电池极耳TAB 焊接尺寸精度检测
2024-01-17吴朝悦梅秀庄
吴朝悦,侯 勇,梅秀庄*
(1.内蒙古工业大学,呼和浩特 010051;2.深圳市中基自动化股份有限公司,广东 深圳 518105)
锂离子电池由于能量密度高、工作电压大、循环寿命长、无记忆效应和绿色环保等优点成为当前最具前景的储能元件,已得到大规模储能应用[1],其制造工艺和质量监控也越来越受到关注。TAB 焊接是指将薄型铜箔(Thickness of Anode/Cathode Tab)与电极片焊接的一种工艺,是电池制造过程中的一项重要环节,焊接质量会直接影响电池的稳定性、可靠性等性能和寿命。为了保证电池极耳TAB 焊接的质量,需要对其尺寸精度进行严格检测,以确保TAB 焊接的一致性和稳定性。
常规的电池极耳TAB 焊接尺寸精度检测一般采用人工法,利用游标卡尺等工具进行测量,检测效率低,且受主观性的影响比较大,检测质量也难以保证。机器视觉检测具有非接触、精度高、效率高等优点[2],在实际电池极耳检测工业中得到了广泛应用,在很大程度上可克服人工检测方法的抽检率低、实时性差、效率低和劳动强度大等弊端。目前,国内外研究者主要关注焊点边缘检测、图像分割、形态学处理等方面的算法优化。毛晓等[3]提出了一种锂电池极耳缺陷检测算法流程,包括图像预处理、极耳分割、图像形态学处理、极耳边缘检测、极耳关键参数计算和环形校正法修正极耳参数,最终实现了TAB 焊接处的检测和尺寸测量。谢东亮等[4]还提出了一种基于机器视觉的TAB 焊点检测方法,利用高速CCD 相机对焊点进行拍摄,然后将相机采集的图像通过图像采集卡传送至上位机系统进行图像处理,再利用工控机视觉模块将采集到的图像进行二值化、边缘检测等图像处理和分析,以实现对TAB 焊接检测和尺寸测量。
本文采用机器视觉技术,对电池极耳TAB 焊接图像进行处理,以求对电池极耳TAB 焊接的尺寸精度进行自动检测,有利于提高对电池极耳TAB 焊接的检测效率,保证极耳TAB 焊接处的焊接质量,并降低工人的劳动强度。
1 理论分析
本文对电池极耳TAB 焊接尺寸精度进行检测,需要对电池图像中极耳焊接部分的尺寸进行测量与精度计算,即对胶纸长度与宽度、电芯边距极片(TAB)距离、胶纸距绝缘胶距离及隔膜距绝缘胶距离等参数数值进行计算。
1.1 颜色分割原理
电池极耳TAB 焊接尺寸精度检测的图像分割部分可利用颜色空间模型进行分割。数字图像中常采用的模型是RGB 模型和HSV 模型,RGB 是一种加法颜色模型,表示红、绿、蓝3 个颜色通道的强度,是由人类视觉识别出的色彩构成的空间结构,RGB 基于三基色原理,颜色实现简单,在计算机、电视机显示系统中应用广泛。HSV 颜色模型是一种根据颜色的3 个基本特征:色相、饱和度、亮度来定义颜色的方法,用于直观表示颜色的属性并更加符合人类对颜色的感知,图像颜色分割在HSV色彩空间中实现,由于常规的图片为RGB 模型,因此需要将图片通过OpenCV 转换到HSV 空间。
1.1.1 阈值分割
在图像处理中,经常需要对颜色进行调整和分割,而在HSV 颜色空间中,可以直接通过对色相、饱和度、亮度这3 个参数进行调整,令这些操作更加简便。图像分割指为了节约计算资源,将图像根据某些参数分成不同的区域,进而剔除无效区域[5],分割开的每个区域都具有相似的特征和语义,以便于后续的图像分析和处理。图像分割在图像识别中起至关重要的作用,选择合理的分割方法,可以大大缩短图像识别的时间,节省计算资源。本文介绍的颜色分割方法是对转入HSV 颜色空间的图像进行阈值分割,通过MATLAB 中的函数来确定图像的二值化阈值,对图像进行二值化处理,后续处理中主要是通过对二值图像进行颜色反转和连通区域提取来实现对目标图像的追踪、定位、分析。
1.1.2 数字形态学处理
数字形态学处理是一种图像处理技术,主要用于对数字图像进行形态学分析、形态学变换、形态学滤波等操作。数字形态学处理可以用来处理二值图像、灰度图像、彩色图像。在数字形态学处理中,常用的形态学运算包括腐蚀、膨胀、开运算、闭运算、顶帽变换和底帽变换等。这些运算可以用于去除图像中的噪声、分离图像中的目标、连接或断开目标等操作。形态学处理的主要目的是改善分割效果。一般情况下对噪声的图像进行二值化处理,所得的边缘不光滑,并且在目标区域中会产生一定的误判,且在背景中分布着许多微弱的噪音。但是,通过形态学上的开闭运算,这个问题就能得到很好的解决。开闭操作,能有效地去除图像上的细小的毛刺,达到以焊接处胶条部分为对象的背景区域去除的目的。
1.2 Canny 算子边缘检测
边缘检测是确定对象边界在图像中的位置的过程[6]。Canny 算子能够尽可能多地标识出目标图像的实际边缘,且将标识出的边缘与实际图像中的边缘尽可能接近,相比于Sobel、Laplacian 等边缘检测算子,Canny 算子更加准确。Canny 算子是一种经典的边缘检测算法,具有很好的边缘定位精度,可以在不产生误检和漏检的情况下准确地提取出物体的边缘信息;采用了高斯滤波器平滑图像,能有效地去除图像中的噪声和干扰信息;采用非极大值抑制算法来精确定位边缘;利用双阈值策略来检测和连接边缘。
1.3 霍夫变换
霍夫变换(Hough Transform)是图像处理中的一种特征提取技术,经典霍夫变换用来检测图像中的直线,后来霍夫变换扩展到任意形状物体的识别,多为圆和椭圆。在多种直线检测方法中,霍夫变换是最常用的方法,其优点在于算法稳定性高、抗噪性能好。尽管Hough 变换是一种鲁棒性强的直线拟合方法,但也存在一些缺点,如计算量较大、内存占用较多、实时性较差等。
2 基于图像的电池极耳焊接尺寸精度检测
2.1 图像采集
图像采集是获取数字图像的过程。通常,这涉及使用摄像机或其他数字图像设备来捕获实时场景或图像。成功的图像采集需要考虑光照、分辨率、像素密度、颜色深度和镜头质量等因素。图像采集也可以是图像处理中的关键步骤之一。
由光源、工业相机、工业镜头等设备来搭建图像采集模块,用来实现被检测电池极耳焊接部分图像的采集,如图1 所示。
图1 图像采集模块
2.2 图像预处理
本文图像预处理是通过高斯滤波去噪和HSV 颜色空间转换,来去除图像中的无用噪声并增强图像中有关后续处理的重要图像特征,然后对图像进行阈值分割来得到分割后的电池极耳焊接部分二值化图像。
2.2.1 高斯滤波去噪
图像滤波是图像处理中不可或缺的任务,本设计采用高斯滤波对采集到的图像降噪,其基本原理是将图像中的每个像素点与周围像素点做高斯卷积,从而去除图像中的噪声。高斯滤波有效地去除了图像中的高斯噪声、椒盐噪声等,并且没有破坏图像的边缘和细节信息,但是其可能会在一定程度上模糊图像,导致图像细节损失,因此要合理调节滤波的半径和标准差,对图像进行滤波去噪,如图2 所示。

图2 对原始彩色图像进行滤波去噪
2.2.2 图像阈值分割
将滤波后图像转入HSV 颜色空间,然后利用MATLAB 自带函数自动对图像进行阈值分割,对二值化图像进行颜色反转,然后对各连通区域进行标记,按面积大小,将连通区域按降序排列分别提取出最大连通区域和第二大连通区域。对最大连通区域图像进行二值图像颜色反转,接着对颜色反转后的二值图像进行数字形态学处理,先腐蚀后膨胀,使用膨胀后的二值图像生成一个逻辑索引矩阵,并将其复制3 次,使其成为一个与原始彩色图像相同大小的三维逻辑数组。然后将该逻辑数组作为索引,将原始彩色图像中与索引为1 的位置对应的像素值设置为0,即将背景像素值设置为黑色,去除背景噪声,得到以胶条部分为对象的背景去除图像和分割后得到的以电池电芯与极片为对象的背景去除图像,如图3 所示。
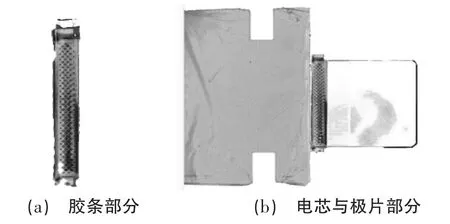
图3 胶条部分和电芯与极片部分背景去除
2.3 极耳TAB 焊接尺寸检测
2.3.1 尺寸标定
关于图像的尺寸标定,选取的标准形状的彩色贴纸来进行尺寸标定。将贴纸与电池极片相对平行放置,采集图像时将两者一同采集,计算标准尺寸贴纸的长和宽在图中对应的像素点个数,再根据已知的贴纸自身实际长度和宽度,即可求得水平方向和竖直方向1 mm 对应的像素点个数以完成尺寸标定,尺寸标定的结果也为后续的尺寸测量提供了基础数据和准确度量标准。
2.3.2 胶纸相关尺寸检测
为实现对物体尺寸的准确测量,设想使用一种基于图像处理技术的尺寸检测方法。该方法通过利用图像处理技术对图像中特定区域内的像素点进行分析,得出物体在图像中的实际尺寸,具有自动化测量、计算过程简单易用等优点,具有重要的应用价值。
该方法的具体实现步骤包括以下几个方面:首先,在图像中找到值为0 的像素点对应的行列坐标,确定需要测量的零点区域;然后,根据需要测量的尺寸,计算出区域的上方对应的行数范围,或者计算出区域的左方对应的列数范围,以便进行区域的定位。
通过对比最左端和最右端像素列之间的距离或最上端和最下端像素行之间的距离及上述尺寸标定中标准量块实际距离1 mm 代表的图像像素点个数,计算出物体在图像中的实际尺寸。
为验证该方法的可行性和准确性,利用此方法对图像进行了尺寸测量,并与其他基于图像处理技术的方法进行了比较。结果表明,相较于应用投影法对图像尺寸进行测量,该方法除对图像的清晰度和质量要求比较高之外,其具有较高的测量精度和稳定性,能够高效、准确地测量出物体在图像中的实际尺寸。同时,该方法的计算过程简单,易于实现和使用,适用于大量的实际场景,胶条部分尺寸检测结果如图4 所示。

图4 焊接处胶条部分尺寸检测结果
2.3.3 电芯边距TAB 距离检测
利用Canny 算子对图3 中电芯与极片边缘进行检测,然后根据边缘检测结果,利用霍夫变换提取电芯边缘与极片边缘线段。
预设提取出电芯两边线段与电池极片两边线段,然后分别计算2 线段间Y 坐标值的差值,得到电芯上边缘距极片(TAB)上边缘距离和电芯下边缘距极片(TAB)下边缘距离,再根据尺寸标定中实际竖直方向1 mm 在图中代表的像素点个数,则可以计算出电芯上边缘距极片上边缘距离和电芯下边缘距极片下边缘距离。为更好地提取所需线段并令其显示出来,给线段分配固定颜色,遍历所有线段,在将整个颜色数组循环使用多次的情况下,给每个线段对应的颜色下标。曾设计用不同颜色来标记所需的4 条线段,先将随机分配的线段的颜色改为固定的颜色,然后遍历所有的线段并获取每个线段的端点坐标,接着使用勾股定理计算线段长度,对线段长度进行筛选,绘制出长度在200~500 像素点之间的线段。
运行后显示的所需Y 坐标值线段颜色分别为黄色、蓝色、绿色和白色。因此可以判断线段颜色并存储其点坐标,最后即可得到所需颜色线段端点的Y 坐标值,对这些端点Y 坐标值进行计算便得到电芯边距极片距离。但在多次实验后发现上述方法在线段颜色标记时存在问题,变换图片后线段依然可以提取出来,但是标记线段的颜色发生了更改,线段颜色只能保证在本图中重复运行时固定显示,变换图像后线段对应的颜色也会发生变动,因此需要转换线段标记方法。
通过对上述图像进行分析,发觉所需标记的4 条线段都是趋于水平方向,其他的线段都是近似于竖直方向,所以设计给水平方向线段标记为绿色,其他方向的标记为红色,以便于后期所需线段Y 坐标值提取。
具体过程为:给线段只分配红和绿2 种颜色,后在将整个颜色数组循环使用多次的情况下,遍历每条线段,在将整个颜色数组循环使用多次的情况下,给每个线段对应的颜色下标,接着将水平方向的线段设为红色,其余线段设为绿色,然后在原始图像上绘制符合长度范围要求的线段并定义红色线段的端点坐标数组,判断线段颜色并只存储红色线段端点坐标,得到结果图,如图5 所示。
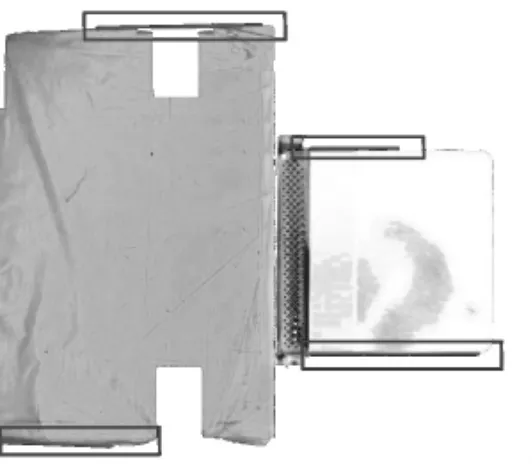
图5 红色线段标记图像(框内线段为红色)
2.4 极耳TAB 焊接尺寸精度计算
可手动使用游标卡尺对极耳TAB 焊接相关尺寸的实际距离进行测量。
根据程序测得像素点个数,除以尺寸标定中实际距离1 mm 在图中代表的像素点个数,则可计算出电池极耳TAB 焊接相关尺寸的实际距离,并根据上述手动测量结果及游标卡尺量程为150 mm,则可计算出程序测得电池极耳TAB 焊接相关尺寸结果的绝对误差与引用误差,计算结果见表1。
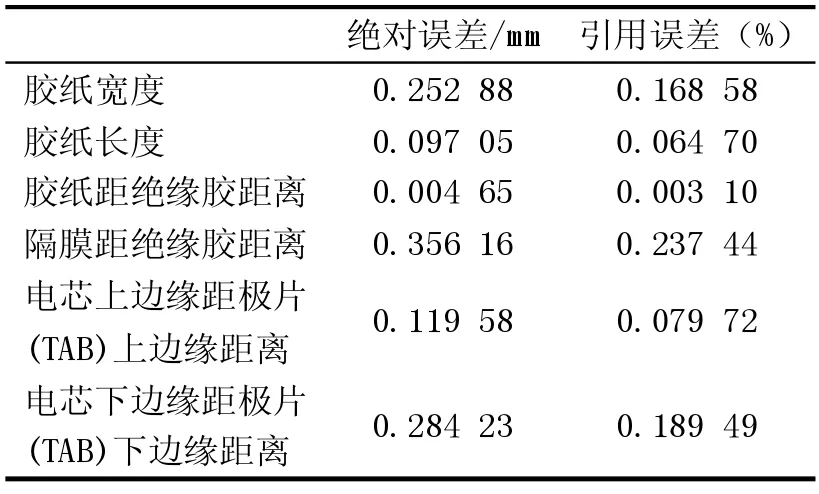
表1 电池极耳TAB 焊接尺寸精度计算结果
观察表1 中极耳焊接相关尺寸的检测结果、实际距离、绝对误差和引用误差,可知焊接处胶纸相关尺寸检测结果的绝对误差均小于0.36mm,引用误差均小于0.24%,符合测量精度要求。
3 结论
本文利用机器视觉技术对电池极耳焊接尺寸进行了检测,利用滤波降噪、HSV 颜色空间的阈值分割、查找零点区域和扫描图像等手段,求得极耳焊接处图像各部分尺寸;利用极片与电芯二值化图像,进行边缘检测、霍夫变换计算出电芯上边缘距极片上边缘距离和电芯下边缘距极片下边缘距离,最终求得电芯边缘距极片(TAB)边缘实际距离。各部分检测尺寸引用误差均小于0.24%,符合极耳焊接处测量精度要求。
