燃气轮机联合循环发电系统的设计优化与实践
2024-02-28王博,礼响
王 博,礼 响
(本钢板材股份有限公司能源管控中心,辽宁本溪 117000)
引言
截至2021年底,本钢板材股份有限公司高炉煤气发电还是以高温高压参数的BTG 发电模式为主。老旧BTG 发电机组经过十几年运行后,效率低下,客观上有优化的需求,加上国家环保和能耗要求的提高,因此本钢引进燃气轮机联合循环发电工艺。
在全国多地限电的政策背景下,本钢集团投资建设CCPP 燃气轮机联合循环发电项目。该项目利用炼铁工艺副产物(高、焦炉煤气)发电,具有发电效率高、环境污染小等特点。平均发电效率45%,与常规高温高压锅炉发电机组相比,提高50%以上,废气排放满足国家超低排放标准。
该发电项目主要新增设备包括1 台AE94.2KS型燃气轮机、1 台蒸汽轮机、1 台余热锅炉、2 台发电机。燃机采用低位布置,汽机采用高位布置。蒸汽轮机为三压、再热、双缸、向下排汽、单轴凝汽湿冷汽轮机。余热锅炉为卧式、自然循环、三压、再热、无补燃、全封闭布置结构。
该项目投产后,为本钢提供大量电能,既增加了公司用电量的自给率,缓解电网的供电压力,也符合国家有关钢铁企业余能回收利用的要求。该项目的建成,在进一步提升高炉煤气综合利用效率、增加发电量的同时,也提高了本钢高炉煤气的回收率,减少了煤气放散对周边环境的污染。
1 国内钢铁企业CCPP发展概况
当前钢铁行业高炉煤气的综合利用率已经超过95%。由于钢铁产量与高炉煤气产生量是正相关的,按照钢铁行业数据,每吨生铁约产生1 500 m³高炉煤气,按照7 亿t 钢产量推算,每年约产生100 000 亿m³高炉煤气,扣除高炉热风炉和钢厂其他工艺需要,约有5 000 亿m³~7 000 亿m³高炉煤气可用于发电。按照平均热值3.5 MJ∕m³,行业平均25%~30%的热电转换效率估算,总的高炉煤气发电市场容量约为5 000~8 400 MW。目前高炉煤气发电市场还是以各种参数的BTG 发电模式为主,但大量钢铁企业老旧的BTG 发电机组经过十几年运行后,效率低下,客观上有优化的需求,加上国家环保和能耗要求的提高,部分钢铁企业会考虑以高效的CCPP 机组替代原有BTG 机组。此外,还有钢厂异地搬迁带来的新项目需求,所以高炉煤气低热值燃机CCPP发电模式未来具有很大的市场潜力。
2 BTG发电与CCPP发电效率对比
在CCPP 模式应用到钢铁行业发电领域之前,钢铁厂高炉煤气发电方式通常为传统的BTG 发电模式(见图1),参数和装机容量由小到大逐渐增加,效率因此也不断增加。目前国内主要钢铁厂普遍采用的高炉煤气发电机组有50~80 MW 和135 MW两种等级。

图1 钢铁厂BTG发电流程示意图
用于高炉煤气发电135 MW 等级的汽轮机,汽轮机效率约为43.9%,燃气锅炉效率约为88%,整个发电系统的总效率约为38.6%。BTG 模式具有投资小、运行稳定、可纯烧高炉煤气、技术成熟等特点,近年来仍然是部分钢厂首选的方案,如湘钢、沙钢、中天钢铁、韶钢等,选择了超高压参数135 MW 机组。但从钢厂长远投资回报来看,BTG 发电模式效率无法突破40%,相比CCPP 模式45%~47%的效率要低很多。
因此从效率角度来比较,CCPP 模式优于BTG模式。
3 本钢CCPP发电项目关键技术和创新点
3.1 燃气轮机排气余热阶梯性的充分利用[1]
为了减少由于不等温传热带来的㶲损失,对燃气轮机排气余热进行阶梯利用,对烟气侧与水侧平均温差大的过程进行分段布置,设计为三压再热汽水系统,其中设置了两级高压省煤器、两级高压蒸发器、两级高压过热器;同时将受热面合理布置在烟气侧,保持各受热面最小节点温差,而不是将受热面由低压到高压依次排列。同时系统设计了再热蒸汽循环,可有效提高汽轮机循环热效率。
本系统优化了受热面布置,烟气侧高温段至低温段依次为:2 级高压过热器、2 级再热器、1 级再热器、1 级高压过热器、2 级高压蒸发器、1 级高压蒸发器、中压过热器、第二级高压省煤器、中压蒸发器、低压过热器、中压省煤器、第一级高压省煤器、低压蒸发器、低压省煤器。
3.2 中间冷却器冷却水系统优化设计
煤压机中间冷却器冷却方案(优化前见图2、优化后见图3),由于原设计方提出凝结水需经过煤压机中间冷却器进行加热,而凝结水量不足以满足中间冷却器的冷却水流量,所以原设计中间冷器的冷却需要依靠闭式水和凝结水系统共同完成,采用的方案为凝结水与闭式水混合后一同进入间冷器。由于间冷器出水总水量为660 t∕h,去余热锅炉的水量仅为240 t∕h,有420 t∕h 的水量是再循环状态,系统运行调控较复杂,原设计不利于系统运行的稳定性和可靠性。本次方案优化为:凝结水与闭式水不混合,另外设置一套高温闭式水系统,煤压机的冷却全部靠闭式水进行冷却;煤压机出口的高温闭式水一部分靠凝结水进行冷却,一部分靠燃机预热器进行加热,剩余的全部利用开式水进行冷却;凝结水与开式水分别设置自身系统的板式换热器,通过增加两套板换系统使系统调节变得清晰简单,系统运行更加安全可靠。

图2 间冷器冷却水系统优化前

图3 间冷器冷却水系统优化后
3.3 燃机进气加热系统回收
为进一步提升单燃机和联合循环效率,提高能源利用率,在空气进气系统中增加进气加热系统。
进气加热系统通过在进气系统中增加气水换热系统,提升压气机入口温度来提升名义负荷率,以达到提升部分负荷工况下燃机效率的目的。提升进气温度会使燃机排烟温度上升,从而进一步提升汽机出力,达到提高联合循环机组整体热效率的目的,即通过控制压气机进气温度实现机组运行时效率最优。
进气加热给水取自间冷器的出口热水,气水换热器设置在进气过滤系统之前。
3.4 凝结水系统优化设计
原设计中凝结水系统只设一级升压泵,即从凝汽器送出的凝结水经凝结水泵一级升压后就达到满足余热锅炉进水的压力。凝结水系统采用一级升压造成凝结水压力过高,冷却水的板换承压能力也需要提高,而换热设备无法满足承压要求,所以现阶段将凝结水升压分为二级,中间冷却器之间的凝结水压力按冷却水压力选择,经过间冷器换热后的凝结水再进行二次升压,压力升至满足余热锅炉压力需求,表1为两种方案主要设备的对比。
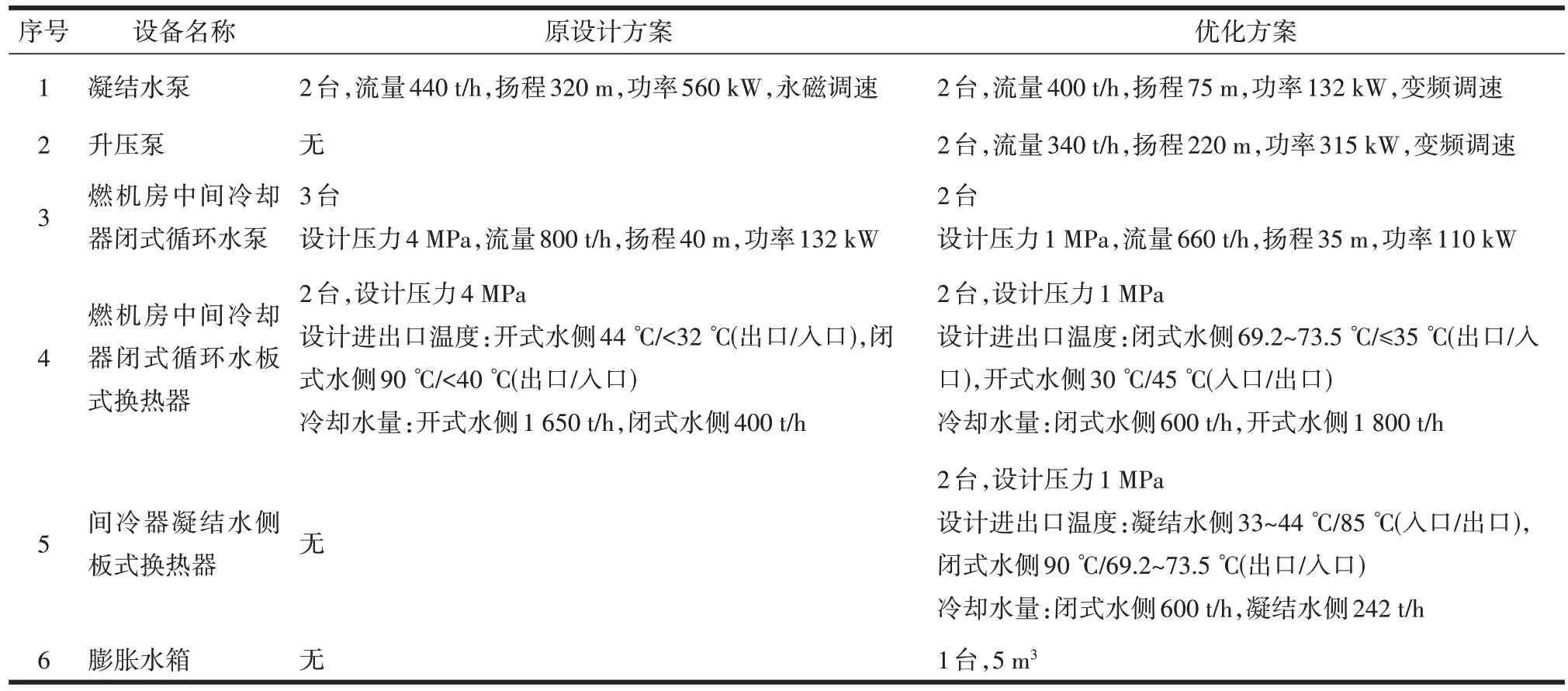
表1 方案优化对比表
3.5 煤压机级间冷却再压缩[2]
本钢CCPP 煤气系统包括煤气导入系统及煤气加压系统。
煤气导入系统为煤压机系统提供具有合格压力、温度、纯度与热值的煤气,以满足煤气压缩机的稳定与连续运行,主要包括天然气加压、焦炉煤气加压、高焦煤气混合、混合煤气加压4个主要工艺单元。焦炉煤气先经加压,再与高炉煤气混合,混合煤气经电除尘器后送去煤压机系统。
煤气在煤压机系统通过加压、冷却、再加压后进入合成气模块,通过燃料喷嘴喷入燃烧室后燃烧,燃烧后的高温烟气进入燃气轮机膨胀做功,带动燃气轮机转子转动,拖动发电机发电。
本项目煤气压缩机采用级间冷却再压缩的技术,降低了煤压机功耗,提升了联合循环出力及效率。压缩机介质为可压缩性流体时,全压必须要考虑流体密度、比容的影响。压缩过程中,流体的温度升高,密度降低,压缩机全压能头降低。因此将一级压缩改为两级压缩,并对中间过程流体进行冷却,提升流体密度,可有效提高全压、降低能耗,同时可回收压缩过程中产生的热量,提升循环热效率。
低压煤气压缩机为静叶可调轴流式压缩机,效率高、能耗低、调节范围宽。气缸和转子结构、轴承系统和叶片装置或叶轮是成熟的设计。高压煤气压缩机是离心型,采用气缸和转子结构。二者在最大和最小的环境温度下,以规定的转速运行时,低压煤气压缩机能在任何负荷条件下运行而没有喘振或不稳定流动。
在煤气加压流程中,压力为0.1 MPa、温度为45 ℃、流量为328 000~384 000 m3∕h 的干态混合煤气,先经低压煤压机加压至0.6 MPa、257 ℃,经中间冷却器定压冷却至55 ℃,再经高压煤压机加压至1.9 MPa、197 ℃。
3.6 静电除尘器废水处理系统有效降低废水排放[3]
静电除尘器用水由生产净水经泵加压后提供,供水压力为0.50 MPa,水量为32 m3∕h,使用后水温升高并含有酚、氰等有毒物质,回水自流至EP 电除尘器排水坑,经泵加压后送至焦化厂处理。废水总水量约32 m3∕h,废水中主要污染物为SS、COD、酚、氰,其浓度分别为400 mg∕L、40 mg∕L、0.03 mg∕L、0.07 mg∕L。本项目在通过竣工验收后的1年运营期内,要求EP(湿式电除尘器)送至本钢板材焦化厂的平均废水排放量≤10 t∕h、峰值排放量≤15 t∕h。经用户使用后的水含有少量灰,回水通过无压排水进入给水池,再通过泵组加压送电除尘器循环使用。系统运行后,循环水中的盐分会不断浓缩,为维持系统的正常运行,需要不定期地进行排污。为了保证循环水水质,在循环水系统中设有旁通过滤器,以去除水中悬浮物。旁滤水量为17 m3∕h,占循环水量的50%。旁通过滤器定时反洗,反洗水经收集排至反冲洗集水坑,由泵组送至焦化处理单元。在整个系统的正常运行过程中,由于系统排污,造成系统水量的减少,需要向系统补充新水。整个系统的补充水由净环水系统供给。混合煤气电除尘系统采用PLC+LCD 集中控制方式,在控制室集中操作,另设机旁手动操作按钮,供就地调试、检修时使用。EP废水处理流程图见图4。

图4 EP废水处理流程图
3.7 燃机氮气吹扫系统优化
燃气轮机每次以合成气作为燃料运行后,需要用氮气从合成气控制阀到燃烧室管线进行吹扫,以避免合成气管线有残余煤气,产生火灾风险,该操作称为氮气吹扫,在合成气紧急关断阀关闭时自动启动,当燃气轮机处于待机状态时,也可通过操作员命令启动吹扫。如果合成气管线未工作,则每个合成气控制阀和相关紧急关断阀之间的管道部分可填充氮气,作为氮气隔离,以避免燃气轮机待机时合成气泄漏至燃烧室,该操作称为氮气隔离。
燃机氮气吹扫对氮气的需求量为6 kg∕s,吹扫时间为100 s,用气压力为1.8~2.1 MPa。
系统配置2 套活塞式氮压机,用来将氮气由0.4 MPa 加压至4.5 MPa。氮压机采用活塞式,额定供气流量1 000 m3∕h,入口氮气压力0.4 MPa,入口氮气温度≤45 ℃,出口氮气压力4.5 MPa,电压等级380 V。出口处高压氮气的含油量≤0.1 mg∕m3,压力露点≤-55 ℃,固体颗粒物尺寸≤1 μm,固体杂质含量≤1 mg∕m3。
由燃机吹扫氮气耗量可知,每秒燃机吹扫耗气量大于氮压机供气量的18倍,因此燃机氮气吹扫需要配置合理的储罐容积及台数。高压氮气供需对比情况见表2。

表2 高压氮气供需对比表
原设计采用2台80 m³氮气储罐。根据表2中的对比数据,在4.5 MPa储气压力下,水容积80 m³储气罐可储存3 680 m3氮气,不考虑储气罐放气同时氮压机的供气量,1 台80 m³储气罐储存的氮气可以满足燃机起停约4次的氮气耗量,2台储气罐可在达到额定充气压力后满足燃机起停约8 次的氮气耗量,选用2 台80 m³储气罐的方案,容积余量过大,不经济适用。
计算过程如下:
(1)计算燃机吹扫一次氮气用量Q:
式中:Q—吹扫一次氮气总用量,kg;
q—单位时间氮气耗量,kg∕s;
H—单次吹扫时间,h。
燃机氮气吹扫一次的氮气需求量6 kg∕s,吹扫时间100 s,Q=6×100=600 kg。
(2)计算4.5 MPa、80 m³、20 ℃储罐条件下储存氮气质量M储罐:
式中:M储罐—储存氮气质量,kg;
n—物质的量,mol;
MN2—氮气摩尔质量,g∕mol;
P—压力,MPa;
V—体积,m³;
R—理想气体常数,J∕(mol·K);
T—热力学温度,K。
经查氮气理想气体常数为8.1345 J∕(mol·K),摩尔质量为28 g∕mol。
(3)计算4次吹扫后储罐压力P4:
式中:P4—4次吹扫后储罐压力,MPa;
P—储气罐注满后储罐压力,MPa;
M4—吹扫4次后剩余的N2质量,kg。
吹扫第5次,压力就无法满足吹扫需求,即4.5 MPa,80 m³储罐可满足4次吹扫。
水容积80 m³储气罐的体积较大,从罐体布置角度考虑,目前厂区内找不到安装2 台2 m×22 m 储气罐的合适位置。选用80 m³储气罐,因罐体壁厚约32 mm,且为压力容器,必须在制造厂制作为成品,考虑外包装后,包装外形可能达到24~25 m,给设备运输造成很大困难。
因此将方案由2 台80 m³的储气罐优化为3 台20 m³氮气储罐。
水容积20 m³储气罐可储存1 000 kg 氮气,可以满足燃机起停约1次的氮气耗量,3台达到额定充气压力后满足燃机起停约3 次的氮气耗量(不考虑储气罐放气同时氮压机的供气量),同时可以将氮压机出口压力1.8 MPa 设置为自动启动,满足燃机连续多次启动需求。
4 结论
本钢CCPP 项目每年可发电约13 亿kWh,能充分回收炼焦、炼铁、炼钢过程中产生的焦炉煤气、高炉煤气,有效降低大气污染物排放,进一步提高生态环保水平,具有明显的社会效益。
在降本增效方面,目前本钢板材主要依赖东北电网系统供电,CCPP 发电项目投运后,可充分回收煤气资源进行发电,有效提升了板材厂区自发电率,增加了用电量自给率,降低了本钢外购电费的同时,缓解了东北电网的供电压力。
在企业长远发展方面,CCPP 发电项目的自发电量将部分输送给220 kV 变电站,220 kV 变电站采用灵活的运行方式调整板材厂区用电负荷,将进一步推进本钢集团产品结构调整和特钢电炉升级改造,为产能置换和设备升级改造提供了有利支撑,对推动企业高质量发展具有重要战略意义。