圆竹酚醛树脂复合管材的制备及其性能
2024-01-25周英豪陈海丽侯俊峰俞友明
周英豪,陈海丽,侯俊峰,俞友明
(浙江农林大学化学与材料工程学院,杭州 311300)
竹材是一种特殊的可再生森林资源,具有生长快、成材周期短、一次种植长期利用等特点[1]。中国是世界上竹子种类最丰富、分布最广泛的国家。目前,中国的竹产业已发展成集科技、生态、文化、效益于一体的绿色朝阳产业链,无论是竹林规模和竹材生产,还是竹林栽培、竹制材料的应用技术等都居于世界领先水平[2]。中国竹产业的研究领域深入广泛,主要研究方向包括竹工机械、竹基板材、竹基复合材料与竹材高附加值利用技术,各项研究成果和水平均位于国际领先水平。
竹材与木材相似,具有典型的多孔结构特征[3],是天然的多孔材料[4]。竹材直径小、壁薄、中空,木质素、纤维素组成特殊,它具有硬度高、弹性强的优点,其物理、化学特性和生产技术不同于木材。当前,在竹材加工利用中存在的一个关键问题是由于竹材不存在横向输导组织,其渗透性远远低于木材[5],导致改性剂以及树脂等的浸渍存在困难。因此,在竹材工业化利用中多以分解为小单元的竹篾或将竹材展平后的加工为主,竹材本身的中空结构多被视为缺陷,创造的附加值较小,材料浪费较严重,利用率低。
亚氯酸盐脱木质素是一种通过使用醋酸和亚氯酸钠的水溶液从木材或纸浆中去除木质素的方法,它可以打破木质素分子和碳水化合物之间的联系,产生全纤维素,并增加木材的渗透性[6]。Yang等[7]发现当木材经历较高比例的脱木质素时,木质素的不断脱除使木材逐渐变白,并产生一些中孔,甚至细胞之间部分分离,但纤维素的结晶结构没有被破坏。亚氯酸钠脱木质素法在木材中的成功应用也吸引了许多学者将这一方法运用在竹材上。Yu等[8]将竹材样品通过亚氯酸钠处理进行脱木质素,该方法通过醋酸调节亚氯酸钠溶液pH至4.76,随后将竹材放入溶液中加热进行脱木质素,并评估了这种处理对竹材微观结构、表面化学成分和热解行为的影响。研究表明,脱木质素的竹材表面松散,孔隙增加,竹纤维分离明显,因此经过亚氯酸钠脱木质素处理的竹子拥有新颖和特殊的功能,具有很好的应用潜力。在工业化利用中,用树脂对竹材增强改性是常用的工艺手段之一[9]。树脂增强改性是采用水溶性的低分子量热固性树脂或胶黏剂,浸渍竹材或竹单元,经干燥加压固化,从而提高竹材的性能[10]。由于竹材渗透性较弱,在浸渍工艺的选择上,一般使用真空浸渍等增加树脂在竹材中的渗透量。在上述常见的改性以及复合方法中很少以圆竹作为研究对象。
以不含竹节的圆竹竹间段(以下简称圆竹)为研究对象,通过脱木素处理、真空浸渍树脂、自制模具环形加压固化的工艺步骤,成功制备了圆竹酚醛树脂复合管材(以下简称压力成型圆竹),提高了圆竹的尺寸稳定性和疏水性,为竹材加工、“以竹代塑”、“以竹代木”提供了一种新的思路和方式。
1 材料与方法
1.1 模 具
模具由两部分组成,包括刚性金属外壳以及耐热性乳胶制成的气囊,通过内层气囊充气对圆竹进行环形加压。装置横截面示意图见图1。
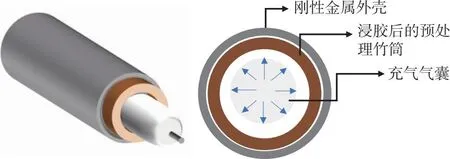
图1 模具示意图Fig. 1 Schematic diagram of the mold
1.2 制备过程
从天然竹材(本试验所用竹材来自浙江农林大学竹子实验园,竹龄3 a,壁厚5~6 cm,直径在35 mm以上)中选取合适的部分锯成10 cm长的圆竹,并去除表面的竹青(竹皮)和竹黄(髓外组织),将其放入103 ℃通风烘箱中烘至绝干。
预处理:先将圆竹浸泡在1%质量分数的氢氧化钠溶液中,在85 ℃恒温油浴锅中加热12 h,目的是去除抽提物;随后用去离子水多次冲洗,清除残留的氢氧化钠;接着将圆竹置于4%质量分数的亚氯酸钠溶液中,加入醋酸调节pH为4.76,并在超声清洗器中清洗30 min;最后在85 ℃恒温油浴锅中进行8 h的脱木素处理。处理结束后,用去离子水和乙醇清除残留亚氯酸钠,并保存在无水乙醇中等待测试。
真空浸渍:从无水乙醇中取出预处理的圆竹,直接放入固含量为30%的水性酚醛树脂溶液中并将其置于真空烘箱中,使真空度为0.1 MPa,浸渍温度为50 ℃,浸渍时间为60 min。浸渍完毕后取出,用滤纸去除试样表面多余的酚醛树脂,并在空气中晾干,直至前后两次称质量偏差小于0.1 g。
环形加压固化成型:将浸渍完的圆竹放入自制模具,通过电动充气装置控制施加275.79,206.84,137.90 kPa的径向压力冷压10 min,随后将装置放入140 ℃鼓风烘箱中固化成型30 min,再放入60 ℃烘箱中备用。工艺流程如图2所示。

图2 工艺流程Fig. 2 Process flow diagram
1.3 不同热压压力下圆竹压缩率及径向吸湿回复率的测试
在预处理前,对绝干后的圆竹进行壁厚的测量,在横截面上以恒定的间距选定8个点测量壁厚并取平均值记为L0。在试样制备完成后,以同样的方式选定8个点测量壁厚并取平均值记为Lc。随后将制备完的圆竹放入温度40 ℃、相对湿度85%的高低温交变湿热试验箱中至圆竹尺寸稳定后,再次测量平均壁厚记为Lr,按式(1)计算圆竹压缩率(L),按式(2)计算圆竹径向吸湿回复率(R)。
L=(L0-Lc)/L0×100%
(1)
R=(Lr-Lc)/(L0-Lc)×100%
(2)
1.4 热压后剖面密度的测试
从固化成型后的烘干圆竹和对照组圆竹上锯切竹条,并将其拼接成尺寸为50 mm×50 mm×最终厚度的试样。利用人造板剖面密度测定仪,自上而下测量试样厚度方向上的绝干剖面密度分布。横坐标越接近0 mm,表示越靠近近黄面;越接近6~7 mm,表示越接近近青面。
1.5 扫描电镜(SEM)观察
从圆竹中取一段制样,用SEM观察内外表面的密实化程度以及酚醛树脂固化后在圆竹内的分布情况,对比不同热压压力下的密实化层厚度以及微观构造的差异。
1.6 BET氮气吸附试验
将对照组和不同压力成型圆竹磨粉,放入送风定温干燥箱中干燥。用全自动比表面积与孔隙度分析仪对样品进行氮气吸附等温线测定,通过仪器配套软件推算样品的比表面积、累计孔体积和孔径分布等参数。
1.7 24 h(绝干)吸水率和吸湿率的测试
1.7.1 24 h(绝干)吸水率的测试
将对照组(去青去黄的圆竹)和压力成型圆竹在103 ℃的鼓风烘箱中烘至绝干,称得圆竹质量为M1,精确至0.01 g;随后将圆竹浸于pH为7±1,温度为(20±2)℃的水槽中,圆竹垂直于水平面并保持低于水平面,同时用塑料网将各个试件隔开使其可自由膨胀;待圆竹浸泡24 h后,从水中取出并擦去表面残留水,即刻称得圆竹质量为M2,精确至0.01 g。圆竹24 h绝干吸水率(W)按式(3)计算,精确至0.1%:
W=(M2-M1)/M1×100%
(3)
随后将圆竹放入103 ℃通风烘箱中再次烘至绝干,测得吸水恢复绝干质量,记为M3。
1.7.2 24 h(绝干)吸湿率的测试
将对照组(去青去黄的圆竹)和压力成型圆竹在103 ℃的鼓风烘箱中烘至绝干,称得圆竹质量为m1,精确至0.01 g;随后将圆竹放入温度40 ℃、相对湿度85%的高低温交变湿热试验箱中吸湿24 h,取出后即刻称得圆竹吸湿质量为m2,精确至0.01 g。圆竹24 h绝干吸湿率(N)按式(4)计算,精确至0.1%:
N=(m2-m1)/m1×100%
(4)
随后将圆竹放入103 ℃通风烘箱中再次烘至绝干,测得吸湿恢复绝干质量,记为m3。
1.8 尺寸稳定性测试
测量对照组和压力成型圆竹壁厚及直径,壁厚的测量同1.3节方法,直径的测量使用游标卡尺。将圆竹浸于pH为7±1,温度为(20±2)℃的水槽中,圆竹垂直于水平面并保持低于水平面,同时用塑料网将各个试件隔开使其可自由膨胀。浸泡到预定的时间后取出样品,对壁厚、直径进行测量,计算出各个尺寸的变化值,随后放入103 ℃烘箱中烘至绝干后再测量一次,将3个尺寸进行对比。
1.9 表面润湿性测试
使用接触角测量仪确定各个面的接触角,将去离子水滴在各个平面的表面,记录30 s,评价动态润湿性。
2 结果与分析
2.1 压缩率及径向吸湿回复率分析
未经处理的圆竹难以被压缩,其压缩率仅为2.90%,这与竹材本身的结构特性有关。而经过脱木素处理的圆竹在相同压力下表现出较高的压缩率,达到14.55%,这是因为脱木素处理使竹材细胞间隙增大,细胞壁强度降低,从而提高了竹材的可压缩性[6]。
压力成型圆竹及对照组的压缩情况和径向吸湿回复率见表1。由表1可知,未经处理的圆竹在吸湿后壁厚显著增加,径向吸湿回复率高达200%左右。这是因为竹材是一种天然多孔材料,具有一定的弹塑性,经过压缩处理后稳定性较差[11]。而经过一系列处理的圆竹径向吸湿回复率分别为 21.74%,20.90% 和10.99%,这是因为脱木质素处理使圆竹细胞壁变薄,强度变低,受到压力更容易坍塌[12];同时,由于酚醛树脂浸渍并在细胞腔、细胞间固化,与坍缩的细胞壁之间形成了致密的结构[13-14]。因此,经过处理后的圆竹径向吸湿回复率远低于未处理的圆竹,稳定性也远优于未处理的圆竹。

表1 压力成型圆竹及对照组的压缩情况和径向吸湿回复率Table 1 Compression situation and radial moisture absorption recovery rates for pressure molded bamboo and control group
2.2 剖面密度分析
对照组圆竹和137.90,206.84,275.79 kPa压力成型圆竹剖面密度参数及其特征图分别如表2和图3所示。由于剖面密度分析仪的试件尺寸要求为5 cm×5 cm,因此,将圆筒分割后拼接成规定尺寸的试样。

表2 对照组和压力成型圆竹的密度参数Table 2 Density parameters of control and pressure molded round bamboo 单位:mg/cm3

图3 对照组和压力成型圆竹的 剖面密度参数特征图Fig. 3 Profile density parameter characteristic curves of control and pressure molded round bamboo
从图3中可以看出,环形加压成型后的竹材剖面密度分布变化显著。137.90 kPa成型的圆竹在1~5 mm的剖面密度要大于对照组圆竹,同时,在1~3 mm出现了相对高密度峰,最高密度达到780 mg/cm3,中心层平均密度为656.33 mg/cm3。206.84 kPa成型的圆竹在1~5 mm的剖面密度要大于137.90 kPa成型的圆竹,同时在2~3 mm出现了高密度峰,最高密度达到800 mg/cm3,中心层平均密度为676.52 mg/cm3。275.79 kPa成型的圆竹剖面密度在1~3 mm逐渐增大,并在3.5 mm左右出现最高密度峰,达到900 mg/cm3,随后在3.5~5.5 mm保持在700 mg/cm3,中心层平均密度为742.22 mg/cm3。相对更高的压力能造成更大的中心层平均密度。密度高峰的形成原因可能是近黄面一端的竹材在脱木素时脱除木质素的程度较高,酚醛树脂在这一区间内的渗透量较大,在受到热压压力后,近黄面的竹材被压缩程度大于中心层。
2.3 SEM分析
圆竹横截面维管束及其局部放大图见图4。由图4可以观察到,在横切面上,对照组的维管束细胞和薄壁细胞相对清晰可见,结构完整,细胞壁未出现塌陷。复合处理后圆竹的维管束细胞出现变形皱缩,树脂浸渍层中,竹材细胞壁完全塌陷,与树脂一起形成了致密的结构,其中,275.79 kPa成型的圆竹致密程度略优于206.84和137.90 kPa成型的圆竹。在树脂部分浸渍层,薄壁细胞的细胞壁部分塌陷,部分薄壁细胞被酚醛树脂填充。因此,该制备方法成功地将圆竹部分密实化。

a)对照组;b)137.90 kPa成型;c)206.84 kPa成型;d)275.79 kPa成型。图4 圆竹横截面维管束及其局部放大图Fig. 4 Cross-sectional electron micrographs of bamboo and local magnification
2.4 孔隙率的变化分析
对照组与不同压力成型圆竹介孔孔隙结构参数见表3。由表3可知,经过加压固化成型后的圆竹比表面积低于对照组,平均孔容低于对照组,平均孔径大于对照组。这是由于酚醛树脂浸渍进入圆竹内部,在一定程度上堵塞了竹材内部的孔隙通道,表明模具的环形加压起到了密实化圆竹的作用。在275.79 kPa的成型压力下,圆竹的密实化程度优于137.90和206.84 kPa成型压力。

表3 对照组与不同压力成型圆竹介孔孔隙结构参数Table 3 Pore structure parameters of control group and different pressure molded round bamboo mesopores
2.5 吸水率和吸湿率变化分析
24 h吸水吸湿率见图5。由图5可知:未经处理的圆竹24 h吸水率高达51.73%,而压力成型圆竹的吸水率分别降低了55%,63.8%和64.5%;未经处理的圆竹24 h吸湿率为11.4%,而经过137.90,206.84和275.79 kPa压力成型的圆竹吸湿率分别为8.1%,5.7%,5.1%,降幅分别为28.9%,50.0%,55.3%。

图5 24 h吸水吸湿率Fig. 5 24-h water absorption and moisture absorption rates
经过处理的圆竹24 h吸水率和24 h吸湿率均低于未处理圆竹,且275.79 kPa压力成型圆竹的24 h吸水吸湿率略低于206.84 kPa压力成型的圆竹,而 137.90 kPa 压力成型圆竹相对其他2个压力下的24 h吸水吸湿率更高。这说明经过处理的圆竹具有更好的环境稳定性,而且成型压力越高,稳定性越好。
2.6 尺寸稳定性分析
浸水24 h后的各项尺寸变化见图6。由图6可知,经过处理的压力成型圆竹24 h吸水后壁厚变化率明显低于对照组,对照组圆竹24 h吸水后壁厚变化率为8.28%,而经过137.90和275.79 kPa压力成型的圆竹壁厚变化率分别为3.55%和2.52%,降幅分别为57.13%和69.57%。压力成型圆竹24 h吸水后直径变化率略低于未经处理的圆竹,未经处理的圆竹直径变化率为3.44%,而经过137.90,206.84,275.79 kPa压力成型的圆竹壁厚变化率为2.63%,2.82%,2.37%,降幅分别为23.5%,18.2%,31.1%。此外,各组圆竹的长度变化都很小。结果表明,137.90,206.84 kPa压力成型和未处理的圆竹长度变化率均在1%左右。
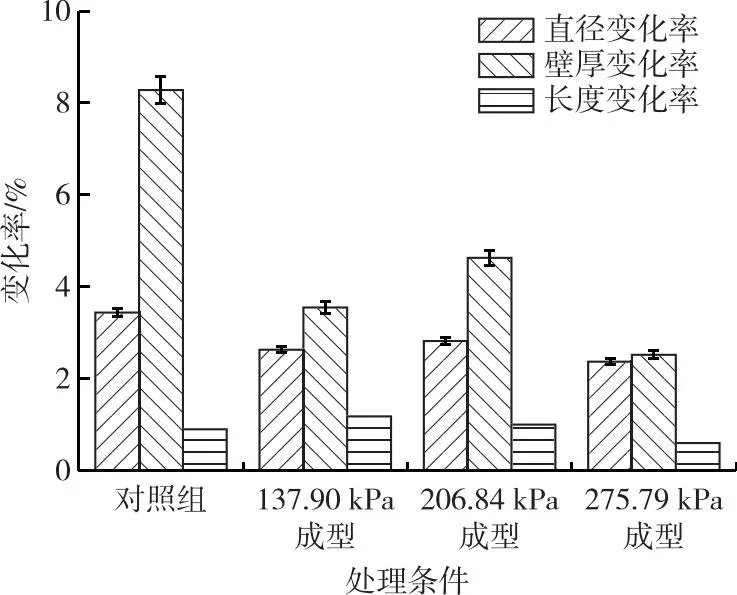
图6 浸水24 h后的各项尺寸变化Fig. 6 The change of dimensions after 24-h water immersion
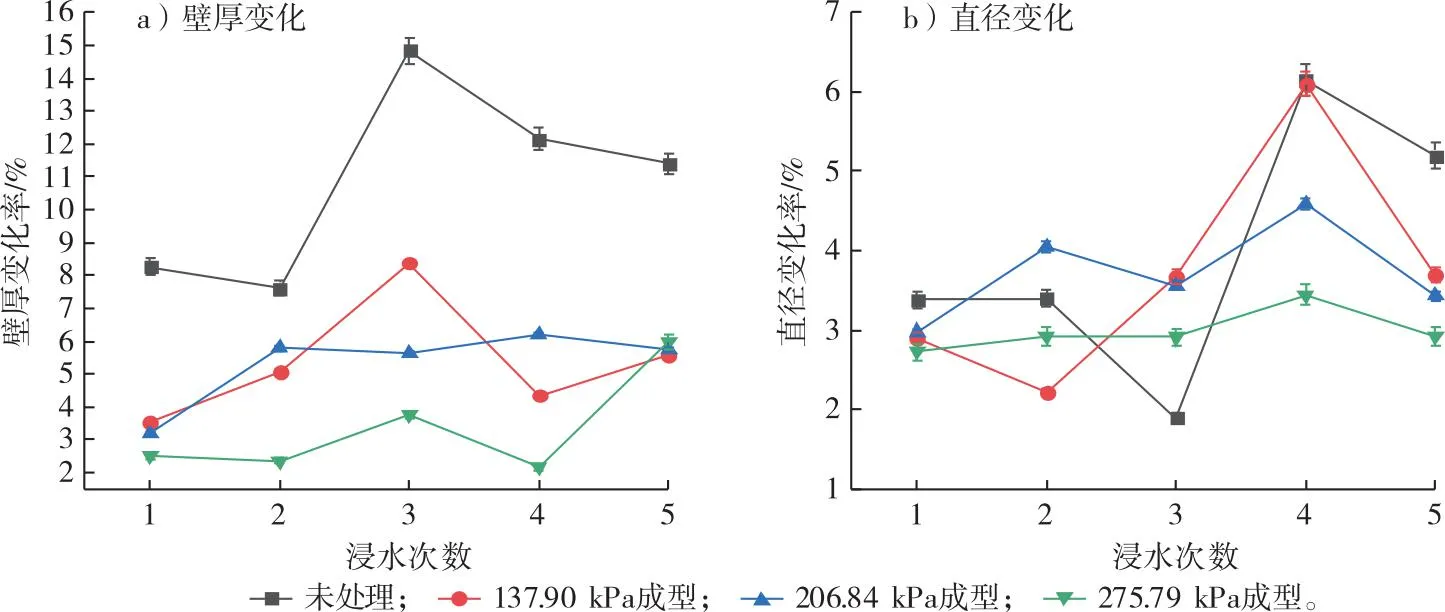
图7 5次循环吸水绝干处理的壁厚、直径变化率Fig. 7 Five cycles of water absorption adiabatic treatment of wall thickness and diameter change rates
5次循环吸水绝干处理的壁厚、直径变化率见图7。从图7中可以看出,压力成型圆竹在5次循环浸水-绝干后的尺寸稳定性明显优于对照组。未经处理的圆竹在循环过程中尺寸变化较大,且壁厚的变化幅度大于直径的变化幅度,壁厚的变化率在7%~14%波动,直径的变化率在1%~6%波动。压力成型圆竹在循环测试中:直径增加率的波动范围与未处理组相差不大;壁厚增加率的波动明显低于对照组,5次循环的壁厚增加率均在8%以下。这说明压力成型圆竹在经历循环绝干的过程中壁厚的尺寸稳定性得到较大提升,其中,275.79 kPa压力成型的圆竹壁厚及直径的变化率相对于小压力成型的圆竹更为稳定。
综上所述,不同压力成型的圆竹24 h吸水后的尺寸稳定性得到了提升,壁厚的尺寸稳定性明显提升,直径的尺寸稳定性略微提升。在循环浸水-绝干过程中的尺寸稳定性保持良好。
2.7 表面润湿性分析
由于对照组采用去青去黄的圆竹,其表面润湿性较好,水滴滴到竹材表面即刻就渗透进入竹材内部。因此,记录了对照组圆竹外表面和内表面在0 s时的接触角,分别为8.7°和14.8°。
压力成型圆竹内外表面接触角与30 s后的接触角见表4,压力成型的圆竹内外表面的润湿性均显著下降,其中275.79 kPa压力成型的圆竹内外表面接触角最大。137.90 kPa处理的圆竹内表面接触角在30 s内从68.4°降低到60.4°,外表面从59.6°降低到54.2°。206.84 kPa处理的圆竹内表面接触角在30 s内从67.4°下降到60.7°,外表面从58.3°下降到53.2°。275.79 kPa压力成型的圆竹内表面接触角在30 s内从73.6°降低到65.8°。生物质材料的润湿性与表面自由能、粗糙度和微观结构有关[15-16],由图4、5可得,压力成型圆竹在近黄面和近青面构建了酚醛树脂/竹纤维复合层,在一定程度上减少了水分子在圆竹中的迁移通道。
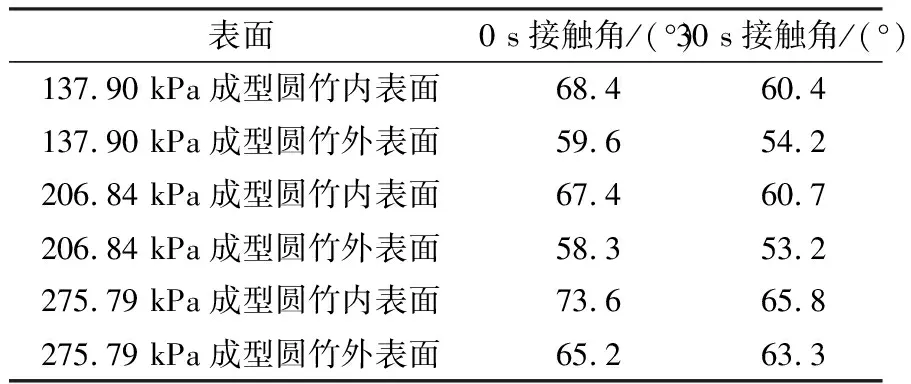
表4 压力成型圆竹外表面和内表面的水接触角Table 4 Water contact angles on the outer and inner surfaces of pressure molded round bamboo
因此,经过预处理浸渍和环形加压固化成型的圆竹表面润湿性相比对照组圆竹显著下降,水分渗透进入圆竹的速度下降。
3 结 论
以圆竹为研究对象,充分利用其中空的结构特性,制备圆竹酚醛树脂复合管材。经过处理的圆竹在环形加压固化成型后具有较高的压缩率和较低的径向吸湿回复率,同时,圆竹酚醛树脂复合管材的24 h吸水吸湿率、尺寸稳定性相比于对照组圆竹有较大提升。复合管材表面润湿性下降,内外端面的竹材细胞细胞壁塌陷,与酚醛树脂形成致密结构,中心层的竹材细胞微观结构变化较小。
本研究论证了圆竹酚醛树脂复合管材制备工艺过程的可行性,在今后的研究中可以将酚醛树脂替换为其他性能优异的热固性树脂,如环氧树脂、聚氨酯等进行复合,或者对酚醛树脂进行功能化改性而得到功能化更强的复合管材,使复合管材能运用在更多的领域中。同时,本研究论证的工艺方式也存在着许多问题,竹材作为一种生物质材料,其径级、壁厚、圆形的规则度都有较大的变异性,本工艺方式实现工业化的难度较大,且由于实验室条件限制,试验用竹为小径竹,未对毛竹等工业化常用竹材进行深入研究。
