大幅面3D打印边缘能量均匀化畸变消除
2024-02-22王宜怀施连敏李春亭
张 露,王宜怀,施连敏,2,李春亭
(1.苏州大学 计算机科学与技术学院,江苏 苏州 215006;2.武夷学院 认知计算与智能信息处理福建省高校重点实验室,福建 武夷山 354300)
0 引 言
在众多3D打印工艺中,液态树脂光固化技术是发展最早,现阶段最成熟且使用最广的3D打印工艺[1],主要包括立体光刻技术[2](stereolithography,SL)和数字光处理技术[3](digital light processing,DLP)。相对于SL的线扫描打印方式,基于掩膜投影的DLP光固化技术打印速度更快,成型精度更高、表面质量更好[4,5],在精密制造、生物医疗、航天航空等先进领域应用广泛,成为当前3D打印行业的研究重点[6,7]。连续无分层液体界面提取技术[8](continuous liquid interface production,CLIP)是Carbon 3D公司在2015年提出的一项颠覆性的光固化3D打印技术,它借助氧气对自由基树脂在光固化过程中氧阻聚效应实现了高速连续无层打印[9,10],突破了传统DLP型光固化工艺分层打印会造成打印速度与打印质量相互制约的问题,在高速度、高表面质量、高精度和高性能方面表现出独特的优势[11-13]。
由于DLP投影尺寸的有限性,CLIP型3D打印机难以使用单一的投影设备制造大尺寸的三维模型实体。多投影设备固定集成的拼接方式是一种系统稳定并能保证成型精度的扩大印刷幅面的方法,但投影面在拼接处产生的光学接缝会导致三维模型实体在该处因过度曝光而出现明显畸变的缺陷,目前针对该问题的研究相对较少。在基于掩膜投影的光固化3D打印工艺中,灰度掩膜技术是一种简单高效实现投影面紫外光强可控的办法,在消除制造缺陷和提高模型质量方面有普遍应用和明显优势。如Bonada等[14]通过控制灰度分布改善打印系统中的光强分布不均匀的问题。Wang等[15]开发了一种基于灰度掩膜的优化程序,通过控制紫外光的总曝光能来提高打印件的Z向的固化精度和分辨率。Ketki等[16]提出了基于梯度灰度分布控制紫外曝光实现高质量三维固体物体连续成型方案。
本文基于灰度掩膜技术提出了边缘能量均匀化方法(edge energy homogenization method,EEHM),解决在光固化成型阶段多台DLP投影设备固定拼接产生的光学接缝影响模型成型质量的问题。实验结果表明,该方案不仅充分发挥了CLIP高速度、高精度的巨大优势,同时以易于实现、低成本和高效率的方式解决了拼接投影中出现的模型制造问题,提高了成型质量。
1 畸变问题机理和EEHM关键技术分析
通过固定集成拼接多台DLP投影设备以扩大成型幅面时,模型实体往往会在投影面的重叠处产生较为明显的畸变,这会严重影响模型实体的成型质量。本节将重点分析畸变产生的原因并给出EEHM方案的关键技术分析。
1.1 畸变问题机理分析
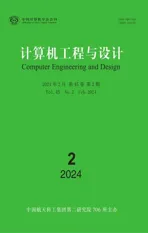
当采用双DLP投影仪协同工作扩大成型幅面时,为保证分割后的切分掩膜图像能在设备边缘处对准构成完整的三维切片掩膜图像,同时抑制投影面上边框效果的产生,相邻投影设备之间需要重叠一定数量的像素,本文使用的拼接模式如图1所示,S1,S2和S3分别对应于DLP1非重叠区域、DLP2非重叠区域和两者重叠区域。
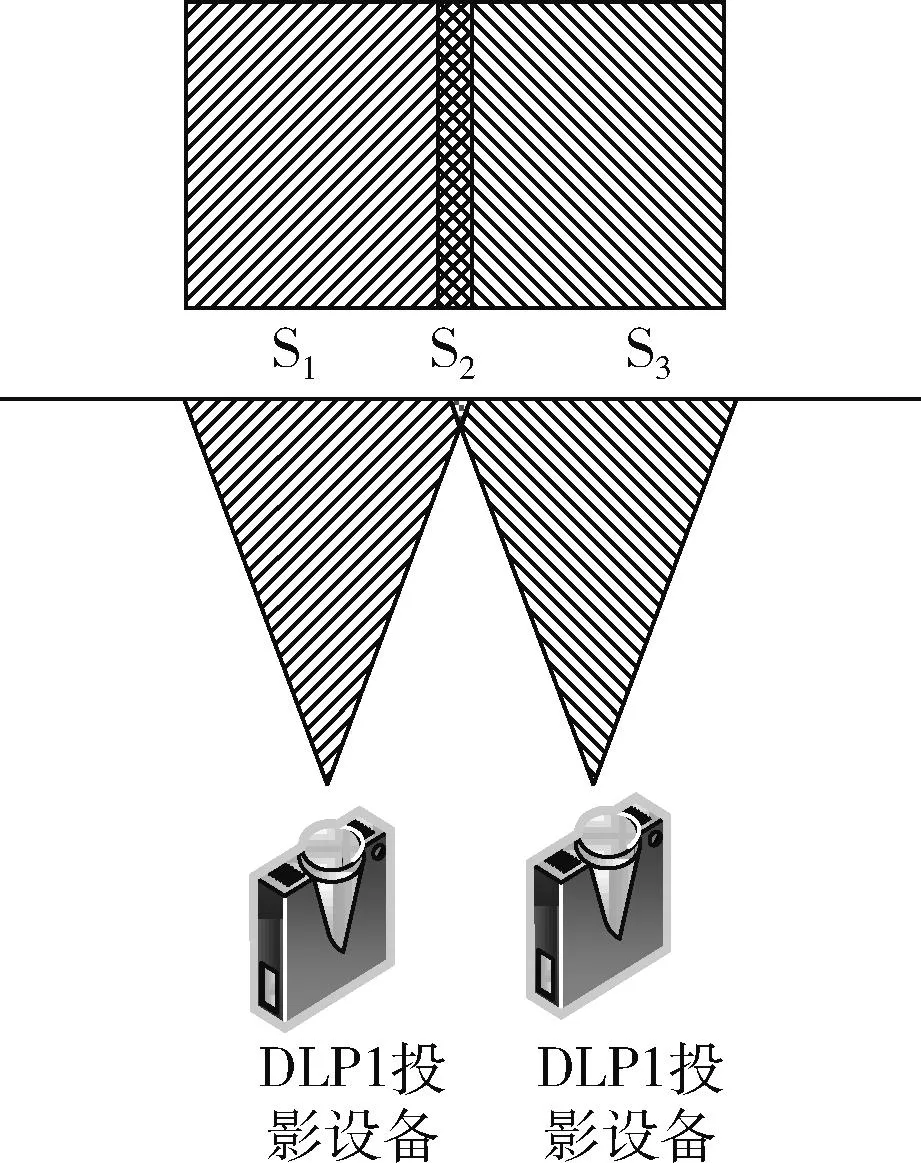
图1 投影仪的平铺模式
当投影仪投射相同的紫外光强时,重叠像素的亮度叠加会导致S3处紫外光强近乎成倍地增长,因此产生光学接缝,在投影面上呈现一条狭长的亮缝。在相同的曝光时间下,紫外光强决定了切片薄层的固化厚度,两者之间的关系可以由比尔-朗伯定律[17]表述,如式(1)所示。Cd代表光敏树脂的固化厚度,Dp代表紫外光在光敏树脂中的透射深度,Ec是光敏树脂发生聚合反应需要的最低紫外曝光能,也称临界曝光能。E为实际打印过程中使用的紫外光强。其中Dp和Ec是与光敏树脂光化性质相关的常数
(1)
从单层切面掩膜图像固化的角度分析,在相同的曝光时间下,当以大于Ec的紫外曝光能Ex进行投影时,S1和S2区域的固化厚度可以表述为式(2),S3区域的固化厚度理论上可以表述为式(3)
(2)
(3)
显然Cd1大于Cd2,切片薄层在S3处固化厚度会大于S1和S2区域,因此产生一定的厚度误差,随着各层掩膜图像连续曝光固化并层层堆叠,S3处的厚度误差被逐渐放大,因此模型实体在拼接处会出现明显的畸变,同时S3处过度曝光也会使该处的硬度大于非重叠区域,打印件在S3边缘处很容易被拉伸,出现断裂的情况。
1.2 EEHM关键技术分析
光固化成型阶段作为CLIP工艺的核心步骤,统一的紫外光强是保证三维模型成型质量的必要条件。EEHM方案利用灰度掩膜的光强可控性调整重叠区域的紫外曝光能,改善拼接投影中因光强不一致导致模型实体表面出现的畸变问题。灰度掩膜是对传统二维切片掩膜图像的改进,传统二维切片掩膜图像是一张张特定像素的黑白二值图像,0代表全黑,255代表全白,介于两者之间的整数值为灰度值,从图像亮度的角度分析,灰度表示像素点的光强,当像素点设定为不同灰度值时,投影面的紫外曝光能也不相同。
为验证本文使用的DLP投影设备灰度值与紫外曝光能之间的关系,将一张全白像素点的掩膜图像投影传输至DLP投影设备,使用光功率计(PM100D,Thorlabs)测量不同灰度值下的能量输出,测量结果如图2所示。实验结果表明,灰度值与紫外曝光能量可以用线性函数来近似模拟,说明重叠区域可以通过调整掩膜图像的灰度值来控制曝光能。
从图像重叠的角度分析,根据灰度值与紫外曝光能的线性拟合函数,重叠处的紫外光强可以通过调整掩膜图像像素的灰度值,以线性衰减的方式获得理论值。例如将亮度127与亮度128的两张图像叠加可得到亮度为255的白色图像,但实际投影画面出现是一个亮度更强的灰色图像,这是因为实际投影中亮度受到投影设备自身性质和外界光照的影响,出现亮度偏移的现象。因此单纯以对半衰减的方式设置重叠像素的灰度值并以特定光强投射掩膜图像,仍然无法获得保证切面固化厚度一致的紫外光强,进而无法保证切面平整。
2 EEHM算法设计与实现
针对对半衰减设置像素点灰度值存在的问题,EEHM方案的设计思想是以实验数据为基础,采用非线性衰减的方式设计一组对称灰度虚拟掩膜,将其与相邻DLP的切分掩膜图像融合,实现对重叠区域紫外光进行均匀化融合处理,保证整个投影面亮度统一。
2.1 EEHM非线性衰减函数设计
EEHM算法的核心在于选取灰度掩膜图像的生成曲线,在二维坐标上,左右重叠区域的衰减曲线如图3所示,X轴为重叠区域像素宽度归一化后的横坐标,投影设备的边缘作为像素点亮度衰减的起始点,重叠区域的内侧边缘处作为像素亮度衰减的终点。Y轴为像素点亮度的衰减系数,0代表完全衰减,1代表不衰减,将其与目标位置像素点的亮度值相乘,即可得到灰度虚拟掩膜对应位置的灰度值。在EEHM方案中,左投影设备选取一条自左向右由1到0的衰减曲线,右投影设备选取一条自右向左由1到0的衰减曲线。将衰减曲线转化为灰度虚拟掩膜图像,分别与分割后的切面掩膜图像相融合后,由于左右灰度衰减成对称性,重叠区域同一位置衰减系数相加恒为1,理论情况下,整个重叠区域紫外光强与非重叠区域一致。
综合分析现有非线性衰减函数在实际投影中的优缺点,EEHM算法采用指数衰减函数和三角衰减函数相结合的方式构造灰度虚拟掩膜的生成曲线,该方案既保留了指数衰减函数在重叠区亮度变化均匀的优势,又充分利用三角衰减函数边缘平滑的特点改善重叠区域与非重叠区域过渡不自然的缺陷,保证了投影面的紫外光强均匀且一致。传统指数衰减函数和三角衰减函数如式(4)、式(5)所示
(4)
其中,α和p均为常数,t为重叠区域像素宽度归一化后的横坐标,相对投影画面最内侧为1,最外侧为0
(5)
其中,α为常数,θ为重叠区域像素宽度映射至[0,2π]横坐标,相对投影画面最内侧为2π,最外侧为0。
由于光学设备存在亮度偏移,紫外光投射过程中,设备边缘处可能有一定的亮度衰减,重叠区域与非重叠区域交接处的总亮度不一定为1,为了能更加精准地矫正边缘处的光强,EEHM算法对传统三角衰减函数进行优化得到改进后的三角衰减函数,如式(6)。改进后的三角衰减函数以三角函数cos2θ+sin2θ=1的数学性质作为基本点衰减,使用可变参数α代替原来的平方系数,并为变量x添加一个不确定的系数β,使其更具灵活性,在后续EEHM算法设计实现过程中,通过调节参数α和β获得最佳投影效果
(6)
其中,α和β均为常数,x为重叠区域像素宽度归一化后的横坐标。
尽管EEHM算法中指数衰减函数使重叠区域图像亮度均匀变化,改进后的三角函数改善了图像边缘亮度差异较大的问题,但对于狭窄的光学接缝,亮度从1开始衰减依然不够平滑。为此,在设计EEHM算法中的非线性衰减函数时,引入了可变参数m和n来结合指数衰减函数和改进型三角衰减函数,其目的是为了根据衰减点与边缘的距离动态调整两者的比重以获得更好的投影效果,如图4所示,MNPQ是重叠区域,D为重叠区域像素宽度,dli和dri为像素点Xi与非重叠区域边缘之间的距离,将距离与重叠像素宽度的比值设置为独立变量。
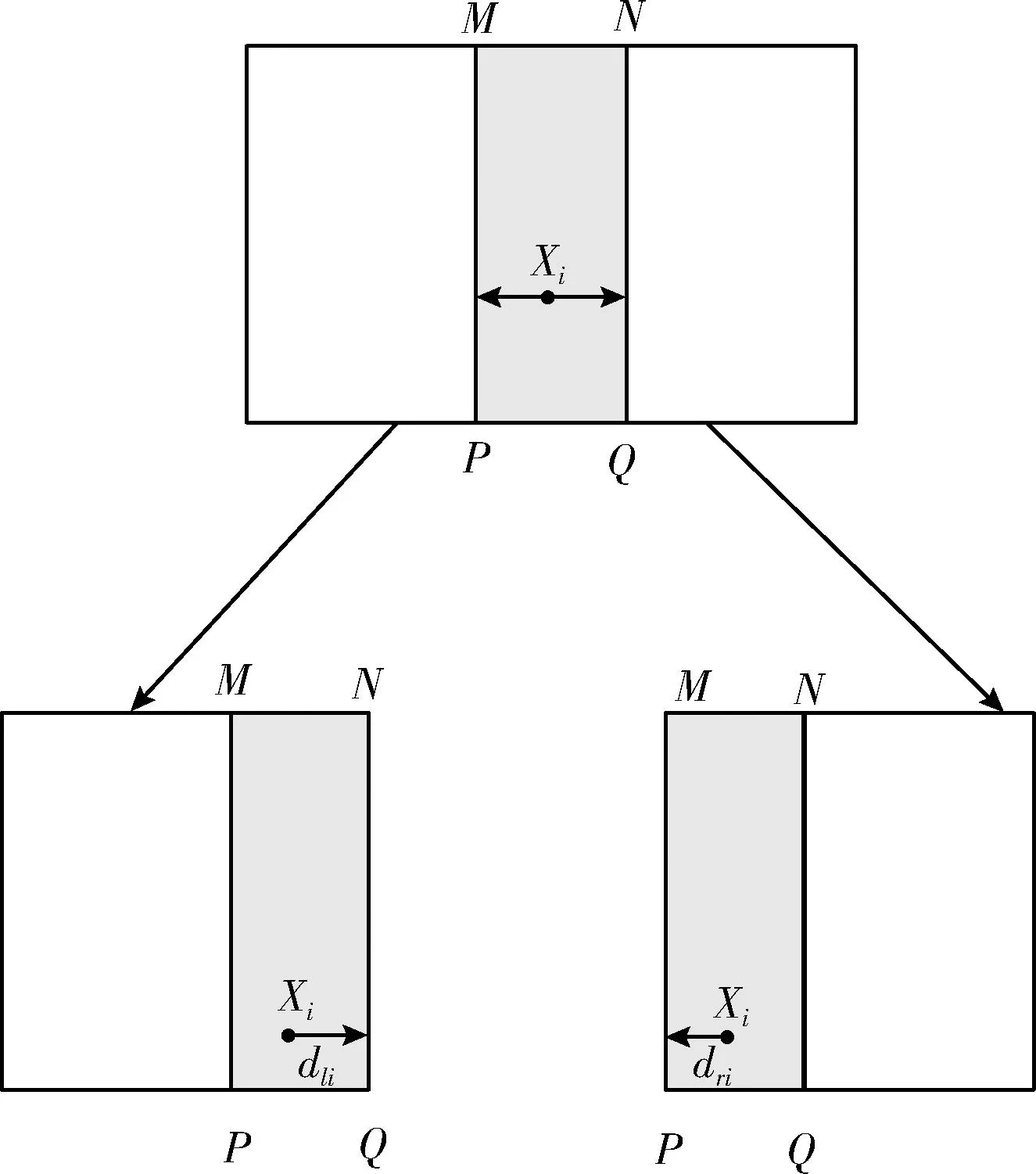
图4 像素点与重叠区域边缘的距离
EEHM算法的非线性衰减函数设计为式(7)。其中,α和p为优化指数衰减函数的常数,λ和β为优化三角衰减函数的常数,D为相邻投影设备重叠的像素宽度
(7)
当衰减点距离投影设备边缘处时,三角衰减函数占的比重更大一些;当衰减点接近重叠区与非重叠区域的交接处时,指数函数的占的比重大一些,这样可以充分发挥指数衰减函数和三角衰减函数的优点,使整个投影面无亮度差异地显示拼接后的三维模型切面掩膜图像。
2.2 EEHM算法实现
本节对EEHM算法实现过程进一步说明,主要工作是通过实验数据和实际投影效果来确定EEHM算法的非线性衰减函数中的各项参数的值,主要包括以下3个阶段:首先调整指衰减函数的参数α和p直至重叠区域中间像素亮度变化均匀,并记录其参数信息;然后调节三角衰减函数的参数λ和β,消除边缘像素亮度变化过快产生的亮度阶梯效果;最后将前两者记录最优参数代入EEHM算法的非线性衰减函数,并通过比重参数m和n调整两者的权重,确定最终的生成曲线。
指数衰减的主要作用是保证重叠区域像素亮度变化均匀,因此在为指数衰减函数选取参数时,应保证指数衰减曲线的中间段尽可能的平滑。在式(7)中,α和p均为指数衰减函数待调整的参数,图5(a)为将α设定为定值,p选取不同值的曲线图,在实际投影中,p取值越小时,重叠区域亮度越高,衰减曲线中间段平滑,重叠区域亮度变化均匀;p取值越大时,重叠区域亮度越低,当衰减曲线中间变化幅度较大时,重叠区域中心出现“暗带”。图5(b)中将p设为定值,当α越小时,重叠区域亮度越低,中间段曲线变化较快,但边缘过渡较为平缓,边缘亮度阶梯效果不明显;当α越大时,重叠区域亮度越高,曲线中间变化相对缓慢,亮度较为均匀。通过实验对比不同参数下的投影效果并使用光学计量器验证得出当α=0.9,p=0.75时,重叠区域获得较为良好的光强变化均匀的效果。
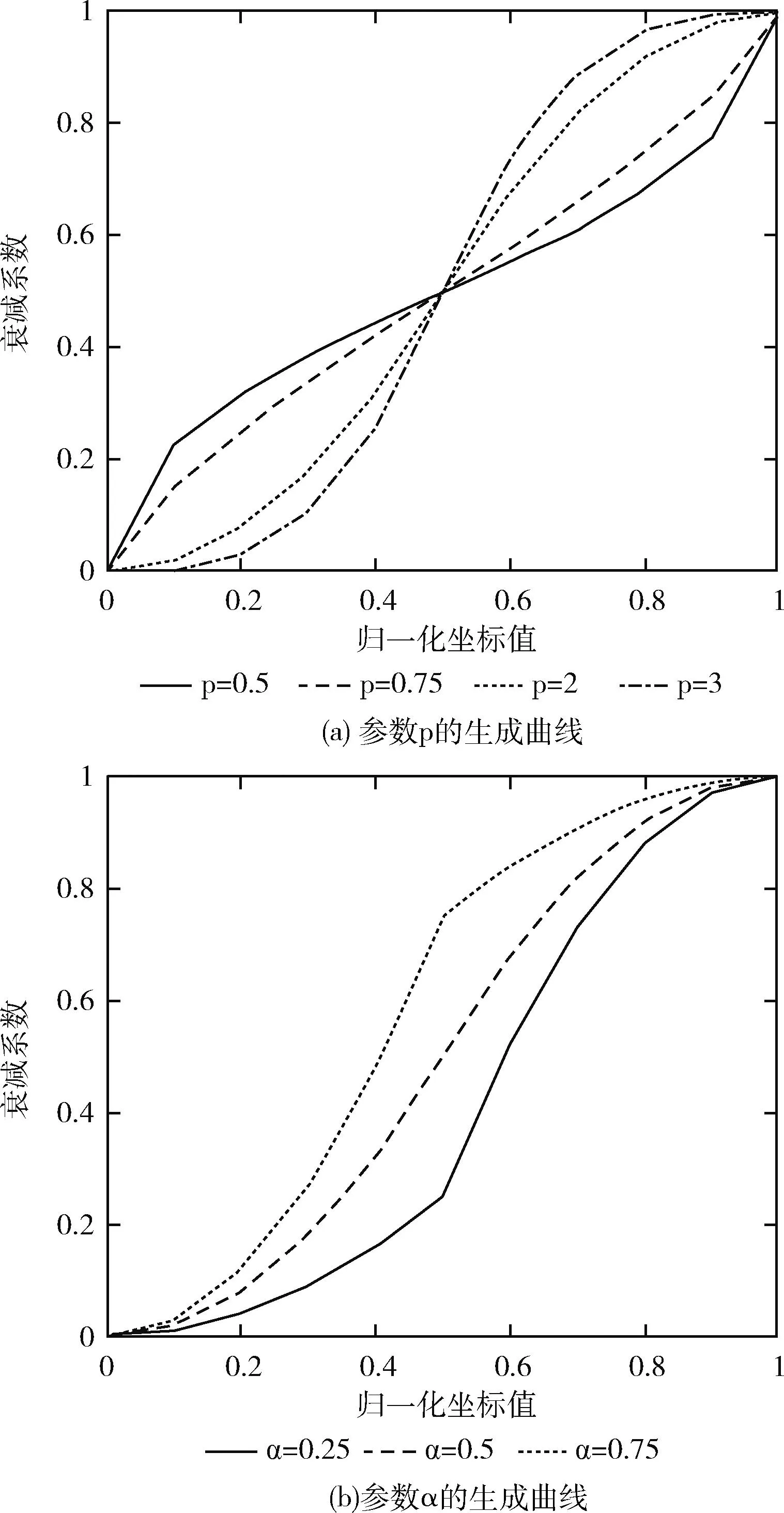
图5 指数衰减函数参数调整
此时,经过指数衰减对光学接缝的调整,重叠区域像素亮度变化不均的现象得到了明显的改善,但从图6可明显看出,指数衰减曲线的两端变化的非常急剧,在投影面中,图像重叠区域边缘处的亮度发生明显变化,呈现亮度梯度的效果。切面掩膜图像在光固化成型时,亮度突变将会导致固态薄层在该处出现细微的突起或者凹陷,不一致的固化厚度会使切片薄层在该处发生拉伸,模型实体容易因为应力集中出现断裂。EEHM算法利用的三角衰减函数有效地改善了该问题。改进后的三角函数有两个参数变量λ和β。将β设为固定值,λ设为不同值时,衰减曲线如图6(a)所示,当λ取值越小时,重叠区域的亮度越大,但中间变化急剧的曲线会导致重叠区域出现“暗带”;当λ取值越大时,重叠区域亮度越低,亮度变化比较均匀,并且边缘过渡比较平缓,无明显亮度梯度变化。将λ设为定值,β取不同值的衰减函数曲线如图6(b)所示,当β取值越小时,重叠区域亮度越大,曲线开始变化比较急剧,边界处会出现“暗带”;β取值越大时,重叠区域亮度越小,边缘过渡比较平缓。经过实验对比不同参数下的投影效果并使用光学计量器验证得出,当λ=1.25,β=0.75时,三角衰减函数在改善边缘亮度差异时达到最佳效果。
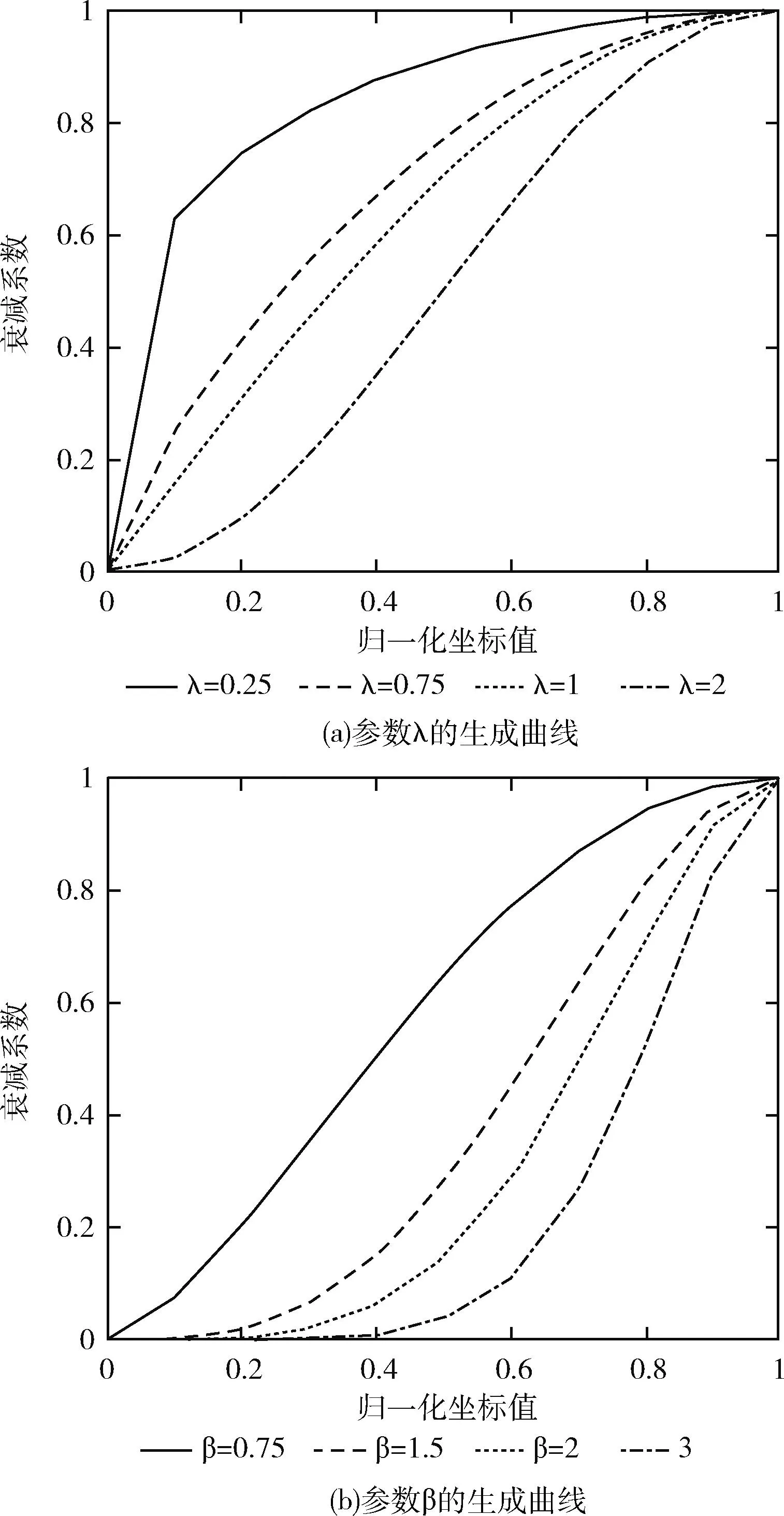
图6 三角衰减函数参数调整
EEHM算法设计的最后一步是将参数调整至最优的指数衰减函数和三角衰减函数应用至EEHM设计的非线性衰减函数中,为最大化地发挥指数衰减函数亮度变化均匀和三角衰减函数边缘过渡平缓的优点,可变参数m和n被引入到函数设计中,根据衰减点的位置动态调整两者的占比。通过反复实验并使用光学计量器测量得出,当m=1.1,n=0.83时,该参数下非线性衰减曲线生成的灰度虚拟掩膜在与切分掩膜图像相融合后,可使拼接后的三维切面掩膜图像无光学接缝的投影在光敏树脂表面,EEHM方案下的灰度虚拟掩膜生成曲线如图7所示。
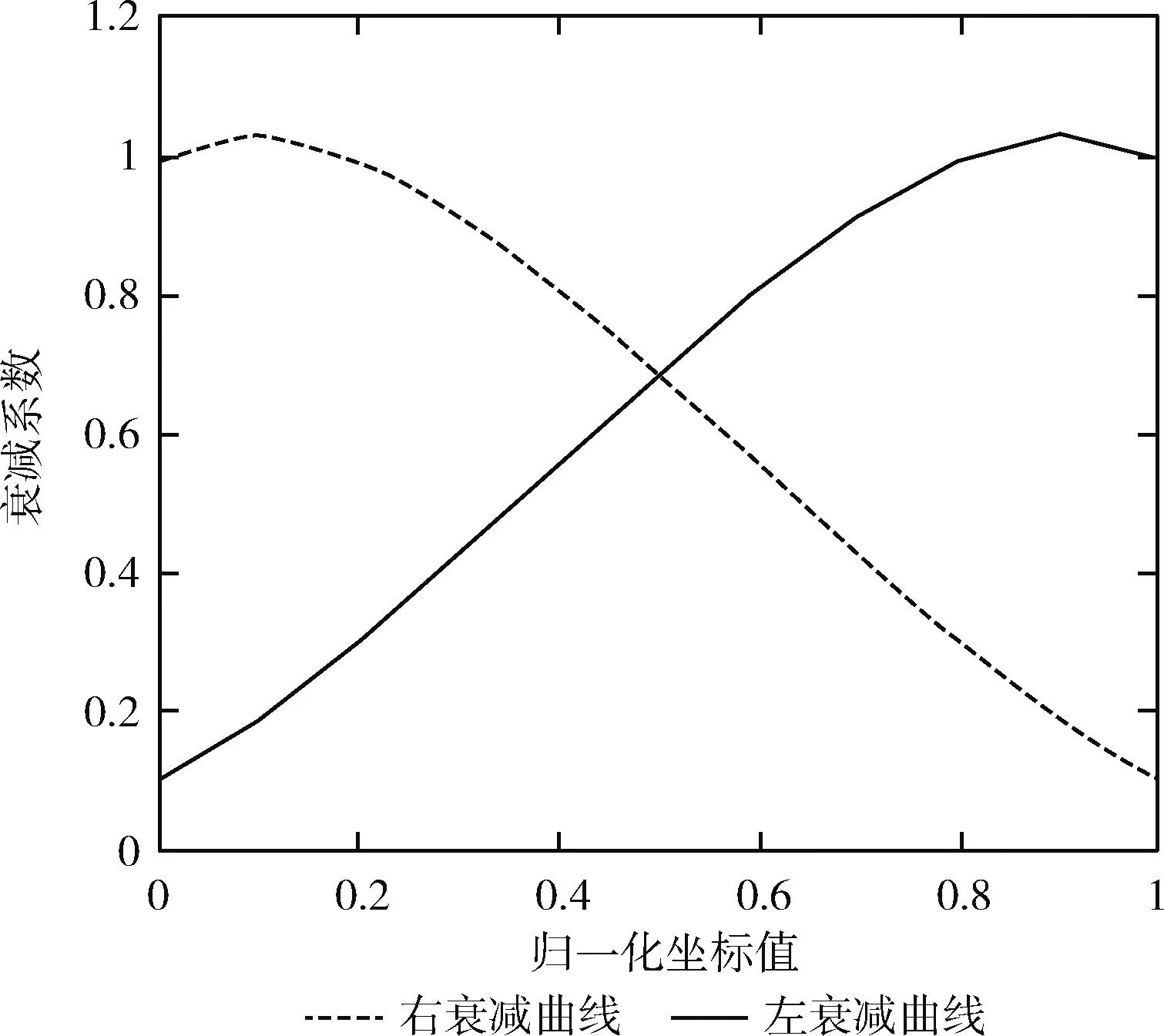
图7 EEHM的非线性衰减函数
从上述实验过程中可以看出,指数衰减函数和三角衰减函数在对重叠区域光学调整时都有明显的优点,但是缺点也无法忽视,单独应用指数衰减函数或三角衰减函数对重叠区域进行光学修正,拼接后的投影面都无法完全消除光学接缝问题。本文提出的EEHM算法采用指数衰减函数和三角衰减函数结合的方式,利用它们各自的优点弥补对方的缺陷以获得最佳投影效果。如图8所示,在未使用EEHM方案时,投影面像素重叠区域的紫外曝光能近乎成倍的增长,投影面能量输出十分不均匀。而使用EEHM方案设计灰度虚拟掩膜对重叠区域亮度进行矫正后,经过光学计量器测量,投影面的紫外能量输出如图9所示,实现了投影面光强分布均匀。
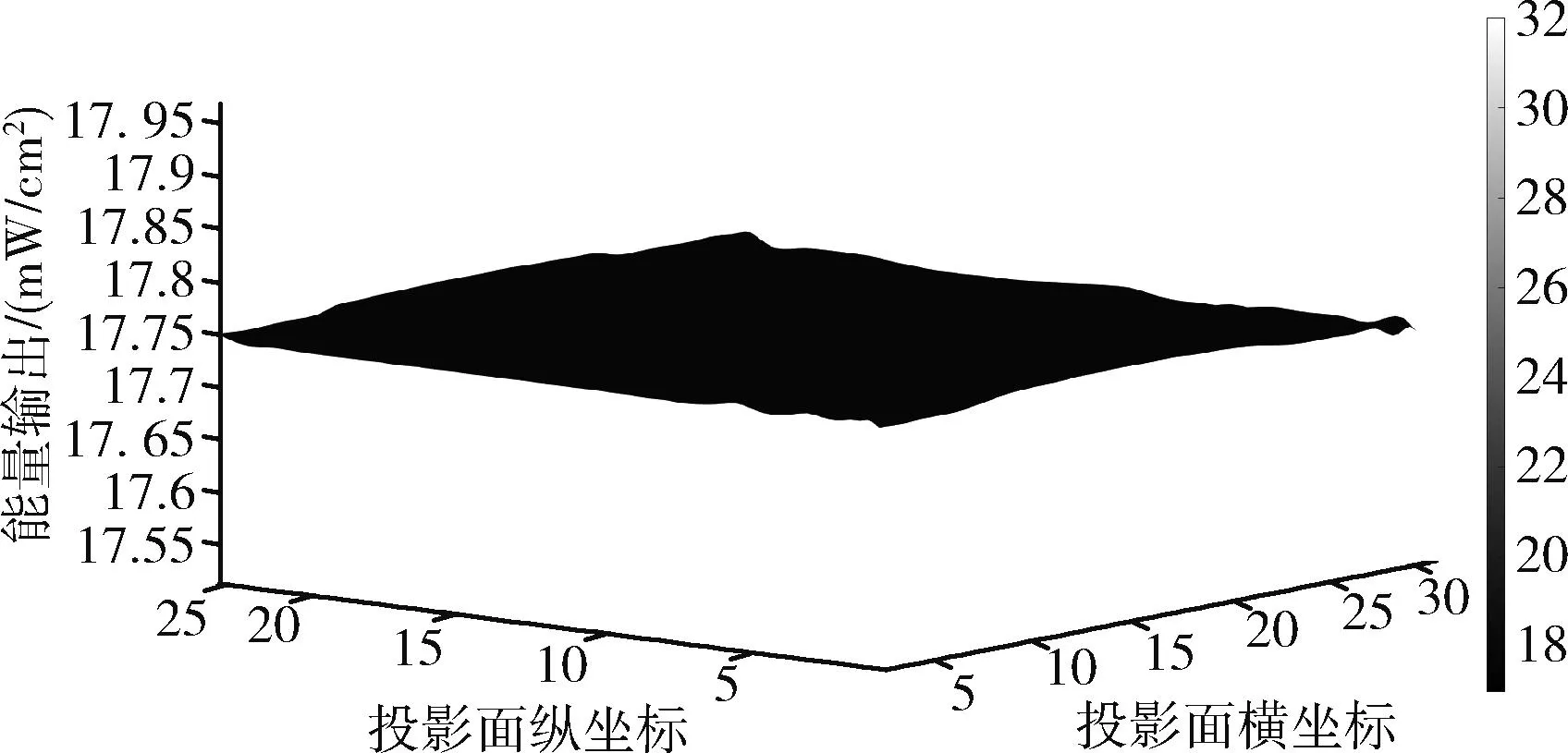
图9 使用EEHM的能量输出
2.3 基于EEHM的成型过程
基于EEHM方案的三维模型成型过程主要由模型预处理,边缘能量均匀处理和打印控制3部分组成,如图10所示,具体实现分为以下几个步骤:

图10 EEHM的成型流程
步骤1 三维模型均匀切片。按照指定厚度,从三维模型底部开始向上以垂直于Z轴的横截面对其均匀切片,得到一系列三维模型的原始切面掩膜图像。
步骤2 切面掩膜图像固定切分。按照DLP投影设备固定集成的拼接模式,将切面掩膜图像分割成几个子切分掩膜图像,每个子切分掩膜图像对应一个DLP投影设备。
步骤3 子切分掩膜图像像素填充,生成单元掩膜图像。以本文两台DLP投影设备左右拼接为例,设重叠区域像素宽度为γ,为保证子切分掩膜图像投影时在边缘处对准且不发生拉升形变,左切分掩膜图像放在左DLP投影设备的最右侧,若无法填充整个DLP投影面,则对不足部分填充黑色像素,得到左单元掩膜图像。右切分掩膜图像在对不足部分填充图像之前,需先将左切分掩膜图像最右侧的γ宽度像素图像填充在右切分掩膜图像的最左侧,接着将其放置在右DLP投影设备最左侧后对右侧不足的部分填充黑色像素,生成右单元掩膜图像。
步骤4 边缘能量均匀化处理。将由EEHM算法设计的左右灰度虚拟掩膜图像分别于左右单元掩膜图像相融合,所谓融合是将单元掩膜图像的重叠区域的像素点的亮度值与由EEHM算法设计的衰减曲线对应位置的衰减系数相乘,以修改目标像素点的亮度值。
三维模型经过上述步骤处理后,可得到对重叠区光学矫正的左右单元掩膜图像的有序集合L[0,n]和R[0,n], (其中n为三维模型均匀切分后的切片掩膜图像个数),将其作为3D打印数据源,最后由上位机的打印控制软件将其分别传输至对应的DLP设备,拼接后投影到光敏树脂表面,使被紫外光照射的部分固化成切片薄层,逐层堆叠固化薄层构成目标三维实体。
3 实验平台设计与结果分析
3.1 实验方案平台设计
实验平台主要由数字光处理模块、光固化模块、Z向移动模块、嵌入式终端模块以及配套的软件控制模块组成,其整体机械结构如图11所示。其中,数字光处理模块以两台LuxBeamRS4KA-YD21230875型DLP光机作为CLIP型3D打印机的紫外光源,DLP投影设备的分辨率参数为3056×2716,单个DLP光机的投影面的尺寸为244.4 mm×137.5 mm,相邻设备间重叠10个像素,经严格手工校准后的拼接投影面的尺寸为274.2 mm×244.4 mm。光固化模块使用高度透氧性、透紫外光性的特氟龙AF2400型号透氧膜,该透氧膜同时具有优良的低表面性、抗拉伸、耐侯性等物化特性,在打印过程中无需缓慢剥离,是实现CLIP连续打印的关键构件。Z向机械移动模块由松下A6系列型号为MHMF042L1V2M的伺服电机以及螺距为10 mm的高精度丝杆组成,两者配合带动成型平台在Z向移动。嵌入式终端模块以STM32L431RCT6为终端主控芯片,接收来自软件控制模块的各项命令,精准控制各机械部件协同工作[18]。
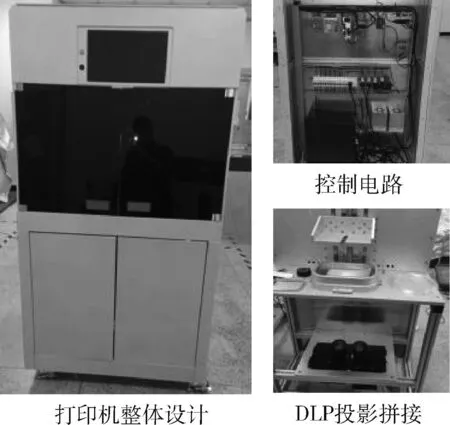
图11 3D打印机机械
3.2 EEHM成型效果评估
在本文设计的CLIP型3D打印机实验平台上对EEHM方案的打印效果进行评估,包括模型表面处理效果评估、模型机械强度评估和EEHM方案下模型的整体成型质量的评估。
3.2.1 模型表面评估
模型表面评估分为模型上表面和模型侧表面接缝处理效果评估两部分。评估实验选取60 mm×30 mm×2.5 mm的长方体,打印材料使用表面光洁度好,流动性高的高韧性树脂,紫外光强设定为透射深度大于250 μm,实际曝光能为8.52 mW/cm2的光照强度,分别采用直接曝光成型(记作A方案)、对半衰减成型(记作B方案)和EEHM成型(记作C方案)3种方案打印模型成品。
模型成品如图12所示,由A方案打印的长方体零件上表面未经光学矫正的重叠区域上表面固化厚度明显高于其它区域,长方体打印件在重叠区域出现明显的畸变,同时侧表面在重叠区域出现明显的竖线接缝,模型实体表面比较粗糙。由于投影设备存在亮度偏移,B方案打印的模型成品在上表面重叠区域出现略微的凹陷,侧表面拼接处的呈现两条不明显的竖线接缝,模型成型质量仍不理想。由C方案打印的模型成品整体固化厚度基本一致,上表面整体平滑,侧表面接缝痕迹明显降低,相较于前两中成型方案,长方体打印件的质量明显。
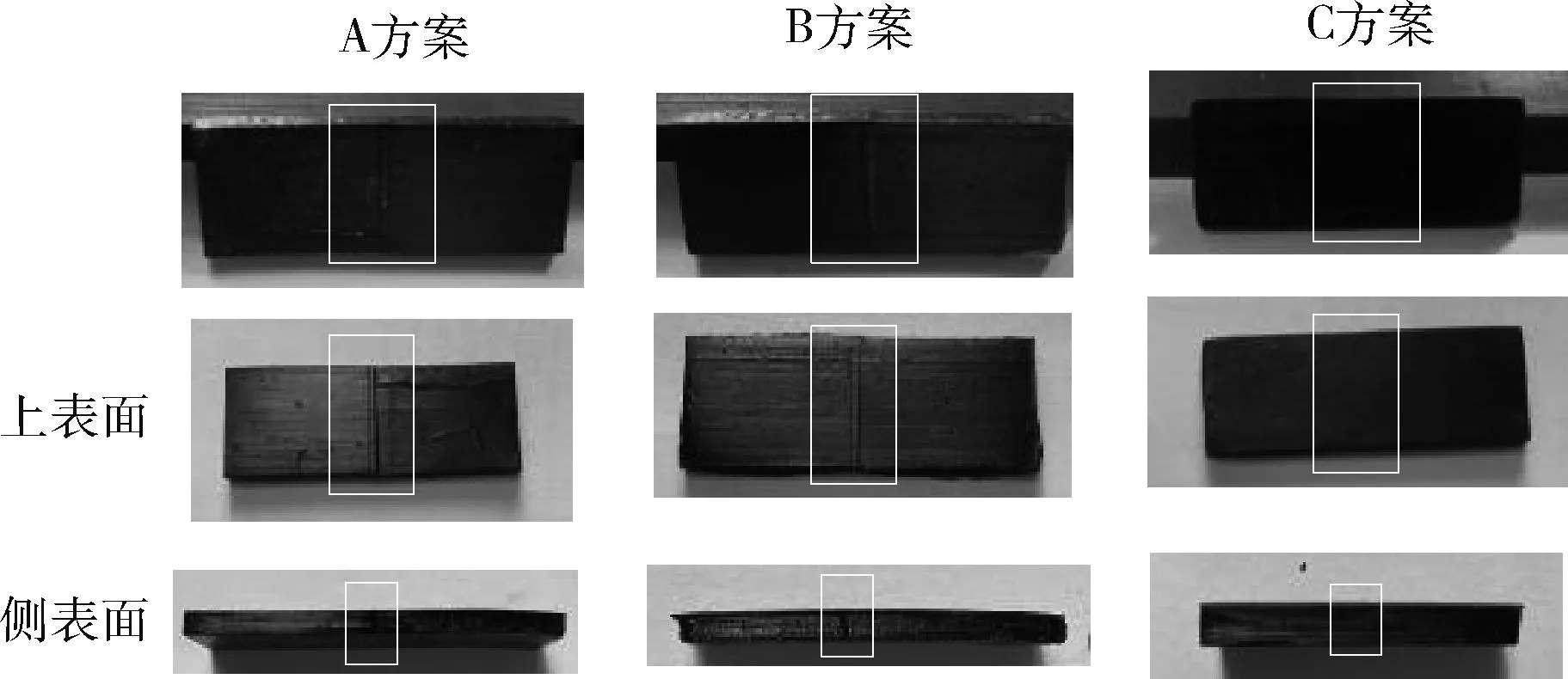
图12 表面质量评估
3.2.2 模型机械强度评估
在机械性能方面,本文设计了如图13所示的拉力测试实验,实验对象选取外直径50 mm,内直径40 mm,高度0.5 mm的圆环模型,分别使用直接曝光成型方案(记作A)、对半衰减成型方案(记作B)和EEHM成型方案(记作C)进行拉力破坏实验,每种成型方案打印10个测试件,对每组测试件的破坏拉力取平均值记录到表1中。
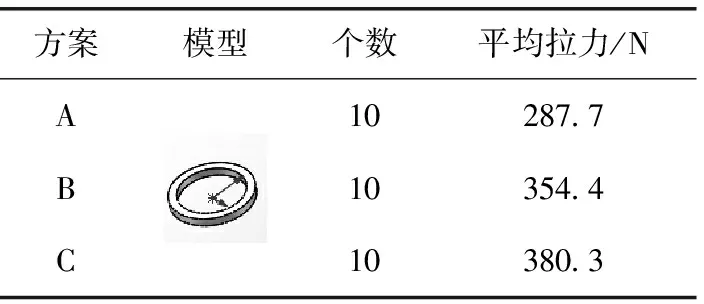
表1 圆柱打印件拉力实验结果

图13 拉力测试
直接曝光成型方案下的平均破坏力为287.7 N,对半衰减成型方案下的平均破坏拉力为324.4 N,EEHM方案下的实验件的平均破坏拉力为380.3 N。对比前两种成型方案,EEHM方案下的实验件的破坏拉力明显高于前两种方案,说明EEHM方案下的打印件有更高的机械强度。
3.2.3 模型整体精度评估
选取长宽高尺寸为(88.37 mm,76.49 mm,13.50 mm)狼头三维模型,分别采用直接曝光成型(记作A)、对半衰减成型(记作B)、指数衰减成型方案(记作C)、三角衰减成型方案(记作D)以及EEHM成型方案(记作E)打印样件,打印结果见表2。A方案不处理接缝打印的模型成品中,局部放大图可以清晰地看到狼头中间的鼻子处有明显的接缝,同时接缝区域相对脆弱,模型容易沿着接缝处断裂;B方案打印的模型成品质量与A方案相比有所改善,但打印件中间仍有一条贯穿整个狼头的接缝痕迹;C方案和D方案是对EEHM方案的局部改善,仅采用指数衰减的C方案在接缝的边缘处有细微的凸起,接缝中间段整体平滑,D方案接缝边缘处无明显的接缝痕迹,但中间段出现细微的凹陷;而采用指数衰减和三角函数衰减相结合的EEHM方案的打印件,相较于其它拼接方案打印的成品更平整,表面质量更好。

表2 狼头成型质量对比
3.3 光固化时间对比分析
与DLP传统光固化技术相比,CLIP光固化技术借助氧气对自由基树脂在光固化过程中氧阻聚效应实现了高速连续无层打印,消除了传统面曝光成型过程中层与层之间的部件移动时间和脱模动作,可以大幅度地提升垂直方向上的打印速度,并有效地克服逐层打印方式中存在的各向异性问题和阶梯效应。
为了进一步评估基于EEHM方案的CLIP技术的成型效率,本文打印了3个复杂模型,分别为镂空球体、狼头和涡轮,模型尺寸见表3。由实验结果可知,与DLP传统光固化技术相比,CLIP光固化技术在打印耗时上有明显的优势,同时保证了DLP传统光固化技术成型精度高、表面质量好的优势。

表3 复杂三维模型打印件
4 结束语
本文针对基于掩膜投影的CLIP型3D打印机大尺寸模型成型困难的问题,采用了多DLP投影设备固定集成拼接的方式扩大投影幅面,并设计了边缘能量均匀化方案对DLP
投影设备拼接重叠区域的紫外光强进行修正,以实现整个投影幅面紫外曝光能均匀且统一。实验结果表明,边缘能量均匀化方案能以简单高效的方式解决DLP拼接投影中出现的光学接缝的问题,有效解决了模型实体在拼接处因紫外曝光能不均产生的畸变的缺陷,模型成品的表面更平整,表面质量更好,模型实体因畸变导致拼接处因应力集中易断裂的问题也得到改善,机械强度有所提高,达到了充分发挥CLIP高速度、高精度和高性能优势的同时,提升模型整体质量的目标。