工艺参数和局部热处理对激光沉积修复GH4169合金拉伸性能的影响
2024-01-17赵翔鹏卞宏友邵绪威
赵翔鹏 卞宏友 邵绪威 魏 莙
(1.张家界航空工业职业技术学院 航空制造学院,张家界 427000;2.沈阳工业大学 机械工程学院,沈阳 110000)
在先进的飞机发动机中,GH4169 合金的比重在50%以上[1]。航空零件多为复杂薄壁结构,在制造过程中易出现加工超差等缺陷,在恶劣服役环境下容易出现疲劳裂纹和磨损等失效情况。激光沉积修复技术具有热输入小的特点,能够实现损伤部位的近净成形修复,从而满足航空零件高质高效的修复需求。
王志坚等研究了激光沉积修复工艺参数之间的关系[2]。盛定高的研究表明,K417G 合金涡轮叶片的激光修复组织良好,硬度较高[3]。卞宏友等的研究表明,短边扫描路径有利于降低残余应力[4]。KIM 等的研究表明,激光熔覆技术将成为替代钨极氩弧焊的修复工艺[5]。
基于这些研究,采用Inconel718 合金对GH4169合金的损伤试样进行激光沉积修复试验。通过正交试验法研究了激光功率、扫描速度、送粉速度、搭接率、层高等对修复组织的影响,优化了修复工艺参数。同时,分析了不同扫描方式、局部热处理方式对修复试样室温拉伸性能的影响,并分析了修复试样显微组织特征及硬度分布的特点。
1 试验设备与试验条件
采用LDM4030 激光同步送粉设备进行修复,基板为GH4169 合金板材,沉积材料为Inconel 718 球形粉末,粒度为53~150 μm。修复试样经混合液化学腐蚀后制成金相样品,采用OLYMPUS GX51 型光学显微镜和S3400 型扫描电镜进行显微组织观察。采用HVS-1000A 显微硬度计进行硬度测试,加载载荷为300 N,保荷时间为15 s。采用Z050 型试验机测试力学性能,位移控制的加载速率为1 mm·min-1。利用局部感应加热系统对修复试样进行直接时效处理,温度为720 ℃,炉冷8 h 至620 ℃,再空冷8 h。
2 试验结果与分析
2.1 工艺参数优化
单道沉积试验的激光工艺参数组合采用正交法设计,选取沉积单道的熔宽W、熔高H、熔深D为特征尺寸进行分析,如图1 所示。试验工艺参数组合及沉积单道的特征尺寸如表1 所示,其中RW为熔宽的极差,RH为熔高的极差,RD为熔深的极差。

表1 单道正交试验参数表

图1 沉积单道特征尺寸
由特征尺寸的极差可以看出,激光功率对熔宽和熔深的影响较大,扫描速度对熔宽、熔高和熔深的影响相差不大,而送粉速度对熔高和熔深的影响较大。在激光沉积修复中,熔池的体积主要取决于激光光斑的能量密度,能量密度随着激光功率的增大而增大,随着扫描速度的增大而减小。随着激光功率的增加,熔宽和熔深不断增大,熔高变化较小,如图2(a)所示。随着扫描速度的增加,熔宽、熔高和熔深逐渐降低,如图2(b)所示。随着进入熔池的粉末量增加,熔宽、熔高和熔深会逐渐增大。当激光功率保持不变时,扫描速度和送粉速度的匹配度会影响特征尺寸的变化,使其不呈线性变化,如图2(c)所示。

图2 工艺参数对沉积单道特征尺寸的影响
修复过程中常采用多道多层的沉积方式,其中道与道之间的搭接率R直接影响修复表面的宏观平整程度,送粉头相对工件表面的抬升量,即层高Z影响激光光斑直径和送粉位置的变化[6]。同时,修复过程中会造成沉积区域热量累积,使得修复的工件产生变形。为得到较好的修复表面精度和无缺陷的微观组织,在单道沉积试验的基础上进行多道多层沉积试验,优化得到工艺参数:P=1 400 W,Vs=7 mm·s-1,Vf=9 g·min-1,R=40%,Z=0.5 mm。
2.2 修复试样的显微组织和显微硬度
针对航空零件上的穿透性裂纹和沟槽类磨损特点,将损伤部位规则加工成贯通槽形式,槽长L为30 mm,上沿宽W为14 mm,高H为3 mm,坡角θ为30°,如图3 所示。修复过程中采用短边、长边两种扫描路径进行对比试验,分别称为短边试样和长边试样。
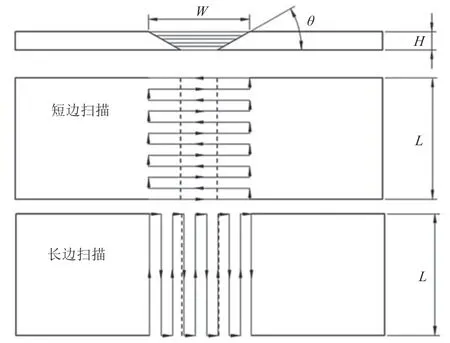
图3 激光沉积修复示意图
修复试样中的修复区与基体之间以及修复区中道与道、层与层之间,均呈现致密的冶金结合特点。基体区为等轴晶组织,修复区的柱状枝晶组织因熔池的快速冷凝呈现典型的外延生长特点,其生长取向性趋于平行沉积高度方向,如图4 所示。

图4 GH4169 合金的光学显微组织
沿水平方向由修复区至基体区间隔1 mm 打点测量硬度如图5 所示。由图5 可知,沉积态试样修复区的显微硬度平均值为295 HV0.1,分布基本均匀。熔合线区的显微硬度值为260 HV0.1,略微降低。基体区的平均硬度值为460 HV0.1。

图5 激光沉积修复试样的显微硬度
2.3 室温拉伸性能
激光沉积修复试样室温拉伸性能,如表2 所示,其中σb为抗拉应力,σ0.2为屈服强度,δ为抗拉应力超出屈服强度的比例。根据《GH4169 合金锻件》(Q/3B 548—1996)标准规定,锻件σb不小于1 340 MPa,σ0.2不小于1 100 MPa。由表2 可知,短边与长边试样的拉伸性能均低于锻件,其中长边又低于短边。

表2 激光沉积修复试样室温拉伸性能
修复试样的扫描电子显微镜(Scanning Electron Microscope,SEM)组织,如图6 所示。在未热处理的沉积态试样柱状枝晶间析出白色Laves 脆性相,该相强度、硬度偏低会导致修复区性能降低。同时,由于修复试样的显微组织存在各向异性,长边试样受修复区中道与道之间重熔区柱状枝晶粗化现象影响,拉伸性能低于短边试样[7]。经局部热处理后,修复试样的枝晶间Laves 相有一定溶解,从树枝状变为较小的岛状。由于Laves 相富集大量Nb 元素,它的溶解可以促进析出γ"和γ′相,产生的共格强化及有序强化作用可以有效提升修复试样的拉伸性能。因此,局部热处理态试样的平均抗拉强度、屈服强度分别达到锻件的86.8%和98.3%。这也是经局部热处理后,修复区、熔合线区的硬度值升高并与基体趋于一致的原因。
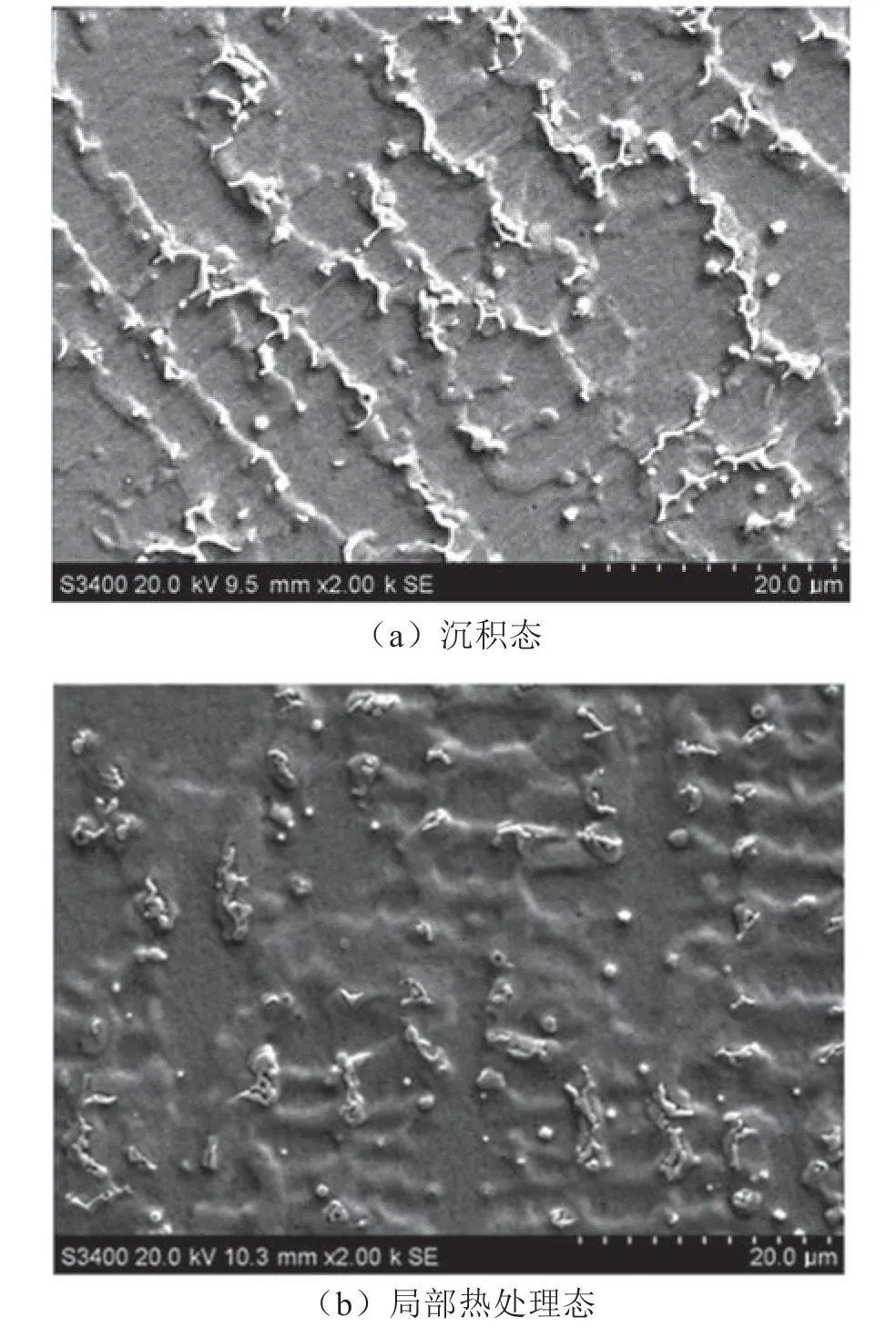
图6 修复试样的SEM 组织
3 结语
通过激光沉积修复试验可知,工艺参数和局部热处理对激光沉积修复GH4169 合金拉伸性能具有一定影响。优化GH4169 合金激光沉积修复工艺参数,可以获得无缺陷的修复组织。经局部热处理后,枝晶间Laves相有一定溶解,平均抗拉强度和屈服强度分别提高至锻件的86.8%和98.3%。经局部时效热处理后,修复试样的修复区、熔合线区和基体的硬度分布趋于均匀。
