循环氢压缩机干气密封带液现象分析及应对措施
2024-01-23程欣浩
程欣浩
(中海石油宁波大榭石化有限公司,浙江 宁波 315000)
0 引言
在石化炼制及化工系统的加氢装置中,循环氢的作用是保持反应系统氢分压及时带走反应热以及控制床层温度,从而保证加氢反应的顺利进行[1]。循环氢系统的整体动力来源是来自循环氢压缩机,是维持整个加氢反应系统的气路流程是加氢装置中的核心设备,发生故障停车意味着整套装置会因故障停车,因此循环氢压缩机的运行效果直接决定了加氢装置的实际运行情况。
1 相关设备简况
某炼厂蜡油加氢装置循环氢压缩机采用离心式压缩机,机体型号为BCL406/A,使用串联式干气密封作为轴端密封,这是石油化工行业内常见的配置。该机组于2016 年一次开车成功,至今已运行超过两个周期。经分析,在运行周期内该设备出现的故障停车大多与干气密封系统有关,其中出现频率最高、影响最深远的便是密封带液现象,因此解决干气密封的带液问题具有实际意义。该机组相关数据参数如表1所示。
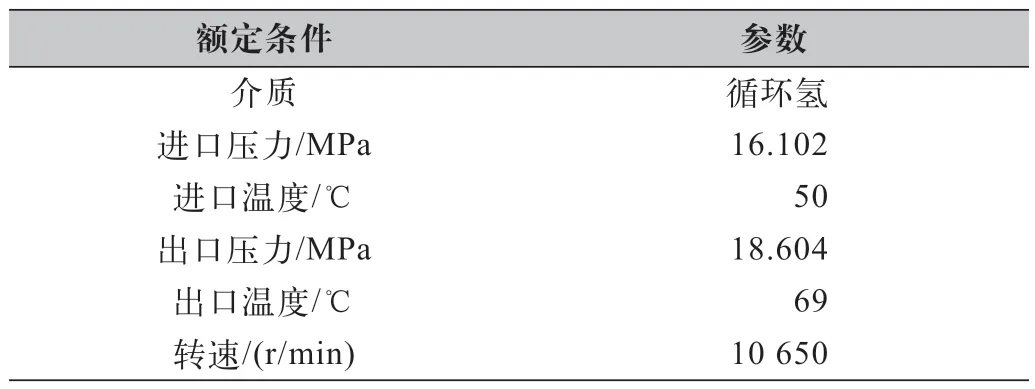
表1 操作参数
2 干气密封系统的原理及流程
2.1 干气密封的工作原理
干气密封的主要结构可以大致分为固定部分和转动部分:转动部分的主要工作部件是动环,动环通过锁紧螺母固定在转轴上,随着转轴一同旋转;固定部分的主要工作部件为静环、推环、弹簧座等,固定在压缩机壳体,不进行任何旋转运动。动环上开有5~10 μm 的很浅U 形槽,当两个密封端面在做高速的相对旋转运动时,密封气经密封环浅槽处产生流体动压效应,在两个摩擦副之间形成一层3~5 μm 的超薄气膜,隔离开两个密封端面,使其在转动时始终处于非接触状态[2],摩擦副间产生的热量随着气膜气流被带出密封腔体,以此保证摩擦副不会产生因受到大量摩擦热产生的应力断裂,因此对比传统机械密封,干气密封能够在更高的转速下使用,其具有泄漏量小、使用场景广、长期运行稳定等特点。
干气密封的动环槽型可以分为单向旋转和双向旋转两大类,单向旋转槽型主要有螺旋槽、双尖槽等,具有更好的气膜稳定性和气膜强度,但反向转动会导致气膜失效,摩擦副硬摩擦损坏,常见于对气膜强度和稳定性需求较高的高压加氢装置。双向旋转槽型主要有T 形、圣诞树形等,无论正转还是反转都能够正常工作,适应性较强。随着设计、材料和制造工艺的进步,这种双向旋转槽型已得到了越来越多的应用。
某炼厂蜡油加氢装置循环氢压缩机干气密封摩擦副采用无压烧结碳化硅(SSiC)材质动环配合石墨材质静环,属于“硬对软”配合设计,动环使用螺旋槽型以保证气膜的强度和稳定性。
2.2 干气密封系统流程概述
某炼厂蜡油加氢装置干气密封采用循环氢压缩机出口工艺气、新氢或氮气作为一级密封气,一级密封气经聚结器除液,随后进入过滤器进行过滤,过滤后的干净气体经过气动薄膜调节阀调节压力,保持密封气压力稳定高于机组平衡管压力0.3 MPa 以上,随后分为两路经流量计进入低、高压端一级密封腔中。一级密封气的绝大部分会经过机组密封返回到机内,以此来阻止机体内气体向外泄漏,少量气体向另一侧密封端面泄漏至一级密封排气管路中。二级密封气一般使用氮气,经过滤器过滤、自力式调节阀稳压后进入二级密封腔,二级密封气的绝大部分经二级密封气排气管道排至大气。
3 干气密封带液现象分析
3.1 干气密封失效机理
当密封气中有液体进入密封腔后,会在高速离心力的作用下被打散成小液滴,小液滴随气流进入动静环摩擦副之间,由于气膜厚度非常薄,液体会瞬间填满动静环之间的间隙,造成气膜失稳破坏,动环与静环直接接触碰擦同时产生大量的热,此时热量聚集在动环表面形成裂纹,进而造成动环断裂事故。发生干气密封带液现象的干气密封动环拆解后形貌如图1所示。
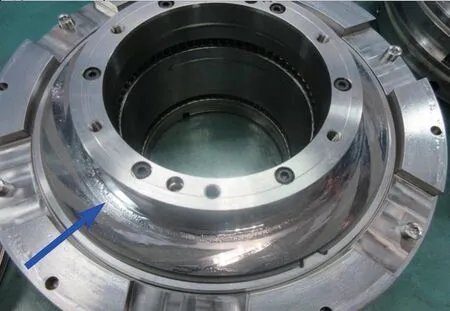
图1 发生带液的干气密封动环
根据干气密封流程,一级密封腔中液体可能的来源主要有四个方向:
(1)一级密封气带液。即循环氢或新氢夹带的部分液体经过一级密封气流程后未能被完全处理,进入密封腔后累积,直至突破密封齿进入摩擦副破坏气膜。
(2)二级密封气带液。由二级密封气氮气带来的液体进入一级密封腔。由于一级密封气的高压力和密封齿的阻隔,除非一级密封气停气,理论上该现象不会出现。
(3)轴承箱中的润滑油进入一级密封腔。该情况可能在启机前未正确投用隔离氮气所致,润滑油穿过油封环进入密封,此类现象也几乎不会出现。
(4)机组内的存油进入一级密封腔。由于停工检修等机组处于静态状态,在安装干气密封前未排净机体内残油,启机后跟随工艺气进入密封腔中,该类问题在部分炼厂的实际运行中有过实际案例。
综合以上分析,该机组干气密封液体的主要来源是一级密封气。根据具体情况可以分为循环氢工况和新氢工况展开分析。
3.2 循环氢工况分析
循环氢是加氢装置循环氢压缩机干气密封一级密封气的最主要来源,也就是使用自身的工艺气进行密封,这样的好处是最大化节省了气源,同时因为组分一致而不影响机组性能。根据该机组的操作条件,压缩机出口工艺气压力约为18 MPa,温度69 ℃,实测气体组分如表2 所示。

表2 循环氢组分
在加氢装置中,循环氢中带有一定量的轻烃类物质是不可避免的,根据实际化验数据来看,循环氢中也的确存在部分轻烃类物质。结合压缩机出口工艺气压力约为18 MPa,温度69 ℃的条件,轻烃类物质极有可能以液态形式存在,并随着干气密封流程进入密封腔中。由于干气密封流程较长,且管径较细,在密封气从压缩机出口到进入密封腔的过程中一定会受环境影响和管道阻力产生温度降,使得本已处于气液临界状态的轻烃组分液化,加剧了干气密封带液情况。
3.3 新氢工况分析
该装置循环氢压缩机干气密封一级密封气气源也可以选择使用新氢,新氢是来自新氢压缩机三级出口的补充氢气,压力18.5 MPa,温度124 ℃,实测气体组分如表3 所示。

表3 新氢组分
根据实际的数据可以看出,新氢的氢气纯度很高,几乎不含其他组分,整体而言更加纯净,也不存在轻烃类组分液化的问题。但该装置在使用新氢工况运行时依然出现了干气密封带液损坏的问题,因此新氢工况的带液问题不是工艺介质产生的。该装置的新氢压缩机采用往复式压缩机,三级压缩方式,将氢气管网中的压力升压补充至循环氢中,由于新氢压缩机的气缸活塞面润滑方式采用的是少油润滑,因此出口气中会含有一定量的润滑油,这些润滑油便是造成干气密封带液的直接因素。此外,由于新氢压缩机出口气存在脉动,即使有缓冲罐和干气密封流程缓冲,在进入密封室时依然会有少量波动,对于干气密封较薄的气膜来说,即使是少量的波动也会对气膜的稳定性产生影响。而一旦有杂质或液体进入密封腔,就更有可能对气膜造成破坏,因此新氢工况是不适合长期作为一级密封气气源使用的。
4 带液现象的应对措施
4.1 温度因素的影响
循环氢工况时最主要的带液物质为轻烃类组分,为了解决干气密封的带液现象,最根源的处理思路就是解决轻烃类物质的液化问题。由于加氢装置中轻烃类物质难以避免地会存在,因此最直接的方式就是提高进入密封腔的气体温度。由于密封气气源是压缩机出口的工艺气,大幅提升压缩机出口气的温度显然是行不通的,因为循环氢同时作为冷氢控制反应器床层温度,循环氢的温度过高会极大影响工艺操作;此外压缩机出口温度过高也意味着压缩机叶轮、轴、流道、密封齿等结构会受高温影响产生机械结构损坏。所以在保持合理的压缩机出口气温度的前提下,可以通过改善压缩机出口到密封腔这个过程来达到提高温度的目的。有效的处理手段如下:
(1)改造密封气沿线保温,减少气流过程中的热量损失;
(2)设置合理的伴热措施,进一步提高密封气温度;
(3)设置电加热装置,直接对密封气进行加热,并实现自动温度控制。
目前该装置已采用(1)、(2)两种方案进行了改造,沿一级密封气流程设置蒸汽伴热,实测一级密封气进气温度能够保持在75~85 ℃,有效地提升了密封气温度,降低了轻烃类组分液化的可能,密封气伴热改造完成至今尚未再次发生干气密封带液情况伴热改造后的一级密封气进气温度如图2 所示。
图2 改造后的密封气进气温度(表显85.6 ℃)
蒸汽伴热的缺点在于无法稳定地控制密封气温度,其加热效果受气温、蒸汽的影响较大。而需要注意的是,目前干气密封普遍采用无压烧结碳化硅(SSiC)材质动环配合石墨材质静环,过高的进气温度不利于气膜散热,容易积蓄热量造成动环裂纹,因此对气体的加热应该控制在合理的范围内。因此可以考虑增设电加热装置,并通过与测温元件配合实现进气温度的精确控制,这样就可以最有效地达到提高进气温度、避免轻烃类组分液化的目的。
4.2 设置除液设施
该机组配套的干气密封系统中已设置K.O 除液罐,但仍然会产生干气密封带液的情况,该除液罐本质是聚结器,当气体进入滤芯后,将极小的液滴聚结成较大的液滴,依靠自重从气体中分离出来。由于该聚结器并不能完全使液体脱离,故可以考虑对其进行升级改造,增设旋风分离器,气相与液相的混合物在旋风分离器中产生高速转动,随之产生不同大小的离心力,以此将液体从气体中分离出来,理论上能更有效地去除气体中的液体。同时适当增加排液频次,尽可能地保证进气的干度。
此外过滤器也是时常被忽略的一个因素,其滤芯状态可以直接反映出密封气带液情况,因此在开工后可以在适当的节点拆卸检查滤芯情况,更有利于判断密封气的实际情况;另外过滤器也是一个容易聚集液体的位置,定期清理滤芯有利于防止湿蒸汽进入密封腔导致事故发生。
4.3 新氢压缩机无油改造
针对新氢工况,解决了润滑油问题就同时解决了密封气带液的问题。随着材料和技术的进步,目前已经可以在较高压力的往复式压缩机中采用无油润滑形式,并实现稳定运行。无油润滑形式的往复式压缩机通常采用高PV 值、有良好自润滑性能的支撑环和填料环,因为润滑膜的形成直接与材料的选择有关,摩擦副间如果形成稳定的润滑膜,就会不容易被破坏[3]。因此在工作状态下,出口气体不会带有任何液态物质。由于新氢介质本身较为纯净,无油润滑设计的活塞环和支撑环也能够适应,因此在新氢压缩机上采用无油润滑气缸在理论上是可行的,这样就从根源上解决了新氢工况下干气密封带液的问题。
目前,尚缺乏加氢装置中应用无油润滑往复式压缩机的经验,对于高压比下摩擦副润滑膜的稳定性仍待研究。但这不失于一个有价值的研究方向,如果能够实现新氢压缩机的无油润滑应用,便能够彻底地解决在新氢工况下的循环氢压缩机干气密封带液的现象。
5 结语
综上所述,针对干气密封带液问题,可以采取不同的解决方案,包括针对循环氢和新氢的不同情况进行改造和优化。这些措施将有助于提高密封系统的可靠性,降低维护成本,并确保加氢装置的稳定运行。根据本文的分析得到以下主要结论:
(1)导致干气密封带液现象的主要原因是循环氢中带有轻烃类物质和新氢中带有润滑油。这些液态物质进入干气密封的动静环之间,破坏气膜并导致接触性摩擦损坏干气密封。
(2) 针对循环氢压缩机干气密封的带液情况,可以采取一系列措施进行处理。例如,进行保温改造、伴热改造、增加电加热装置以及改造除液器等。这些措施可以有效地减少或阻止液态物质进入干气密封系统。
(3) 对新氢工况,实现新氢压缩机的无油润滑是一种解决干气密封带液问题的新思路。通过采用无油润滑设计,可以从根本上解决干气密封的带液问题。
