梯度水凝胶生物支架3D 打印自动补液装置的设计与试用
2024-01-30李振界李开良
戚 丹,朱 彤,阮 祥,李振界,王 瀚,李开良
目前,三维(three-dimensional,3D)打印可以基本满足人们对于普通工艺产品(如教具、模型等)的打印需求[1]。 但在生物医疗领域,3D 打印方法的应用仍存在许多技术难点和局限性。在该领域,3D 打印的发展可以大致归纳为三个阶段:第一阶段是简单的教学模具的打印制造(如解剖模型等);第二阶段是带有特定的药物或活性因子生物支架打印,要求生物支架具备一定的生物相容性,不能产生排异反应;第三阶段是骨骼、牙齿和一些器官植入物的增材制造,功能梯度材料的打印对于打印技术提出了更高的要求[2]。
梯度结构广泛存在于生物组织中。细胞外基质中的化学梯度影响了细胞的增殖、 迁移或者分化活动;骨骼中发现了从皮质骨向小梁骨增加的孔隙率梯度[3]。 这些梯度变化的现象对生物体的影响不可忽略。 因此,如果想要利用3D 打印技术打印植入物,必须要考虑到产品的理化梯度是否与原来的器官或组织相一致, 理化性质是否与生物体内复杂的环境相适应等[4]。
目前, 数字光处理技术(digital light processing,DLP)是比较成熟的3D 打印技术,比起其他的3D 打印方法,它具有打印精度高、打印速度快、商业化成熟等优势,适用于生物材料打印,同时具备梯度打印的潜力,可以通过对商用DLP 打印机的改造使之完成梯度打印任务。当前制备具有梯度分布的生物材料的主要思路是提前配制不同配比的原料,当打印的产品发生梯度变化的时候,对应地改变料槽中打印材料的梯度。Yamamoto K 等[5]通过改变两种材料的混合比例的方式改变了打印过程中的原料成分,进而打印出了在Z 轴上具有化学梯度的样品。Kupfer ME 等[6]通过手动将甲基丙烯酰化明胶(gelatin methacryloyl,GelMA)和羟基磷灰石(hydroxyapatite,HAP)以不同的比例混合,制备出了具有梯度分布的生物支架,并且具有良好的生物相容性。以上方法均通过手动配比不同浓度的材料实现梯度材料打印。 手动配液方法存在诸多弊端,如人工成本高、打印慢、不能够批量生产、精度低等问题。 笔者实验中综合考虑效果和成本, 选择了STC 89C51 单片机完成多通道自动补液装置的设计,所设计的装置可以实现3D 打印过程中的自动补液。
1 材料与方法
1.1 实验材料
1.1.1 实验原材料
甲基丙烯酸羟乙酯(2-hydroxyethyl methacrylate,HEMA)(C6H10O3,相对分子质量130.14)、乙二醇二甲基丙烯酸酯 (ethylene glycol dimethacrylate,EGDMA)(C10H14O4, 相对分子质量198.22)、 甲基丙烯酸(methacrylic acid,MAA) (C3H4O2, 相对分子质量72.06)(阿拉丁,中国);二苯基-(2,4,6-三甲基苯甲酰)氧磷(diphenyl(2,4,6-trimethylbenzoyl)phosphine oxide,TPO)(C26H27O3P,相对分子质量418.46。 玛雅试剂,中国)。
1.1.2 主要设备及器件
光固化3D 打印机(Photon-S。ANYCUBIC,中国);单片机(STC89C51。 宏晶集团,中国);蠕动泵(NKPDC-S08。 卡默尔,中国)。
1.2 方法
1.2.1 流程设计
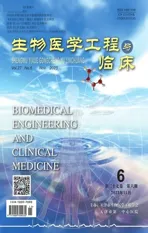
设计中使用了多个蠕动泵,通过控制蠕动泵工作的时间控制各个通道加入的不同成分水凝胶配比。当全部水凝胶加入完成后,单片机控制自动混匀装置工作, 混匀结束后将配好的水凝胶加入料槽开始打印。当打印的材料梯度需要变化时,再通过一个蠕动泵将料槽中的水凝胶全部吸出,同时通道上的蠕动泵继续工作重新配水凝胶,如此不断循环直至打印出所需的功能梯度材料。 其工作流程图见图1。
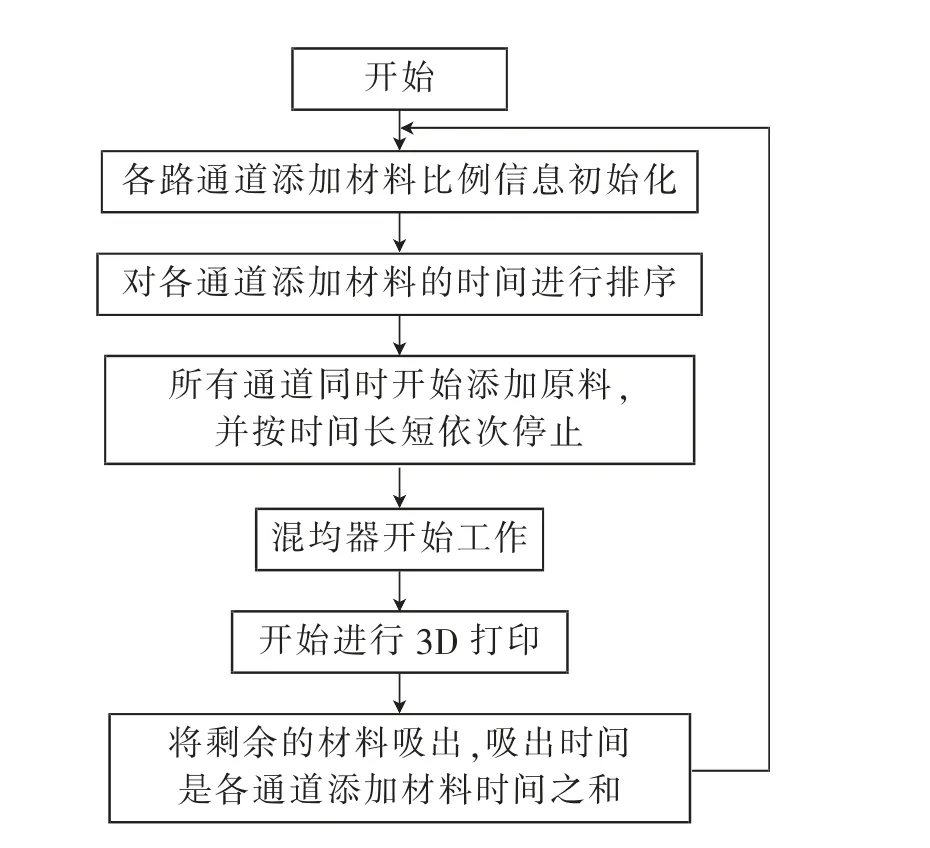
图1 自动补液装置工作流程图Fig.1 Workflow diagram of automatic fluid replenishment device
1.2.2 3D 打印机的选择
实验中采用Photon-S 光固化3D 打印机,其结构示意图见图2。 将手拧螺丝拧松后,就可以将料槽取出进行改装。 添加的自动补液装置示意图见图3。 将数个通道与振荡混匀器直接相连,振荡混匀器与料槽相连接,使得混匀后的材料直接进入料槽中。 料槽另外和吸收泵相连接,当需要改变原料时就用吸收泵将料槽中剩余的废料吸到废弃槽中。同时新的材料通过各个通道进入混匀器中,开始新一轮的循环。
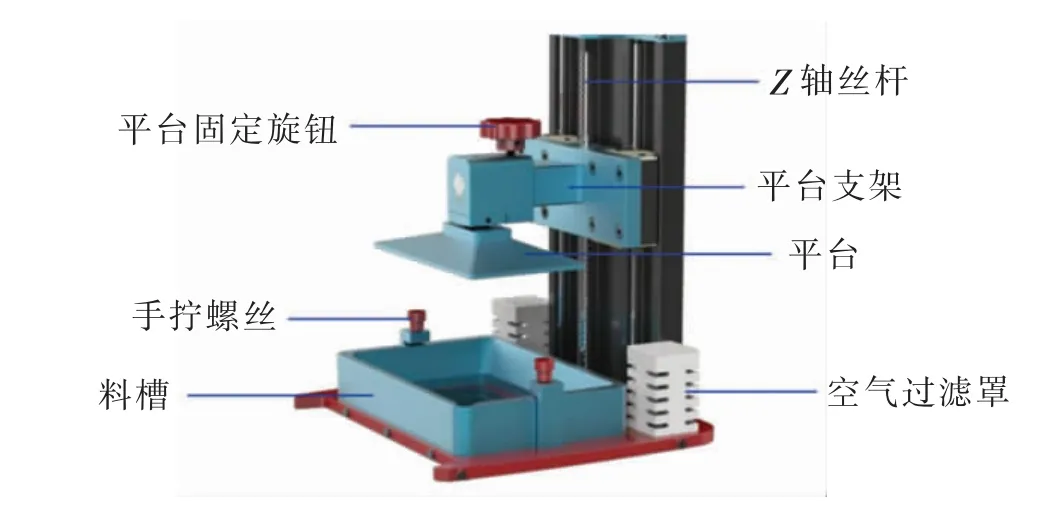
图2 光固化3D 打印机结构示意图Fig.2 Structure diagram of photocuring 3D printer
1.2.3 硬件设计
实现自动补液功能的主要硬件为蠕动泵,由5 V直流电机驱动。 蠕动泵驱动电路设计中采用输入/输出(input/output,I/O)端口驱动三极管控制继电器工作,利用继电器控制蠕动泵,实现自动补液。 见图4。
图4 蠕动泵驱动电路图Fig.4 Diagram of peristaltic pump drive circuit
采用5 组蠕动泵,分别为A 液泵、B 液泵、C 液泵、补液泵和废液泵,并设计了混匀装置,即采用偏心电机产生的振动,带动混匀槽振动,从而实现混合液的混匀。 根据方案设计绘制电路,并制作电路板(图5)。
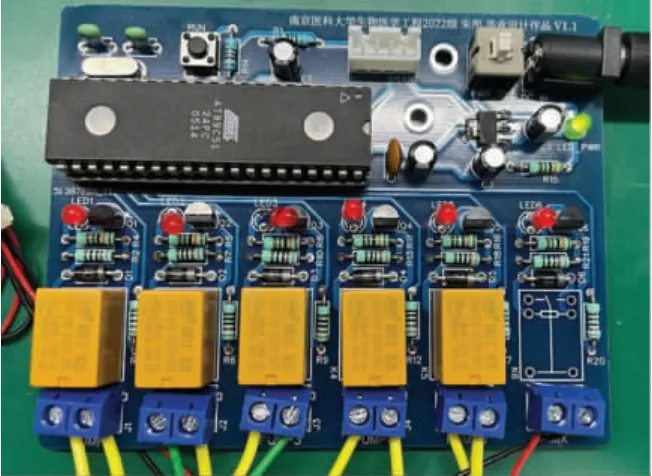
图5 方案二印制电路板焊接元器件后实物图Fig. 5 Physical image of printed circuit board after welding components of scheme 2
设计的自动补液装置可以实现3 通道水凝胶自动补充及混匀槽的自动振动混匀, 将水凝胶混合体充分混合,为后续样品打印提供精准的水凝胶梯度。
1.2.4 补液装置与3D 打印机组合
实验中所选用的3D 打印机的原装料槽所需打印材料较多,对于打印小尺寸生物水凝胶支架容易造成材料浪费,为了在打印过程中节约打印生物材料所需要的水凝胶, 将3D 打印机原有料槽进行改装,使得料槽尺寸变小。 见图6。

图6 打印机原有料槽(A)和改装后料槽(B)Fig.6 Images of original(A)and modified(B)of printer material tank
1.2.5 水凝胶制备
实验中将HEMA 与光引发剂TPO 混合, 制成A组分。B 组分加入pH 敏感单体MAA,MAA 可以使所打印的样品在不同pH 条件下发生不同形变,其形变量可以根据所添加的pH 敏感体量的多少来改变[7]。EGDMA 是一种交联剂,可以在线性的高分子之间产生化学键,使线性分子交联形成网状结构,能够有效地提高材料的强度和弹性[8]。 将EGDMA 交联剂加入A 组分中,制成C 组分。 各组分的配比见表1。

表1 3 种组分的构成Tab.1 Composition of 3 components
1.2.6 目标样品的3D 绘制
通过SolidWorks 软件绘制出如图7 所示的目标样品3D 图纸,目标样品为一多孔的长方体细胞生长支架,长、宽、高分别为10 mm、10 mm、5 mm。

图7 目标样品3D 图纸界面Fig.7 Image of target sample 3D drawing interface
1.2.7 目标样品的切片
根据图纸, 使用切片软件对目标样品进行切片,可以根据目标水凝胶的成分等调整切片的参数,如层厚、每层曝光时间、关灯时间、底部曝光时间等。
2 结果
2.1 自动补液装置制作成品
自动补液装置实物如图8 所示,其中a 为蠕动泵模块,5 组蠕动泵分别安装于塑料模具盒, 蠕动泵的泵头在塑料模具盒外部,蠕动泵的驱动电机隐藏安装在塑料模具盒内;b 为水凝胶缓冲模块, 用于A、B、C 3 种水凝胶、 按梯度要求混合后的水凝胶及3D 打印机上一密度层打印废弃的水凝胶的暂存和收集,分别为A 液槽、B 液槽、C 液槽、混匀槽和废液槽。 槽体为实验用玻璃瓶,由于用于3D 打印的水凝胶需要避免紫外光照射, 因此将槽体嵌入塑料模具盒内避光,在瓶盖上开孔用于连接对应蠕动泵或槽体。连接蠕动泵和槽体的管路采用深棕色防紫外线的管路,可以有效避免水凝胶在补充混匀过程中因环境中紫外线照射而产生固化。

图8 自动补液装置组装实物图Fig. 8 Actual assembly diagram of automatic liquid replenishment device
将改装后的打印机和自动补液装置组合在一起,就完成了整套装置的设计,可以根据需要进行水凝胶材料的打印。 其工作流程如下:当需要进行梯度打印时,根据梯度密度要求,自动补液装置会自动按比例从A、B、C 液槽中通过相应泵将A 液、B 液和C 液泵入到混匀槽中,混匀槽下方的振动电机工作,完成液体的充分混合。补液泵将混匀槽中的混合水凝胶泵入打印槽, 当3D 打印机完成一定层厚目标样品打印后,废液泵将3D 打印机打印槽中剩余的水凝胶泵入到废液槽,开始下一材料配比补液-混合-打印,如此循环直到打印完成。
2.2 目标样品打印条件选择
由于不同水凝胶所需要的打印曝光条件不同,需要进行打印条件实验,以选择合适的打印参数。 通过多次实验,参数最终选择层厚0.05 mm,每层曝光时间20 s,目标样品打印100 层。 为了打印出具有梯度密度的目标样品, 实验中将100 层打印层数分成每20 层一个配比, 即第1 ~20 层打印所用水凝胶成分为同一种组合,记为组合Ⅰ;第21 ~40 层打印所用水凝胶成分记为组合Ⅱ,以此类推。 梯度密度分层示意图如图9 所示。

图9 梯度密度分层示意图Fig.9 Schematic diagram of gradient density stratification
目标样品打印所需水凝胶的5 种组合为“梯度材料的制备”一节中所述的A 组分、B 组分和C 组分按不同比例混合所得,5 种组合所对应的混合比例见表2。

表2 样品打印条件参数选择实验表Tab.2 Sample printing condition parameter selection experiment table
2.3 目标样品梯度打印
根据所设定的条件和水凝胶的配比,应用自动补液装置进行目标样品的打印,打印采用水凝胶组合Ⅰ时,补液装置根据程序所设定的流程,单片机控制3个液泵分别从3 个液槽抽取4 mL 组分A、1 mL 组分B 和1 mL 组分C 泵入到混匀槽, 同时单片机控制混匀槽下方的混匀振动电机工作, 充分混合各组分,形成水凝胶组合Ⅰ;接着单片机控制补液泵工作,将混匀槽内的水凝胶组合Ⅰ泵入到3D 打印机的打印槽中,3D 打印机根据切片数据进行打印1 ~20 层。
当第1 ~20 层打印完成后,自动补液装置的单片机会控制打印机暂停打印,使废液泵将多余的水凝胶组合Ⅰ泵入到废液槽, 同时单片机控制A 液泵、B 液泵和C 液泵工作,完成水凝胶组合Ⅱ的混合,重复上述流程直至打印完毕。
2.4 性能验证
利用乙醇溶液冲洗打印样品(图10)。 由于在水凝胶的组分B 中添加了pH 敏感单体,所打印出的样品对pH 敏感,在不同的pH 环境下,样品具有不同的膨胀或收缩形态。 此次实验中所打印的目标样品每20 层所含组分B 的量不同,将样品放入酸性溶液后,其每20 层的膨胀收缩不一致[9],如图11 所示为样品在酸性溶液中的收缩状态,后续可以根据调解组分B的量来进一步调节收缩精度。 用去离子水清洗样品,去除酸性环境后,样品会自然恢复至中性状态。

图11 目标样品放入酸性溶液中的现象Fig.11 Images of target sample in acidic solution
3 讨论
笔者实现了一种用于光固化3D 打印技术的梯度水凝胶材料自动补液系统,能够对材料中组分梯度进行控制, 并自动补充到3D 打印机的打印槽中,通过使用不同的打印材料,并控制相应梯度结构,能够实现不同响应方式生物水凝胶的制备。 在医学领域,通过制备出具有功能梯度的生物材料,可以克服传统材料理化性质单一的特点,即使是在复杂的人体环境中,也会有更好的适应能力[10]。因此,能够快速制备出功能梯度材料具有重要意义。
笔者设计还存在一些问题需要进一步改进优化。如补液装置设计所采用的补液泵为蠕动泵,由于其精度有限,对于更精密的补液需要更换成高精度注射器来实现。 另外在进行实际打印测试时,所改装的打印机样品由于采用的是塑料薄片,在打印有机样品时会出现粘连现象,即样品不容易从样品台取下,后期可以采用铝合金材料作为样品台。