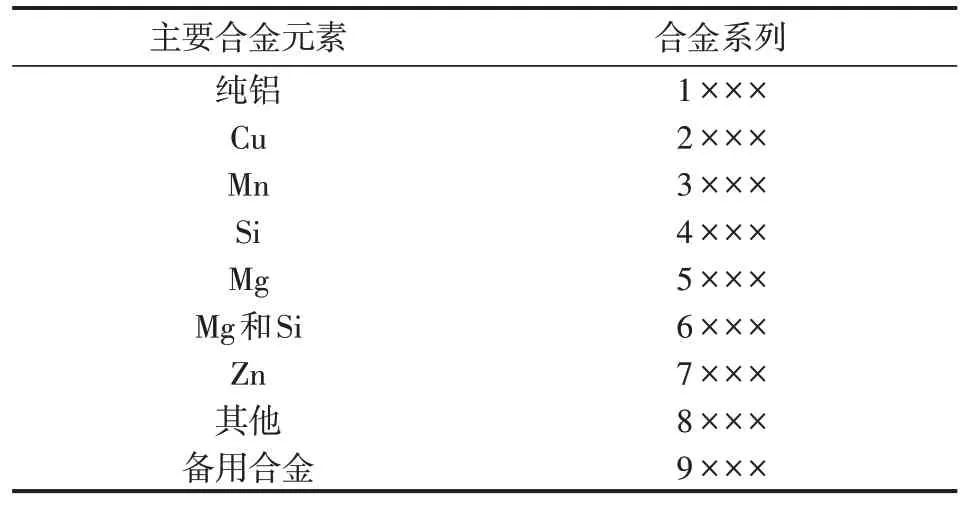
表1 变形铝合金系列的命名
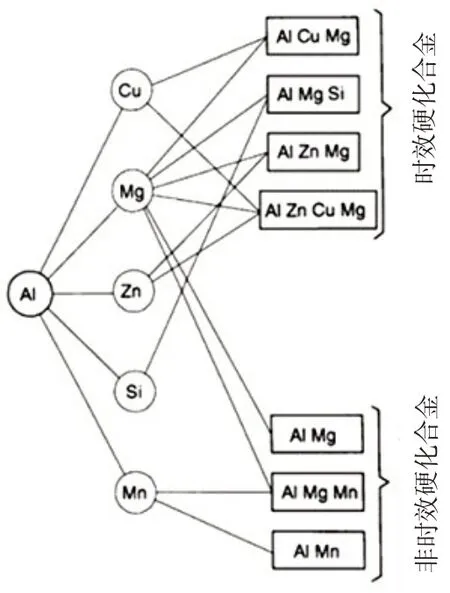
图2 典型变形铝合金的合金化关系
一般来说,变形铝合金产品(铸轧铝合金除外)制备的生产工艺流程是:熔炼铸造(制坯)→均匀化热处理(均质)→热加工(热轧/热挤压/热锻造等)→冷加工(冷轧/冷挤压、室温轧制、冷拉拔/冷锻等) →热处理(退火/固溶淬火/时效等)→产品性能检测(化学成分/力学性能/腐蚀性能/组织等)→包装入库。
本文重点综述变形铝合金的常规热加工(即热挤压、热轧制、热锻压)过程中合金组织的演变,以及对合金力学性能和断裂韧性等的影响,并针对目前存在的问题及与国外先进热加工技术的差距,提出了今后的发展方向。
1 热加工过程中的组织演变
工业生产铝合金制品时,目前最常用的方法是采用直接水冷半连续铸造(DC)制备铝合金锭坯。不同种类的铝合金具有不同的组织形貌和组织特征,但由于半连续铸造的方式及凝固特点,铸造过程中强烈的冷却作用引起的浓度过冷和温度过冷,使合金凝固后的铸态组织偏离平衡状态,铝合金铸锭又有相同或类似的组织特征。图3是7449铝合金铸态的典型组织形貌[4]。

图3 Al-Zn-Mg-Cu 合金(7449合金)铸态组织形貌
铝合金铸态组织特征表明,合金铸态时(铸轧铝合金不在此列)的强度低、塑性差,耐腐蚀性能也差,这极大地限制了铝合金的实际应用。在工业生产中,采用塑性变形和热处理等加工方式,改变合金组织结构,调控合金显微组织特征,以获得期望的综合性能。
塑性变形主要是热加工和冷加工。热加工是铝合金生产制备的重要工序之一。铝合金的热加工是指铝及铝合金锭坯在再结晶温度以上所完成的塑性成形过程[5]。但实际生产中的热加工变形温度可低于该合金的再结晶温度,一般根据合金的热塑性温度范围选择热加工温度。
热加工变形能有效地改变铝及铝合金的铸态组织。一是热加工变形使铸态组织中粗大的柱状晶粒破碎,经过多次反复变形,使合金的组织成为较均匀细小的等轴晶粒,同时,还能愈合合金组织内部的部分微裂纹;二是在外力的作用下,可促进铸态组织中存在的气泡焊合,缩孔压实,疏松压密,合金材料变为较致密的组织结构;三是由于高温原子热运动能力加强,在压应力的作用下,借助原子的自由扩散,可降低合金的微观偏析程度,提高合金铸锭化学成分的均匀性。图4为7085合金铸态和加工态的显微组织,从图中比较可以看出,变形加工后固溶处理比均匀化处理后的铸态晶粒尺寸更细小[5-6]。
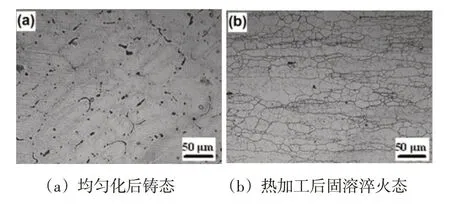
图4 7085合金的铸态和变形加工后固溶淬火态显微组织
常见的铝合金热加工方法有热挤压、热轧制、热锻压、热顶锻、液态模锻、半固态成形、连续铸轧、连铸连轧、连铸连挤等。热加工时,锭坯的塑性较高而变形抗力较低,可以用加工能力较小的设备生产变形量较大的产品。为了保证产品的组织性能,应严格控制工件的加热温度、变形温度、变形程度以及变形终了温度和变形后的冷却速度。
1.1 热加工变形温度对合金组织的影响
热加工过程中,变形温度对材料的机械性能影响最大,它直接影响到变形组织、位错亚结构、第二相析出速度、析出物大小和形状以及后来的转变。变形温度对位错密度的影响十分显著,位错密度随变形温度的升高而呈下降趋势。在变形初期,随着变形量的增大,合金内部的位错逐渐堆积,位错密度逐渐增加。位错与位错之间,以及位错与第二相之间的交互作用使位错被限制在一定区域内,形成胞状组织[7](见图5)。如果变形温度较高,原子的可动性增强,位错可通过交滑移和攀移,造成异号位错湮没,同号位错重组,并发生多边化。这种过程使变形晶粒的能量降低,出现动态软化现象,变形从加工硬化阶段逐渐向稳态阶段转变。当变形温度较低时,动态再结晶没有足够的驱动力,合金主要发生一定程度的动态回复,微观组织表现为典型的亚晶结构[8](见图6),但是,变形所导致的位错增殖和塞积程度大于动态回复所湮没的位错,所以位错密度仍然较高;当变形温度较高时,位错的迁移能力变强,局部区域形成的高密度位错促使合金发生动态再结晶,位错密度下降[9]。

图5 铝及铝合金位错亚结构演变示意图

图6 铝合金热加工过程中典型的动态回复组织(TEM)
1.2 热加工变形程度对合金组织的影响
随着变形程度的增加,亚晶不断吞并长大,慢慢形成再结晶晶粒,即发生了连续动态再结晶,合金中的亚晶界逐渐消失,晶界变得清晰,位错密度减小。研究表明,较大变形程度对合金动态再结晶的充分进行有利。因为动态再结晶的驱动力来自于轧制过程中的应变能,当变形程度较小时,应变能不足以满足所有晶粒发生动态再结晶所需要的能量,除热量耗散外,材料吸收的大部分应变能通过动态回复释放,不出现或者发生少量不完全的动态再结晶。随着变形程度的增加,晶粒变形严重,储存能增加,再结晶晶粒的形核率和长大速度均得到提高,应变产生的大量空位使位错快速攀移,使得动态再结晶可以在合金中充分进行。
陈高红[10]等针对不同热轧工艺制备的7B50-T7751 铝合金厚板,通过金相显微镜、EBSD 等方法对合金的组织特征进行了表征与分析,并对比分析了不同热轧工艺制备的板材的室温拉伸性能和断裂韧性。结果表明,轧制过程使板材织构呈不均匀分布,板材1/4厚度位置主要是变形织构,1/2厚度位置主要是再结晶织构,织构强度较1/4 厚度位置的弱。通过减少轧制道次、提高道次变形量、提高终轧温度可以使板材在热轧过程中充分回复,释放变形储能,在后续热处理后不同厚度位置均保留变形织构(见图7)。变形织构可以有效提高合金的断裂韧性和拉伸性能,同时也增加了厚板的各向异性。

图7 7B50合金厚板在不同热加工变形程度下的显微组织
1.3 热加工变形速率对合金组织的影响
单位时间内的相对变形量称为变形速率,即相对变形量对时间的变化率。变形速率较低时,材料变形时间长,位错可以通过攀移和滑移进行对消,位错反应充分,晶粒内位错密度较低。充分的变形时间为再结晶晶粒的形核提供了很好的结构条件,但合金储存能较少,应变能提供动态再结晶所需要的驱动力较低,所以只能在具有能量起伏的局部区域率先形核,再结晶形核率较低,但动态再结晶晶核有充分的时间继续长大。当变形速率增大时,材料单位应变热激活能增大,位错活性增强,易于扩散和增殖,但材料变形时间短,位错来不及攀移,变形储存能没有时间释放,位错塞积现象严重,位错密度较高。此时,再结晶形核位置多,且来不及长大,晶粒细化[11-13]。同时,位错可动性增强也使亚晶界应力场影响范围扩大,亚晶界之间的距离变大,亚晶尺寸变小[14-15]。
郭端路[16]研究了6016 铝合金在热拉伸温度为500 ℃时不同应变速率下变形后的显微组织形貌,见图8。比较发现应变速率0.01s-1下动态再结晶结果最好,晶粒为等轴晶,相比较原始晶粒更细小,圆整度更好,而且尺寸更均匀。研究表明,应变速率影响动态再结晶过程的机制主要体现在:应变速率的降低延长了变形时间,一旦发生动态再结晶形核,则晶核就有足够的时间长大。相反,在高应变速率下材料的变形时间很短,晶核来不及长大,所以常在被拉长晶粒晶界周边发现许多很细小的晶粒组织。
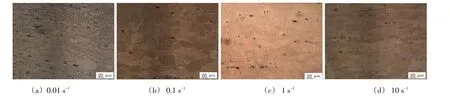
图8 不同应变速率下的6016铝合金显微组织(热加工温度为500 ℃)
1.4 合金元素对合金热加工后组织的影响
低层错能的合金元素可以改变热加工过程中的动态回复机制。在达到临界应变后,降低堆垛层错能的镁元素含量元素不足时会降低动态回复的趋势,从而导致动态再结晶。一般来说,动态再结晶似乎不会发生在含有少于4% Mg 的铝合金中。含Cu、Zr 等溶质的铝合金不发生动态再结晶,在这些合金中,析出相粒子的存在降低了晶界的流动性,甚至降低了静态再结晶的形成速率。
2 热加工对合金性能的影响
合金的组织决定了合金的性能,不同合金的性能对应不同的合金组织。合金铸态组织在晶界和枝晶界存在有大量的非平衡共晶,严重影响合金在铸态时的强度与塑性。表2为2024铝合金铸态时不同部位的力学性能。同一根圆铸锭,由于铸锭不同位置的晶粒大小不同,不同部位的性能也有差异,如表2、图9[17]所示。总体来说,合金铸态的强度较低,其塑性尤其差,极大地限制了合金的应用。

表2 2024合金圆铸锭铸态时不同部位的力学性能
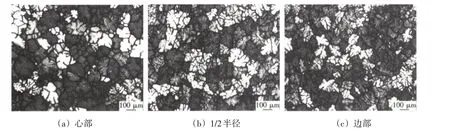
图9 2024合金铸锭不同部位的晶粒组织
工业生产中采用热加工变形等加工方式,破碎铸态组织中粗大的柱状晶粒,尽可能消除铸态组织中的疏松、微孔等缺陷,获得较均匀细小的等轴晶粒的合金组织,从而明显改善合金的性能,实现合金的强韧性配合。
表3为2024铝合金热挤压加工及固溶时效热处理后的力学性能[18],与合金铸态时的力学性能比较,热加工后的合金材料,其力学性能及塑性获得了极大的提升,这与合金的显微组织相对应,如图10 所示。由于美铝2024 合金在热挤压过程中发生了动态再结晶,使得材料软化,硬度和强度均有所降低。

表3 2024合金挤压型材的力学性能
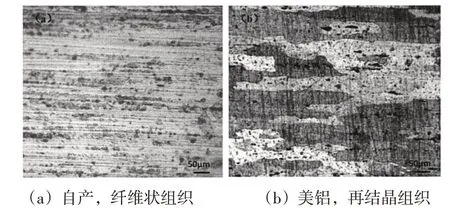
图10 2024合金挤压型材纵截面显微组织
昌江郁[19]等研究了厚度为20 mm7056铝合金板在厚度方向的组织、织构、性能以及轧制变形规律,重点揭示厚度方向1/4 处轧制变形与织构和性能的关系。研究结果表明:从厚板表层到心部再结晶程度逐渐增加;板材强度沿厚度方向呈“W”型分布,在厚度方向1/4 处强度最低(见图11)。其主要原因是轧制过程中厚板1/4 层的剪切应力显著比表层与心部的大,且该层的应变、应变速度和金属流动速度比表层的高,引起轧制变形不均匀。
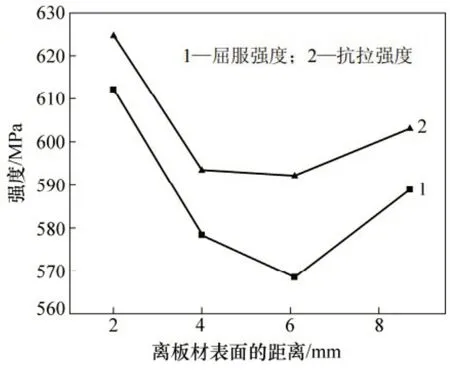
图11 7056合金轧板厚度方向上不同位置的力学性能
图11可以看出,从板材表层到心部,抗拉强度与屈服强度均呈先降低后升高的趋势,在厚度方向1/4 处附近抗拉强度与屈服强度达到最低值。其表层抗拉强度为625 MPa,屈服强度为612 MPa;心部的抗拉强度为603 MPa,屈服强度为589 MPa;最低点的抗拉强度为592 MPa,屈服强度为568 MPa。研究认为,轧制期间铝合金轧板沿厚度方向上1/4 处的剪切应力、轧向应变、轧向应变速度与轧向金属流动速度比表层大,引起轧制加工的变形不均匀,即热轧制加工不同的变形程度导致合金呈现出不同的力学性能。
袁鸽成[20]等采用正向挤压法,研究了挤压温度和挤压速度对7075 铝合金挤压性能的影响规律。结果表明:当加热温度为340~420 ℃时,7075 合金的挤压流出速度可控制在2~6 m ⋅min-1范围内;随加热温度的增加,突破挤压力降低,但合金的挤压成形性能明显变差,许可挤压速度减少;随加热温度的降低,挤压成形性能提高,但突破挤压力增大,可能造成闷车现象;加热温度及挤压速度对合金挤压变形后的微观组织及硬度无明显影响,合金均将发生动态回复或部分再结晶。
张新[21]等采用挤压铸造成形工艺制备7055高强铝合金,研究了热挤压参数对合金力学性能及微观组织的影响。结果表明,热挤压态下的7055 铝合金的微观组织和力学性能均优于铸态,并且晶粒随着比压的增加趋于细化,抗拉强度随着比压的增加趋于提高。当比压为75 MPa时,在730 ℃温度下进行挤压浇注,经过双级固溶处理和时效后,合金的晶粒明显细化,抗拉强度达到681.4 MPa,伸长率达到7.14%。
在热轧变形加工过程中,通过减少轧制道次、提高道次变形量、提高终轧温度,可以使7B50-T7751铝合金板材在热轧过程中充分回复,释放变形储能,在后续热处理后由于变形储能小而抑制再结晶,不同厚度位置均保留了大量的变形织构。变形织构可以有效提高7B50-T7751 铝合金的断裂韧性和拉伸性能(见表4),同时也增加了各向异性[10]。

表4 7B50-T7751合金80 mm厚板的断裂韧性
热轧制、热挤压和热锻造等热加工变形,均是将铸态的合金锭坯在合金具有较好的热塑性的高温温度范围内加工变形,合金由铸态组织转变为变形组织,以获得不同形状、不同尺寸和不同性能的铝合金材料。热变形加工方式不同,获得的合金材料组织也不相同,其性能也各有差异。对同一种铝合金来说,热挤压时合金材料三向受力变形,晶粒相对最为细小,抗拉强度最高;热轧制时合金材料两向受力变形,合金强度次之;热锻造时合金材料的变形程度相对较小且组织不均,其强度相对最低。
3 结论
目前,铝合金热加工技术与前三十年相比,并无根本改变和明显进步,但近些年,随着热加工装备的发展和对铝合金加工基础特性研究工作的重视,尤其是近年来铝加工模拟仿真技术的高速发展,对材料微观组织的调控精度在不断提高,并通过实验室和工业化生产的大量数据积累,在合金的均匀化热处理、热加工变形温度-终了温度的控制以及变形程度与变形速度的控制等方面,已经形成了较完善稳定的工艺技术文件和规范的操作规程。但仍然与国外先进的铝合金热加工技术存在明显的差距,主要表现在铝合金厚板和铝合金锻件的组织、性能均匀性和稳定生产等方面。
铝合金热加工变形是制备铝合金产品重要的工序之一。应强化铝合金加工变形基础特性研究,借助先进的加工设备、组织表征及性能检测和模拟仿真技术,精确控制热加工过程中合金的第二相的溶解与析出、数量、形貌以及分布,掌握热加工变形程度的大小对合金变形畸变能、残余应力、疏松组织焊合以及后续热处理合金再结晶程度的影响机理,探明热加工温度场、加工变形率及变形速率等对合金组织及性能的影响规律,实现热加工变形对铝合金组织的精确调控,从而获得组织均匀、性能稳定的铝合金加工产品。