斗轮式取料机俯仰机构故障分析及处理预防
2024-02-20纵文达周晓冬李国良李乾坤
纵文达,周晓冬,夏 强,李国良,李乾坤
(中天钢铁集团有限公司特钢公司烧结厂,江苏 常州 213000)
0 引言
冶金行业烧结厂的原料单元是输送、存储、中转、供应原辅料的源头工序,作为原料场最主要的设备,取料机是一种高效率的对散状物料进行连续取料作业的设备,主要用于钢厂、港口、冶金、矿山、化工等部门的原料场或其它散状物料的取料作业。一般形式为悬臂斗轮式,其主要结构包括斗轮机构、回转机构、俯仰机构、行走机构、悬臂皮带、钢结构以及一些电器及辅助装置。
某公司斗轮取料机为QLZ1200·51.5型,设备形式为活动配重平衡式,额定取料能力为1 200 t/h,取料料堆高度范围为轨下0.65 m至轨上12.35 m,装机总功率350 kW。作为取料机最主要的部位,其俯仰机构为液压形式,液压缸为双只双向,液压缸活塞杆上部通过上铰轴支座固定在取料机悬臂主梁上,液压缸钢筒底部通过下铰轴支座固定在回转平台上,通过液压系统驱动控制液压缸活塞杆的伸缩往复运动,从而实现取料机悬臂与回转平台的俯仰运动(见图1)。该取料机俯仰角度为-7.95°~6.89°,俯仰速度≤5 m/min,液压系统最大工作压力为16 MPa。
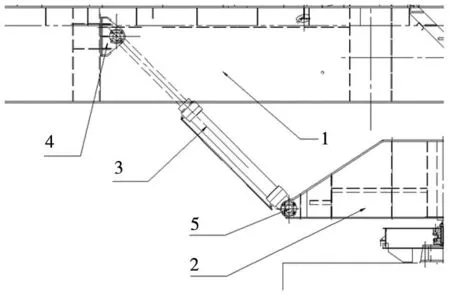
1-悬臂主梁;2-回转平台;3-液压缸;4-上铰轴支座;5-下铰轴支座图1 取料机俯仰油缸布置图
1 常见俯仰机构故障分析判断
1.1 俯仰机构失效不动作
QLZ1200·51.5型取料机在取料过程中,时常会出现无法进行俯仰动作的故障,根据斗轮取料机的结构及俯仰原理,结合现场设备的运行情况进行检查、会诊、分析,判断悬臂俯仰失效不动作的原因为以下几种。
1.1.1 液压系统驱动装置故障
QLZ1200·51.5型取料机型俯仰液压系统驱动装置由功率22 kW电机经星型弹性联轴器连接恒压变量液压泵(见图2)。当出现电机损坏跳停、联轴器星型弹性块损坏或液压泵损坏泄漏等问题时便会引起取料机俯仰机构无动作。

1-电机;2-联轴器;3-液压泵;4-油箱图2 俯仰机构液压驱动系统原理
电机是否损坏或跳停的判断方法为目视法,通过外观的检查和声音的辨别即可快速检查。因联轴器和液压泵为油箱内置形式,因此为了判断故障,需先检查液压泵出口压力是否正常,若无压力或持续8 MPa以下低压,可判断为驱动故障。随机进行开盖进一步检查联轴器及液压泵情况进行确诊。
1.1.2 液压系统控制元件故障
QLZ1200·51.5型取料机型俯仰液压系统主要控制元件是由一套三位四通电磁液压换向阀组成,当换向阀出现电磁得电失效或阀芯损伤卡死等故障时便会引起取料机俯仰机构不动作。
液压换向阀是否电磁得电故障判断方法为对电磁阀的接线进行拆下,用万用表测量,如果开路可判断电磁阀线圈烧坏。另外目视换向阀接线头松动或线头是否有脱落。若电磁阀得电正常却无法正常换向动作,即可判断阀芯损伤卡死。
1.1.3 液压系统执行机构故障
QLZ1200·51.5型取料机型俯仰液压系统执行机构是由两套含平衡阀的液压缸组成,当平衡阀设定压力过大或液压缸机械安装不当等均会导致液压系统输出压力持续溢流无法进行驱动液压缸动作,从而引起俯仰悬臂无法进行动作。
平衡阀上含测压接头,可连接机械压力表进行压力检测,液压系统运行时,当其压力大于12 MPa说明平衡阀设定压力偏大需调整,也可根据平衡阀调定螺丝的紧定圈数进行计算设定压力是否合理。对于取料机液压缸的安装问题判断可通过分别检测液压缸支座四点对角线长度误差进行判断,上下支座对角线长度误差大于5 mm说明安装问题,会影响两缸的运行,从而影响取料机的俯仰动作。
1.2 悬臂下沉无法锁紧
QLZ1200·51.5型取料机在取料过程中,时常会出现悬臂无法锁紧进行下降的情况,严重影响设备作业,根据下沉的原理进行分析,判断悬臂下沉无法锁紧的原因为以下几种。
1.2.1 悬臂积料严重
悬臂因长期取料会导致斗轮体、大臂以及支架横梁等钢结构位置积料,这会使整个悬臂的重量增加,使得俯仰机构的负载增大,当下沉的压力大于平衡阀的设定压力后,便会出现无法锁紧保压的悬臂下沉情况。
1.2.2 液压缸内泄
QLZ1200·51.5型取料机液压缸上含进出口截止阀以及平衡阀,当液压缸出现内泄时,液压缸内部有杆腔液压油和无杆腔液压油会发生窜油现象,使得液压缸活塞杆进行移动,也是悬臂下沉的一大主要原因。
液压缸是否内泄,可通过对液压缸上的截止阀进行关闭来检测液压缸是否继续发生悬臂下沉情况,若继续下沉即可判断液压缸存在内泄故障(见图3)。
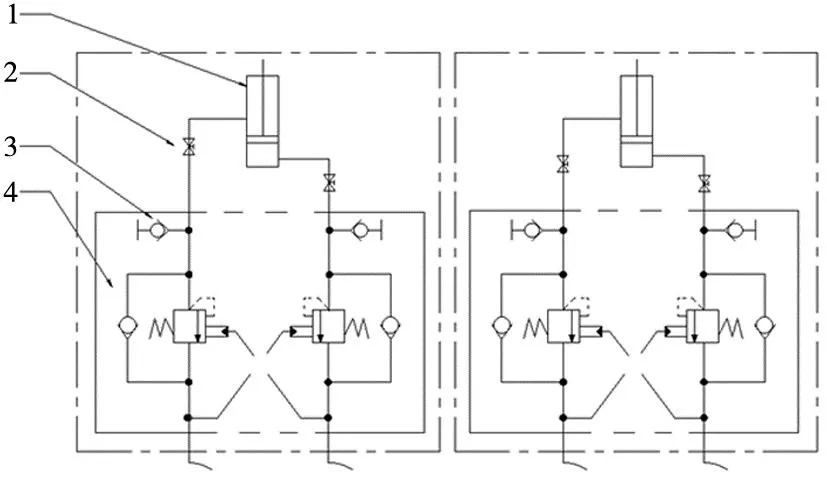
1-液压缸;2-截止阀;3-测压接头;4-平衡阀图3 俯仰机构液压缸系统原理
1.2.3 平衡阀问题
平衡阀起到锁紧液压缸的作用,当平衡阀出现阀芯密封损坏泄露或调整压力过小等情况时,会使其失去锁缸作用,从而引起悬臂的下沉。
平衡阀阀芯问题可通过检查阀芯密封圈磨损情况进行确认,另外平衡阀的结构为单向顺序阀,可通过压力检测以及调定螺丝的紧定圈数进行计算即可判断设定压力是否合理。
1.3 俯仰动作缓慢
QLZ1200·51.5型取料机在俯仰动作过程中,偶尔也会出现起升或下降缓慢的情况,极大降低了取料效率,影响生产正常运行,对取料机俯仰机构液压系统原理及现场进行分析,可判断俯仰动作缓慢的原因为液压系统流量降低,是因为叠加式双单向节流阀存在阀芯堵塞或流量设定不当。
2 故障处理和预防
2.1 液压系统驱动装置故障的处理和预防
根据电机损坏的故障进行更换新电机,同时要检查电机损坏的原因,若因环境问题及时做好防水和防尘。联轴器连接问题基本为星型弹性块磨损或损坏,更换星型弹性块的技术要求其径向位移小于0.1 mm,倾斜度小于0.8/1 000,端面间隙约为2 mm,标准的装配精度能减少联轴器的磨损或损坏。液压泵的压力问题可进行调大液压泵压力控制调节阀并及时锁紧调试。
2.2 液压系统控制元件故障的处理和预防
电磁换向阀若换向阀接线头松动或线头脱落,可进行紧固线头处理。若电磁换向阀线圈烧坏,需进行更换线圈,若紧急处理时,可将线圈上的手动按钮由正常工作时的“0”位打到“1”位,使得阀打开。电磁阀安装接头紧固到位,同时防止雨水进入电磁阀引起有线圈受潮。电磁换向阀阀芯卡死的处理方法是将电磁阀拆下,取出阀芯及阀芯套,用柴油或除锈剂进行清洗,使得阀芯在阀套内动作灵活。拆卸时应注意各部件的装配顺序及外部接线位置,以便重新装配及接线正确。对于阀芯磨损或卡死重在预防,从油品清洁度做起,保证润滑系统油液的干净。
2.3 液压系统执行机构故障的处理和预防
平衡阀的压力调节问题应在安装前进行压力螺钉的确认,同时用螺母做好紧固,防止因运行抖动造成的压力不稳。同时,对于液压缸的安装问题要及时调整,各尺寸按照标准进行安装定位(见图4)。同时保证安装精度,先焊接液压缸两个上支座,要求两上支座轴线与臂架铰支座轴线平行,且四点对角线长度误差≤1.5,再焊接液压缸两个下支座,要求两下支座轴线与臂架铰支座轴线平行,且四点对角线长度误差≤1.5,安装后要求两缸上下支座四点对角线长度误差≤2,铰支座用连续角焊,焊缝高度不小于15 mm。各铰点安装前后必须加注黄油,保证转动灵活无卡阻现象。

图4 俯仰机构液压缸安装示意图
2.4 悬臂积料的处理和预防
悬臂积料属于生产的操作和维护工作,对于斗轮体、大臂以及支架横梁等钢结构位置要形成定时清理机制,保证设备良好的运行条件。
2.5 液压缸内泄的处理和预防
液压缸内泄需要进行更换液压缸,具体更换安装标准见2.3描述。液压缸的内泄即活塞密封的磨损,可对活塞的密封进行优化,改善材质及耐温环境,同时对于液压油品的清洁度进行检测,发现不符合标准及时更换油品。
2.6 液压阀件的通用性问题处理和预防
QLZ1200·51.5型取料机俯仰机构为液压形式,含大量的液压控制阀件,如换向阀、节流阀、溢流阀、平衡阀等,当这些阀件出现功能失效、动作不灵敏、卡死或泄露等情况时,需要对阀芯进行拆除清洗,发现密封元件不好的及时更换,发现阀芯磨损及时修复或更换。因取料机作业环境的影响,此类故障预防的要点是防尘和液压系统的清洁,对于液压站做好密封和散热,对于液压油根据温度进行适当调整粘度,选用合适牌号,同时液压油的清洁度定期检测,发现粘度变化大或杂质超标等情况及时进行更换,保证整个液压系统的长期高效运行。
3 结语
QLZ1200·51.5型取料机是某厂烧结原料的主要中转设备,其俯仰机构也是故障率最高和处理最难的部位,对俯仰机构的常见故障进行了系统性的理论并与现场结合的方式进行分析判断,能快速准确的找到问题所在,同时也对出现的故障给出最合理的处理方案,并提出技术要求和日常维护的重点,保证设备能够做到预防性维修,最终确保生产的稳定运行。
