餐厨废物水热反应减重的关键影响因素及运行参数研究
2024-02-16刘冠宏臧宇飞刘兵陈飞勇王静史水合孙秀芹张瑞娜
刘冠宏,臧宇飞,刘兵*,陈飞勇,王静,史水合,孙秀芹,张瑞娜
1.山东建筑大学资源与环境创新研究院
2.山东省菏泽生态环境监测中心
3.山东省煤田地质规划勘察研究院
4.上海环境卫生工程设计研究院有限公司
餐厨废物是指在饮食加工、服务等活动中,由于食品损失和浪费而产生的有机废物[1]。餐厨废物一般具有含水率高、有机质含量高、含油量高、热值低、极易产生恶臭气味的特点[2],其处理方式主要有卫生填埋、焚烧发电、粉碎直排。其中卫生填埋操作简单,但填埋后会产生大量渗滤液,容易造成二次污染,与废物资源化、无害化处理理念不符。焚烧发电使餐厨废物中的有机质彻底氧化为灰烬,实现了减量化处理,但餐厨废物含水率高、热值低,容易造成焚烧不充分而产生污染气体,添加助燃剂又不符合经济性的要求[3]。传统填埋、焚烧工艺不能很好地应对高含水率的餐厨废物[4],处理过程还会造成大量的温室气体排放,目前全生命周期的食物损失和浪费造成温室气体排放已经达到全球食物系统排放总量的1/2[5]。
水热炭化技术是将餐厨废物置于密闭的反应釜内,在一定反应温度(180~350 ℃)的条件下,利用反应釜自身产生的压力[6],让餐厨废物中的水达到亚临界条件,从而分解成水合氢离子和氢氧根离子,并具有酸碱催化作用[7]。水一方面作为反应介质,另一方面以反应物、催化剂或是能量传递介质的形式参与到水热反应中[8]。餐厨废物经过水解、脱水、脱羧、聚合及芳香化等反应[9-10],最终转化为高利用价值的水热炭。此外,由于在反应过程中达到了121 ℃以上的高温条件,导致反应体系内自压力增大,从而实现高压灭菌处理,彻底消除了包括废物中的潜在病原体等所有生物风险[11],实现餐厨废物减量化、无害化、资源化处理。水热炭化技术也为餐厨废物的末端处理提供了一种创新性的碳减排和碳固定思路。
为了解决水热反应减重效果不稳定、反应时间长、工艺参数难以控制等问题,黄玉莹等[12]考察了反应温度和停留时间对水热炭化产物的影响;高英等[13]对水热技术的温度、停留时间和压力进行了综述研究。基于先前学者对水热反应的研究,以餐厨废物水热反应减重为研究对象,除了考察温度和停留时间对水热反应的影响外,将料液比(原料中固相和液相的质量之比)作为另一影响因素进行探究与分析;同时,研究不同运行参数对减重率和液体产物的化学需氧量(COD)的影响。试验结果对于进一步提高水热反应技术的稳定性和可控性,推广其在餐厨废物资源化利用中的应用,促进城市生态环境建设和实现“双碳”目标具有一定的参考价值。
1 材料与方法
1.1 试验材料
本试验餐厨废物的成分和投加比例主要参考吕锦怡等[14-15]对学校食堂餐厨废物组成的调查,同时结合周俊等[16-17]对餐厨废物成分的调查分析,具体如表1所示。
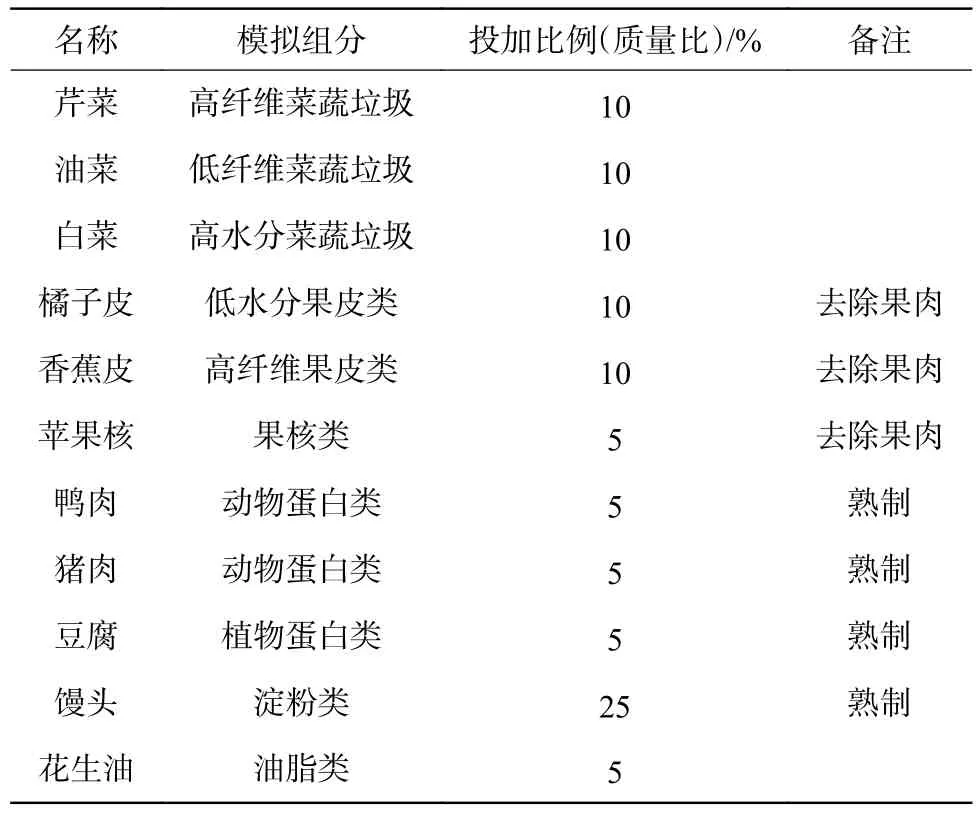
表1 餐厨废物试验原料成分及投加比例Table 1 Composition and dosage ratio of kichen waste test raw material
1.2 试验方法
水热炭化反应在5 L 间歇式高压反应釜中进行。餐厨废物和纯净水按料液比混合,搅拌均匀后取1 kg 置于反应釜中,通入高纯N2(≥99.999%),以0.3 m3/s 的流速吹扫釜体10~15 min,确保形成缺氧或无氧环境。使用电加热,升温速率约为1.5℃/min。反应产物使用真空抽滤机进行固液分离,固体产物放入105 ℃烘箱内烘干24 h 至恒重(0.5 h 失重比例小于0.5%),液体产物用离心管留样测定COD。
1.2.1 水热反应温度试验
在停留时间30 min、料液比1∶9 条件下,设置反应温度为170、190、210、230、250、270 ℃共6 组试验。测定固液混合产物和固体产物的质量,推算减重率及产物的三相质量占比,检测固体产物水热炭的热值。
1.2.2 水热反应停留时间试验
在反应温度210 ℃、料液比1∶2 条件下,设置停留时间为0、20、40、60、80、100 min 共6 组试验,达到目标温度后开始计时。测定固液混合产物和固体产物的质量,推算减重率及产物的三相质量占比。
1.2.3 水热反应料液比试验
在停留时间30 min,230、250、270 ℃ 3 个温度区间条件下,按料液比1∶3 和料液比1∶1 进行试验。与1.2.1 节中230、250、270 ℃ 3 个温度下的试验结果对比,进而得到料液比为1∶9、1∶3、1∶1 的9 组数据。测定固液混合产物和固体产物的质量,推算减重率及产物的三相质量占比。
1.3 分析方法
固体产量(Ys)为烘干后的焦相产物质量(m0)。
液体产量(Yl)计算公式如下:
式中m1为反应结束后混合产物质量,g。
气体产量(Yg)计算公式如下:
式中m2为反应前装入反应釜的原料总质量,g。
减重率(Rw)计算公式如下:
式中m3为反应前固体原料的质量,g。
参照HJ/T 399—2007《水质 化学需氧量的测定快速消解分光光度法》[18],采用多参数水质测定仪〔LH-3BA(V12),连华科技〕测定COD。
2 结果与分析
2.1 反应温度对减重率的影响
反应温度对三相占比以及减重率的影响见图1。从图1 可以看出,餐厨废物水热炭化的液体产物占绝大部分,并且随着反应温度的升高其占比逐渐减小;固体产物占比始终不足1%,随着反应温度的升高,固体产物占比有降低的趋势;气体产物占比会随着反应温度的升高而增加。反应温度升高,加速了餐厨废物炭化的过程,导致有机质进一步分解进入液相当中;同时导致溶解在液相中的单糖、氨基酸和有机酸等化合物分解,并产生少量气体[19]。

图1 反应温度对三相占比以及减重率的影响Fig.1 Effect of reaction temperature on the proportion of the three phases and the weight loss rate
温度是水热反应最大的影响因素之一,当反应温度升高,减重率得到提升,170 ℃时减重率最小,为91.23%;270 ℃时减重率最大,达到了91.87%。其原因是温度升高加速了脱水和脱羧反应,从而使原料分解造成质量损失[20]。
2.2 停留时间对减重率的影响
停留时间对三相占比以及减重率的影响见图2。从图2 可以看出,固体产物占比在20~40 和80~100 min 的停留时间段表现出小幅度下降,整体变化幅度小于1%。由于加热过程缓慢,一些反应达到动态平衡的情况会发生在目标温度之前,故在达到目标温度后延长停留时间对固体产物的影响相对较小[21]。液体产物占比在0~60 min 内会随着停留时间的增加而不断下降,并逐渐被气体产物所取代。这是由于随着停留时间的增加,液体中的小分子物质有更多的分解时间,从而导致气体产物的占比从7.39%上升到21.05%。然而,在停留时间达到60~100 min时,随着自压逐渐增大,反应平衡向着气体物质重新转化为液体物质的方向倾斜,进而导致液体产物的占比从73.58%升至94.39%,而气体产物的占比则从21.05%减至1.20%。水热炭化中的脱羧反应导致气体产物主要由CO2组成,无法提供有效的经济价值,但对揭示水热炭化过程中潜在的关键机理具有重要意义[22]。
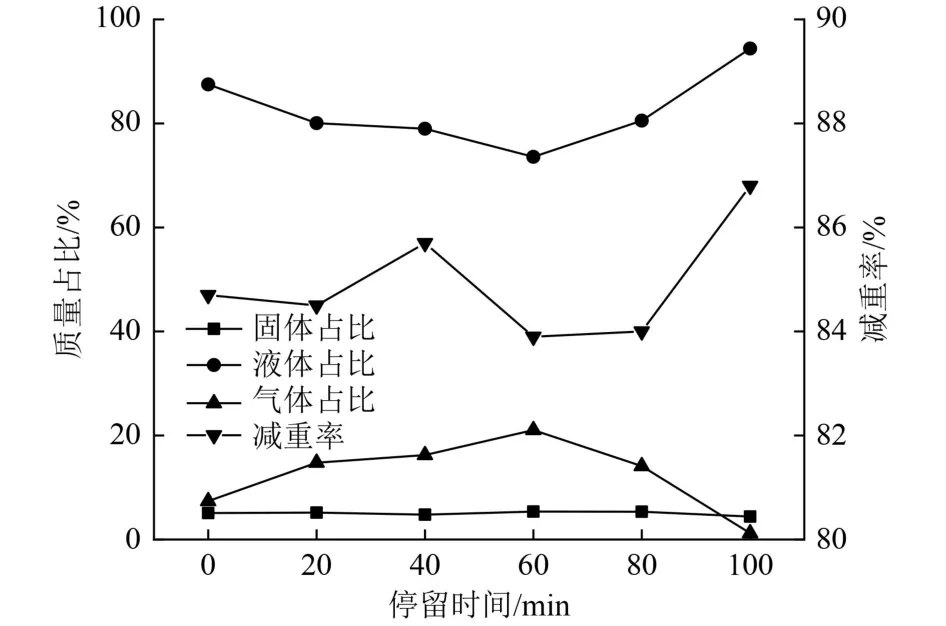
图2 停留时间对三相占比以及减重率的影响Fig.2 Effect of residence times on the proportion of the three phases and the weight loss rate
停留时间为0~20 min 时,减重率变化不明显,保持在84%左右;20~40 min 时,减重率增至85.70%,表明原料在此时间段内的反应比较充分,有利于炭的生成,成炭率相对较高;40~60 min 时,随着停留时间的增加,系统中的小分子物质经历一系列聚合-缩合反应,在固体产物表面聚合生成二次炭[23],导致减重率降至83.90%;在60~80 min 时,减重率基本稳定在84.00%;80~100 min 时,由于固体产物的溶解,减重率增至86.80%。
2.3 料液比对减重率的影响
料液比对三相占比以及减重率的影响见图3。从图3 可以看出,当料液比从1∶1 降至1∶3 时,固体产物占比从5.96%~8.05%降至3.25%~3.46%;料液比再降至1∶9 时,固体产物占比进一步降至0.81%~0.84%。表明原料含水率的增加导致聚合物在液相中集聚成核更加困难,从而导致固体产物占比减少。随着料液比的增加,液体产物的占比增加,而气体产物占比呈递减趋势。这是由于原料中液相含量增加导致聚合物更易溶解于液相中,并且更多的单糖、氨基酸、有机酸等小分子物质也更倾向于溶解在液相中而不是转化为气体产物。因此,减小料液比会抑制固体产物的产生,提高减重率,并且对气体产物的产生也起到了一定的掣肘作用。
料液比是水热反应的主要影响因素之一。减小料液比最终会使减重率增加。料液比为1∶1、1∶3、1∶9 时,对应的减重率分别为83.90%~88.10%、86.20%~87.00%、91.60%~91.87%。反应中,水不仅是溶剂,而且作为一种催化剂和反应物参与反应,其具有液体的流动性同时也具备气体的渗透性[24],在反应过程中可以起到传质作用。在1∶9 的料液比下,随着原料中液相占比的增加,H3O+和OH−浓度提高,推动了脱水、脱氢、脱羧、脱氧等反应的发生[25],并促进更多的单糖、寡糖、有机酸溶于液相中[4]。部分酸性成分还可作为原位催化剂促进水热反应的进行[26],进一步提高减重率。
2.4 液相产物COD
有机质经水热炭化处理后,首先会在液相中溶解,然后发生水解反应[27]。根据试验结果,在相同的停留时间下,温度的升高加速了有机质的溶解。如图4(a)所示,当温度达到230 ℃后COD 先减少,这表明有机质的水解速率加快;温度继续升高至250℃后,COD 呈增加趋势。这是因为更高的温度有利于有机质水解成最稳定的产物(如单糖和乙酸)[28],而这些稳定产物的COD 通常高于原始有机质,从而导致COD 增加。其中在料液比为1∶3,反应温度为230 与270 ℃条件下的COD 相同,在排除人为因素的情况下,分析原因是数值间的微小差异极难被机器检测到,造成数值极为接近而无法区分。料液比的减小会导致COD 下降。反应温度为230~270 ℃时,水热反应较为完全,有机质含量稳定。减小料液比会导致液相产物不同程度地增加,一方面强化了催化作用,使更多的有机质溶解于液相产物中,另一方面也会对液相中的有机质浓度起到稀释作用。
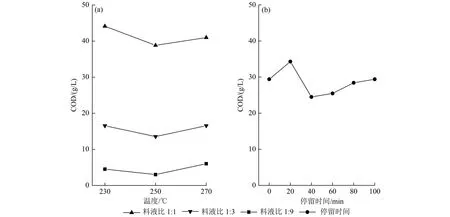
图4 运行参数对液相产物COD 的影响Fig.4 Effect of operating parameters on liquid phase product COD
由图4(b)可知,当停留时间为0~20 min 时,COD 会有小幅度提升,之后逐渐下降;停留时间达到40 min 后,随着停留时间的增加,COD 逐渐增加并趋于稳定,最终达到29.4 g/L。
2.5 固体产物水热炭的资源化
水热炭是废生物质在无氧或缺氧环境下,经水解、脱水、脱羧、缩合、芳香化等一系列反应[29],最终得到的含碳量很高的固体物质,基本属于纯炭。众多研究证明水热炭具有很高的热值[30-31]。张莹等[32]用餐厨垃圾制备水热炭,得到水热炭热值为23.9~28.3 MJ/kg;乔娜[33]采用玉米芯和松子壳作为原料进行水热炭化反应,得到二者水热炭的热值分别为22.04 和23.83 MJ/kg;黄玉莹等[12]以稻草为原料进行水热炭化研究,得到的水热炭热值为20.87~23.86 MJ/kg,均大于褐煤的热值(8.38~16.76 MJ/kg),因此水热炭具有代替煤作为固体燃料的潜能[34],并且无需特殊处理即可用作清洁燃料。由于生物质炭的高反应性,水热炭的燃尽温度远低于褐煤,这意味着水热炭更容易被点燃,燃烧过程中产生的碳损失更小,并且可以释放出更多的热量[35]。
在温度为210~270 ℃、停留时间为30 min、料液比为1∶9 的条件下,探究餐厨废物水热炭的热值,结果见图5。由图5 可知,随着反应温度的升高,水热炭的产率减少,但含碳量增加,因而水热炭的热值也相应提高。餐厨废物水热炭高位热值为30.50~31.90 MJ/kg,超过国家标准煤热值(29.31 MJ/kg),显示出良好的能源化利用潜力。

图5 不同温度下水热炭的热值Fig.5 Calorific value of hydrothermal carbon at different temperatures
3 结论
(1)在170~270 ℃的反应温度内,提高水热反应温度可以增加餐厨废物的减重率并且减重率均在91%以上。在0~100 min 的停留时间内,随着停留时间的延长,在20~40 和80~100 min 时减重率会有小幅度的增长,总体上减重率从83.90%增至86.80%。减小料液比会使减重率增加,料液比为1∶9 时减重率最高达到91.87%
(2)料液比与液相产物呈正相关,料液比从1∶1 减至1∶9,液相产物的COD 显著下降。
(3)餐厨废物水热炭的热值大于褐煤,且超过标准煤热值,具有良好的能源化利用潜力。
