甲醛法处理兰炭废水反应条件的优化
2024-01-30王亚俐柏旭波孙娟娟
王亚俐 柏旭波 孙娟娟
北京大学学报(自然科学版) 第60卷 第1期 2024年1月
Acta Scientiarum Naturalium Universitatis Pekinensis, Vol. 60, No. 1 (Jan. 2024)
10.13209/j.0479-8023.2023.024
陕西省重点研发计划(2021SF-449)和榆林市科技局榆林市工业水处理工程技术研究中心建设项目(CXY-2020-005)资助
2023–01–18;
2023–02–13
甲醛法处理兰炭废水反应条件的优化
王亚俐†柏旭波 孙娟娟
榆林学院化学与化工学院, 榆林 719000; † E-mail: yaw32@yulinu.edu.cn
利用甲醛将兰炭废水中的酚类物质转化为酚醛树脂, 以便资源化利用兰炭废水。通过测定酚醛树脂生成过程中挥发酚、COD、氨氮和油的含量, 调控反应时间、温度以及原料比例, 确定制备酚醛树脂的最优反应条件。同时, 应用 X 射线晶体衍射(XRD)和扫描电子显微镜(SEM)等表征技术对生成的酚醛树脂进行理化分析。研究结果显示, 甲醛法处理兰炭废水制备酚醛树脂的最佳条件为反应温度=90ºC, 反应时间=4h, 甲醛与兰炭废水的体积比=1:40。
兰炭废水; 酚醛树脂; 反应条件优化; 表征
兰炭产业的快速发展及其对下游产业链的支撑作用, 使其成为陕北地区经济发展的支柱产业之一。以晋陕蒙地区特有的侏罗纪不粘、弱粘煤为原料, 通过中低温干馏生产的兰炭, 具有固定炭高、比电阻率高、化学活性高以及低灰、低硫、低磷等特点, 成为一种不可替代的炭素材料[1]。2008 年 12月, 兰炭产业列入国家产业目录后, 榆林地区作为优质兰炭的主要产地, 兰炭产业迅速进入规模化发展, 成为该地区最重要的煤炭转化产业之一, 年产能 5000 万吨以上, 约占全国兰炭产量的一半。并且, 榆林地区已形成以兰炭为基础的系列产业链(如电石、聚氯乙烯、兰炭尾气、金属镁、还原铁、电力载能、兰炭尾气制氢和煤焦油加氢等), 支撑了国内绝大多数电石和铁合金等产业的健康发展。
兰炭生产过程中会产生大量高污染有机废水。兰炭废水成分复杂, 有机物含量高, 危险性大, 具有高酚、高氨氮、高化学需氧量(COD)和难降解等特点[2–3]。兰炭废水的处理主要有物理方法和化学方法。刘侠等[4]利用 L-酪氨酸改性的硫酸法提取的桃核壳木质素去除兰炭废水中的苯酚, 去除率可达82.9%。李金城等[5]采用电氯化氧化法处理兰炭废水中 COD 和 NH3-N, 去除率分别为 84.31%和 95.77%。屈泽鹏等[6]使用一种新型萃取剂对高浓度含酚兰炭废水进行络合萃取处理, 脱酚率达到 97.8%, COD去除率达到 87.9%。当前, 兰炭废水处理系统包括两级处理: 一级处理是从高浓度废水中回收污染物, 包括密闭隔油、脱酚和蒸氨等; 二级处理是对预处理废水进行微生物的无害化。目前的处理方法存在流程长、可操作性差和二次污染严重等问题[7]。
作为第一个全合成聚合物, 酚醛树脂具有优异的耐热性能和力学性能[8–9]。甲醛与苯酚在碱催化且醛过量的条件下, 反应形成热固性酚醛树脂。反应条件(如温度[10]、pH[11]、催化剂[12–13]以及酚醛比[14]等)会对酚醛树脂的结构和性能产生影响。有机氨以及无机氨都对酚醛树脂的合成具有催化作用[15–16]。我们应用红外与热重表征, 研究了苯酚、甲基苯酚、二甲基苯酚及邻苯二酚与甲醛在兰炭废水 pH 下反应生成酚醛树脂的反应机制[17]。白妮等[18]通过加入甲醛生成沉淀来回收兰炭废水中的酚类物质, 回收率达到 45.7%。
兰炭废水中的煤焦油富含各种表面活性剂或乳化剂, 赋予兰炭废液乳化胶体特性, 可作为制备球形酚醛树脂的微反应器。兰炭废水中的氨氮不仅提供碱性环境, 又是反应催化剂。兰炭废水中的乳化剂及氨氮的大量存在为球形酚醛树脂的合成提供了便利条件。因此, 我们采用搅拌回流方式, 在反应过程中尽量保证兰炭废水中的煤焦油充分发挥微反应器作用, 同时氨氮发挥催化剂作用, 调控反应条件, 以便达到酚的近 100%回收。摸索反应温度、时间及甲醛加入量对兰炭废水中 COD、氨氮、挥发酚、油以及合成酚醛树脂产率的影响规律, 为兰炭废水的资源化利用提供工艺参数。
1 研究方法
测试兰炭废水中 COD、氨氮、挥发酚及油含量随反应体积比、反应时间及温度的变化, 评估甲醛法处理兰炭废水的效率, 并通过酚醛树脂生成量来确定甲醛法处理兰炭废水的最佳反应条件。对不同反应条件下制得的酚醛树脂进行红外光谱(IR)、X 射线晶体衍射(XRD)和扫描电子显微镜(SEM)分析表征, 探究不同反应因素对其理化结构的影响。
实验所用的氨氮 A 预制试剂、氨氮 B 预制试剂和 COD 高浓度预制试剂均购于莲花科技责任有限公司, 四氯乙烯、甲醛、硫酸、磷酸和甲基橙分别购于天津市致远化学试剂有限公司、天津市科密欧化学试剂有限公司、天津市瑞金特化学品有限公司、天津市福晨化学试剂厂和天津永晟精细化工有限公司。所有试剂均为分析纯。
1.1 甲醛与兰炭废水中的酚类物质制备酚醛树脂
200mL 兰炭废水, 分别选取 4, 4.5, 5, 5.5 和 6mL 甲醛, 反应温度分别为 20, 40, 60, 80, 90 和100℃, 反应时间分别为 0.5, 1, 2, 3, 4 和 5 小时, 用于优化兰炭废水与甲醛比例、反应温度及反应时间。反应在控温磁力搅拌器中回流进行。反应完成后, 抽滤得到热固型酚醛树脂, 经 80℃干燥 4 小时后备用。过滤液用于挥发酚、COD、氨氮及油含量测定。
1.2 兰炭废水中COD、氨氮、挥发酚及油的测定
利用快速消解分光光度法测定 COD。取 2mL待测水样(初始废水或反应后滤液, 下同)与 5mL COD 高浓度预制试剂, 混匀, 在 165℃下消解 20 分钟, 自然冷却至室温后测定 COD 值。
利用钠试剂分光光度法测定氨氮。取 10mL 待测水样、1mL 氨氮 A 预制试剂和 1mL 氨氮 B 预制试剂, 混匀, 静置 10 分钟后测定氨氮含量。
用 4-氨基安替比林分光光度法测定挥发酚。在250mL 待测水样中, 加入 5~6 滴甲基橙、1+9 磷酸及几粒玻璃珠后蒸馏。取 2.5mL 蒸馏液, 依次加入0.25mL pH=10.7 的氯化铵–氨水缓冲溶液、0.5mL 4-氨基安替比林溶液(2%)和 0.5mL 铁氰化钾溶液(8%), 并分别混匀, 静置 10 分钟, 在 510nm测定吸光度。
利用红外分光光度法测定石油类油含量。将50mL 待测水样和 10mL 四氯乙烯于分液漏斗中充分混匀, 静置, 底部的四氯乙烯萃取液经无水硫酸钠吸水后, 测定石油类油含量。
1.3 X 射线衍射表征
采用德国布鲁克 D8 Advance 型粉末衍射仪对样品进行 XRD 物相分析。测试条件: 靶材为 Cu 靶, 激发电流和电压分别为 40mA 和 40kV, 扫描范围(2)为 5°~80°, 扫描速度为 6°/min。
1.4 场发射扫描电子显微镜表征
采用德国公司 Zeiss σ300 型场发射扫描电子显微镜观察和分析样品的微观结构。将样品放入样品管中, 加入无水乙醇进行分散后, 滴到干净的硅片上, 室温干燥后, 放入扫描电子显微镜样品室进行分析, 加速电压为 10kV, 工作距离为 6.0nm。
2 结果与讨论
2.1 甲醛法处理兰炭废水的最优条件
兰炭废水原水中, 挥发酚、COD、氨氮及油测量值分别为 4586, 38880, 4060 和 287mg/L。图 1(a)显示甲醛与兰炭废水中酚类物质反应制备酚醛树脂时, 在反应时间 4 小时和反应温度 90℃条件下, 兰炭废水中挥发酚、氨氮、COD 及油去除率随甲醛用量的变化曲线。随着甲醛的加入, 不同物质的去除率先增大, 然后趋于平缓。甲醛与兰炭废水的体积比为 1:40 时, 兰炭废水中挥发酚、氨氮、COD 和油的去除率达到最大。酚醛树脂的产量随甲醛用量的变化情况如图 1(b)所示。兰炭废水中挥发酚、COD、氨氮以及油的最大去除率分别为 96.74%, 90.42%, 80.29%和 82.58%, 最多产生 3.0211g 酚醛树脂。当甲醛用量达到饱和后, 兰炭废水中挥发酚、氨氮、COD 和油不再变化, 生成交联网状结构的酚醛树脂, 氨氮和油的去除率达到 80%以上, 表明氨氮和油也参与了酚醛树脂的合成。
当 200mL 兰炭废水与 5mL 甲醛反应时, 固定反应时间 4 小时, 制备酚醛树脂过程中挥发酚、氨氮、COD 及油去除率随温度的变化如图 2 所示。COD 去除率随温度升高而增加, 而挥发酚、氨氮和油的去除率随着反应温度呈先增大、后降低的趋势。低于 80℃时, 氨氮去除率及酚醛树脂产量缓慢增加, 80~90℃两者快速增加, 90℃后下降。温度过高, 氨氮、油及挥发酚可能会挥发, 引起含量下降, 并导致系统误差增加。90℃时, 不同物质去除率及产量达到最大值。这是因为, 从反应动力学角度, 温度每升高 10℃, 反应速度增加10倍, 有利于产物生成。从热力学角度, 酚类物质和甲醛反应发生缩聚反应, 属于放热反应, 当温度升高, Gibbs 自由能增加, 平衡常数下降, 不利于反应进行, 但由于Gibbs 自由能仍保持负值, 反应正向进行。综合热力学与动力学分析, 高温有利于反应进行。在最佳反应温度 90℃条件下, 挥发酚、COD、氨氮和油的去除率分别为 97.14%, 92.61%, 80.29%和 82.58%, 酚醛树脂产量为 3.0211g。
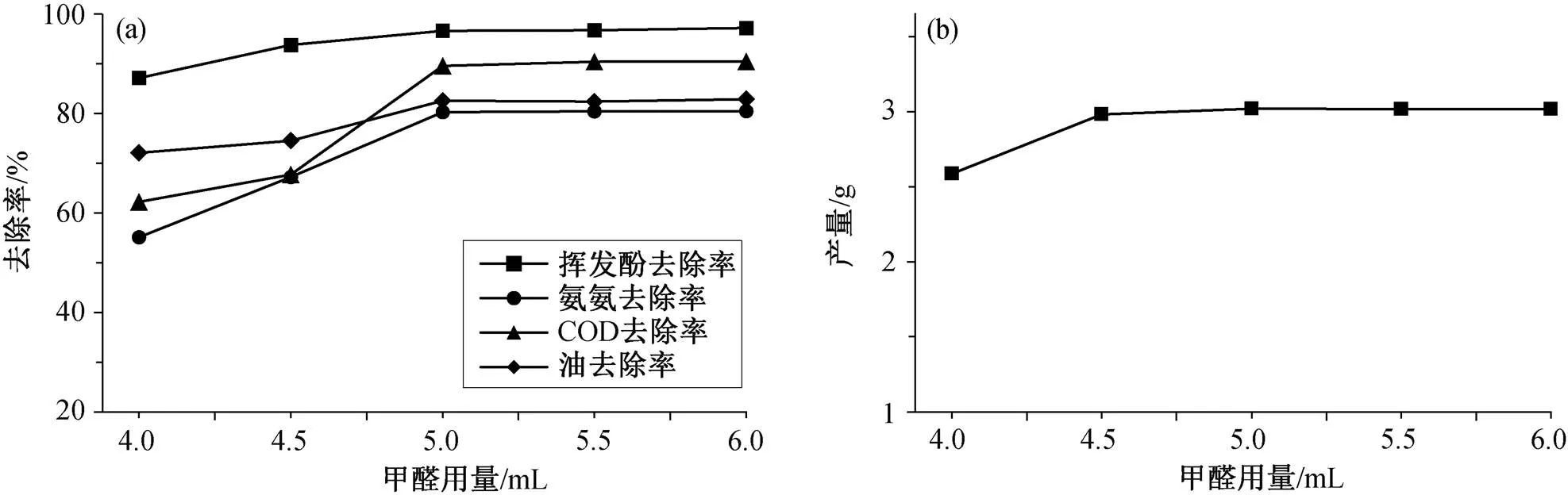
图1 酚醛树脂制备过程中兰炭废水中挥发酚、氨氮、COD和油的去除率(a)以及酚醛树脂产量(b)随甲醛用量的变化曲线

图2 酚醛树脂制备过程中兰炭废水中挥发酚、氨氮、COD和油的去除率(a)以及酚醛树脂产量(b)随温度的变化曲线

图3 酚醛树脂制备过程中挥发酚、氨氮、COD及油去除率(a)以及酚醛树脂产量(b)随时间的变化曲线
200mL 兰炭废水与 5mL 甲醛反应, 在反应温度 90℃条件下, 兰炭废水中挥发酚、氨氮、COD和油的去除率随时间的变化如图 3 所示。COD与挥发酚在前 4 小时的去除率增长最快, 而氨氮和油的去除率增长相对较慢, 它们的去除率及生成的酚醛树脂在 4 小时处达到最大, 在 4~5 小时期间基本上不变。在最佳反应时间 4 小时的条件下, 挥发酚、COD、氨氮及油去除率分别为 96.74%, 92.92%, 80.29%和 82.58%, 最多产生酚醛树脂 3.0211g。
2.2 酚醛树脂的表征
由兰炭废水中酚类物质制备的酚醛树脂 XRD谱图在 10°~30°之间有一宽峰, 代表其无定型炭结构。图 4 为酚醛树脂在最佳反应时间和甲醛浓度条件下, 反应温度分别为 60, 90 和 100℃的XRD 谱图, 不同温度下反应获得的酚醛树脂衍射峰有差异, 在 2=18°, 23°和 41°处出现微弱的衍射峰, 对应的晶面分别为(131), (040)和(020)。
本研究中制备酚醛树脂中的主要元素为 C 和 O, 如表 1 所示, C 和 O 的质量分数比约为 5.25, 原子百分比约为 7.0。图 5 为在最佳反应条件下得到的酚醛树脂的扫描电子显微镜图像, 可以看出, 酚醛树脂呈球状, 颗粒间紧密地团聚在一起, 颗粒表面非常光滑。
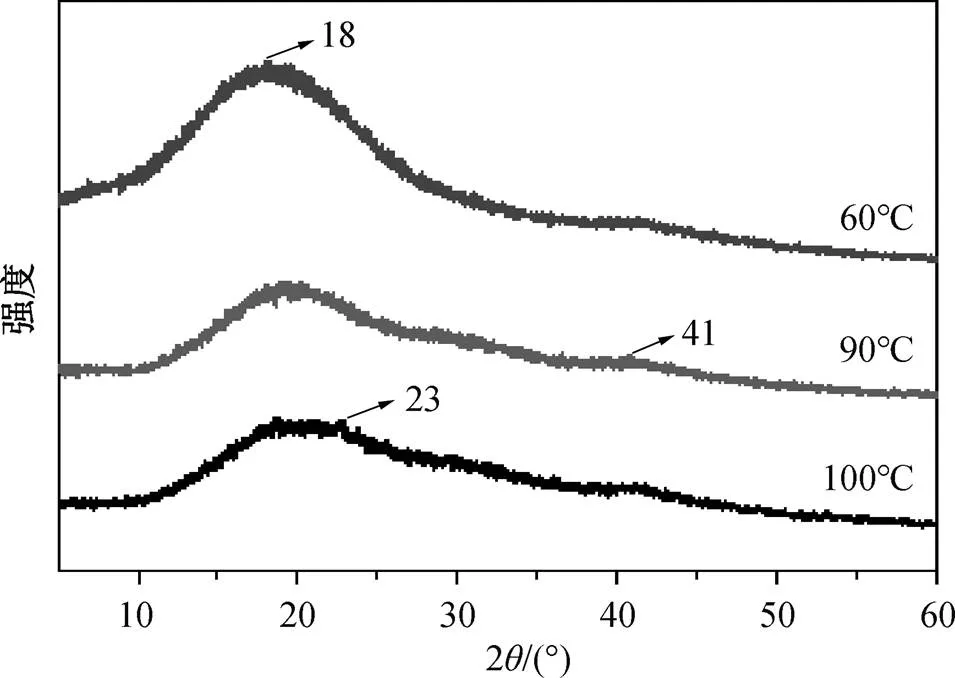
图4 不同合成温度下酚醛树脂的XRD表征

表1 酚醛树脂EDS分析
3 结论
本研究以兰炭废水为原料, 利用甲醛将兰炭废水中的酚类物质转化为酚醛树脂, 测定酚醛树脂生成前后兰炭废水中挥发酚、COD、氨氮和油的含量, 优化反应时间、温度和原料比例, 确定了兰炭废水制备酚醛树脂的反应最优条件: 兰炭废水与甲醛的原料比为 1:40, 优化时间为 4 小时, 反应温度为 90℃。
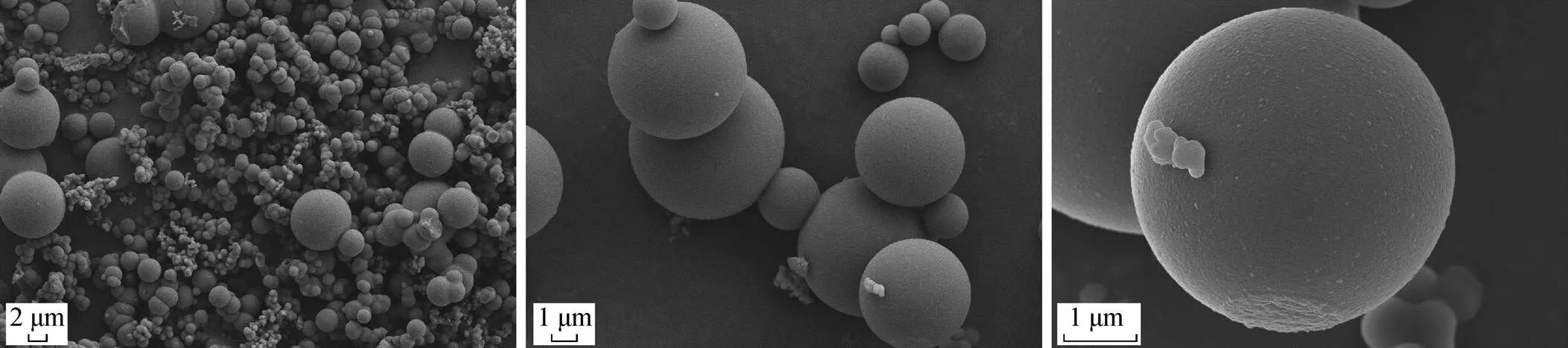
图5 酚醛树脂的SEM
[1] 李健, 马炜, 闫龙, 等. 兰炭基生物质型煤成型工艺及性能的研究. 当代化工, 2019, 48(8): 1694–1699
[2] 陈博坤. 煤化工废水零液排放技术研究及高浓酚氨废水处理流程开发[D]. 广州: 华南理工大学, 2020
[3] 周璐, 刘永军, 段婧琦, 等. 兰炭废水中酚类有机物的去除及遗传毒性分析. 水处理技术, 2017, 43 (2): 102–106
[4] 刘侠, 温俊峰, 焦玉荣, 等. 桃核壳木质素处理兰炭废水的研究初探. 当代化工, 2022, 51(6): 1311–1315
[5] 李金城, 宋永辉, 汤洁莉. 电化学氧化法去除兰炭废水中COD和NH3-N. 中国环境科学, 2022, 42(2): 697–705
[6] 屈泽鹏, 孙东明, 安路阳, 等. 络合萃取法处理高浓度含酚兰炭废水. 工业用水与废水, 2020, 51(5): 9–13
[7] 张立涛, 张智宇, 刘硕, 等. 兰炭废水预处理技术研究进展. 煤化工, 2018, 46(4): 53–57
[8] Pilato L. Phenolic resins: 100 years and still going strong. Reactive and Functional Polymers, 2013, 73(2): 270–277
[9] Kiskan B, Yagci Y. The journey of phenolics from the first spark to advanced materials. Israel Journal of Chemistry, 2020, 60: 20–32
[10] Poljansek I, Krajnc M. Characterization of phenol-formaldehyde prepolymer resins by in line FT-IR spectroscopy. Acta Chimica Slovenica, 2005, 52(3): 238–244
[11] Astarloa-Aierbe G, Echeverrı́a J, Vazquez A, et al. Influence of the amount of catalyst and initial pH on the phenolic resol resin formation. Polymer, 2000, 41(9): 3311–3315
[12] Cygan M, Szemień M, Krompiec S. Statistical scree-ning analysis of the chemical composition and kinetic study of phenol-formaldehyde resins synthesized in the presence of polyamines as co-catalysts. PLOS ONE, 2018, 13(5): e0195069
[13] Chaiwan P, Kaewkittinarong A, Pumchusak J. Noniso-thermal curing kinetics of solid resole by differential scanning calorimetry. Thermochimica Acta, 2019, 675: 119–126
[14] Hu X M, Zhao Y Y, Cheng W M. Effect of formal-dehyde/phenol ratio (F/P) on the properties of phenolic resins and foams synthesized at room temperature. Polymer Composites, 2015, 36(8): 1531–1540
[15] Shafizadeh J E, Guionnet S, Tillman M S, et al. Syn-thesis and characterization of phenolic resole resins for composite applications.Journal of Applied Polymer Science, 1999, 73(4): 505–514
[16] Cygan M, Szemień M, Krompiec S. Statistical scree-ning an alysis of the chemical composition and kinetic study of phenol-formaldehyde resins synthesized in the presence of polyamines as co-catalysts.PLOS ONE, 2018, 13(5): e0195069
[17] 王亚俐, 王玉飞, 李键, 等. 兰炭废水主要酚类制备酚醛树脂及热解动力学研究. 北京大学学报(自然科学版), 2020, 56(6): 975–982
[18] 白妮, 王爱民, 王金玺, 等. 化学沉淀法回收兰炭废水中酚类物质的研究. 煤化工, 2022, 50(2): 34–37
Optimization of Reaction Conditions for Formaldehyde Treatment of Semi-coking Wastewater
WANG Yali†, BAI Xubo, SUN Juanjuan
School of Chemistry and Chemical Engineering, Yulin University, Yulin 719000; † E-mail: yaw32@yulinu.edu.cn
Phenolic substances in semi-coking wastewater were converted into phenolic resin by formaldehyde, therefore the resources were utilized. Volatile phenol, COD, ammonia nitrogen and oil in semi-coking wastewater before and after phenolic resin formation were detected to optimize the reaction time, temperature and raw mate- rial ratio, eventually the optimal reaction conditions for phenolic resin preparation were determined. Meanwhile, the physicochemical analysis of phenolic resin materials was carried out by XRD and SEM. The results showed that a volume ratio of 1:40 (formaldehyde. semi-coking wastewater), a reaction temperature of 90ºC, and a reaction time of 4 hours were the optimum reaction conditions for semi-coking wastewater treated by formaldehyde.
semi-coking wastewater; phenolic resin; reaction condition optimization; characterization
