关于铁路货车制动杠杆错装、反装的原因分析与改进建议
2024-01-16刘博陈庚师惠涛李志乾
刘博,陈庚,师惠涛,李志乾
(中车石家庄车辆有限公司,河北 石家庄 050000)
1 铁路货车制动杠杆错装、反装情况
制动杠杆是铁路货车制动系统的重要组成部分之一,其规格大小与是否正确装用对车辆制动力影响较大。近年来,制动杠杆错装、反装已成为影响铁路货车运用安全的惯性质量问题,以2017 ~2023 年国铁集团发布的源头质量反馈为例,共通报制动杠杆错装、反装相关故障137 起,其中前后制动杠杆错装18 起,制动杠杆反装100 起,控制杠杆错装19 起,具体分布见表1 ~表3。
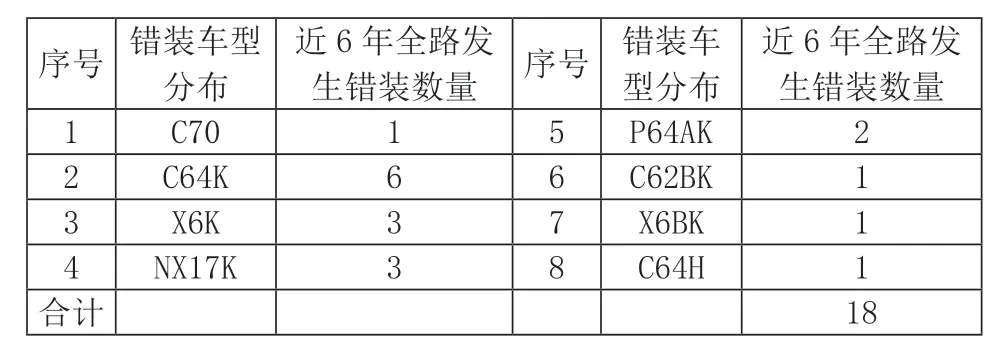
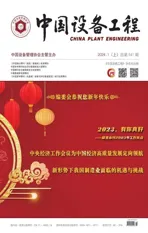
表1 铁路货车前后制动杠杆错装情况分布

表2 铁路货车后制动杠杆反装情况分布
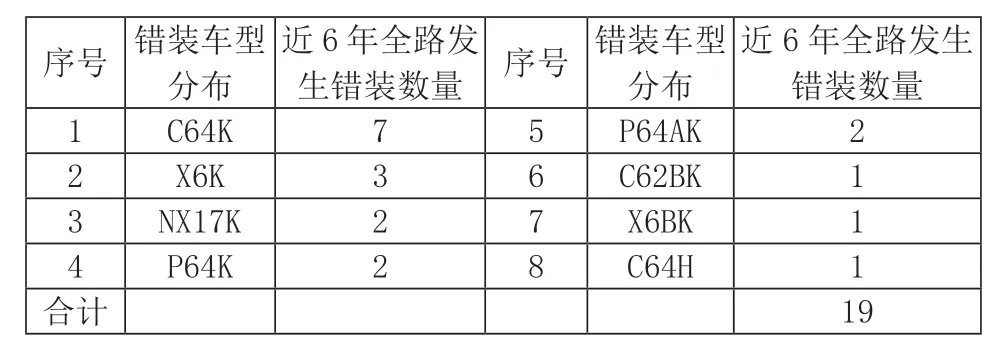
表3 铁路货车控制杠杆错装情况分布
由统计数据及制动杠杆的设计结构可知:(1)各类制动杠杆均存在因尺寸检测错误等原因造成错装的可能;(2)前制动杠杆因有手制动拉杆(链)孔、控制杠杆因两端结构不一致,都具备一定的防反装功能,而后制动杠杆因其两端孔径一样,结构基本一致,不具备防反装的功能。
2 制动杠杆检修现状
目前,制动杠杆随车辆入厂厂修时,其检修流程如下:制动解体→除锈→检修→油漆→检测→标记型号尺寸→合格品库→制动组装→单车试验→交检交验→交车。为记录制动杠杆尺寸及方便后工序装用,制动杠杆一般使用简易的镀锌板材质字漏,在杠杆体表面上喷涂规格尺寸、短端标识,见图1。

图1 制动杠杆标记用字漏示意
存在问题如下:
(1)标记工序。员工在使用钢卷尺测量制动杠杆销孔孔距并用粉笔在杠杆体上记录相应尺寸后,使用简易的镀锌板材质字漏进行标记喷涂。受员工测量误差、操作失误等影响,常常出现标记喷涂错误情况。据不完全统计,公司制动组装工序反馈多起制动杠杆标识问题,如:433×444×120(理论确为433×444×120,但实际尺寸为444×433×120,属入厂非标错误杠杆,标记工序习惯性标识为433×444×120),326×442(制动组装工序所需要规格的制动杠杆,标记为326×442,但实测尺寸为320×448)。
(2)组装工序。一是车辆制动方案繁多,以公司既有厂修资质车辆为例,涉及制动杠杆共69 种,其中制动杠杆34 种(平板型)、转换杠杆5 种(平板型)、控制杠杆30 种(勾型或叉型)。如员工对杠杆尺寸掌握不充分,易造成错装,以C62BK 型车为例,存在ST1-600 型闸调器转K2 改造,ST2-250 型闸调器转K2 改造,10 吋制动缸转8B 改转K2,转8B 改转K2、制动缸中心距车体中心420mm 等4 种方案,涉及2 套制动杠杆方案,员工如未能精确掌握制动杠杆尺寸表,极易造成制动杠杆错装;二是部分员工虽正确选用了相应尺寸的杠杆,但出现反装,如433×444、450×480 规格制动杠杆。
以上问题,导致部分车辆制动杠杆错装、反装,并带病出厂,造成外部质量反馈。
3 建议
3.1 制动杠杆标记字漏改进
基于现有字漏模式不具备防错装和防反装功能,设计制作了增设定位销的一体化字漏方案(见图2)。
图2 制动杠杆一体化字漏实物示意
该字漏在原有字漏基础上,具备以下特点:
(1)增设定位销,定位销中心距与杠杆销孔距相符,使字漏及其喷涂标识具备防错功能。
(2)结合制动杠杆销孔尺寸,分别选用定位销规格为φ28mm(制动缸端连接孔)和φ36mm(闸调器端连接孔),确保反向喷涂时定位销无法穿入制动杠杆销孔,使字漏具备防反装功能。
(3)结合既有车型制动杠杆孔距情况,同时考虑便于定位销插入销孔,设置定位销锥度为3mm,提高了喷涂作业效率。
(4)为便于观察,在制动杠杆侧面喷涂防反装标记,其位置规则为在制动杠杆连接制动缸端(一般位置靠向车体外侧,方便观察)侧面,喷涂长约40mm 的防反装标识(见图3)。

图3 制动杠杆防反标记装车后效果图
3.2 制动杠杆永久性标记刻打
针对既有车辆,建议厂修时,在制动杠杆上标注永久性尺寸标识,消除人工测量错误的情况。关于标识方式,初步选定在制动杠杆上焊接字模、机械手焊写、铣刻等三种永久性标识方式。综合考量工艺简单和美观标准等原则,认为在制动杠杆上铣刻是最优方法(见图4)。模式如下:在制动杠杆上铣刻深3mm、字高40mm 的规格标记和防反装箭头标记,箭头指向后制动杠杆与后支点连接端,方便员工在制动组装后自检、互检。以上改造,对于厚度为25mm的制动杠杆,不影响其强度及使用性能。同时,铣刻的深度,经多次抛丸处理,仍能很直接地观察、读取制动杠杆尺寸,不会因使用年久而标识不清晰。

图4 制动杠杆铣刻标记示意
3.3 制动杠杆与车型匹配标记设置
为便于制动组装员工识别车辆装用杠杆规格,制定制动杠杆与车型匹配的标识规则,且具有唯一性,部分车型编码规则见表4。其含义示例如下:6-P-K-10,代表60t 级车辆、棚车、K2 转向架、10 吋制动缸,该标识的制动杠杆装用在上述方案车辆上时不会产生错装。标识方式方面,厂修时可采用喷涂标记方式,新制时可采用铣刻方式,以此帮助作业人员识别制动杠杆规格是否与现车制动方案匹配。

表4 部分车型制动杠杆编码规则
3.4 后支点改造或后制动杠杆与后支点连接端焊接防反装挡
目前,制动杠杆反装均发生于后制动杠杆,其根本原因是后制动杠杆的近对称结构设计以及支点座或制动缸后支点无法对制动杠杆反装起到有效控制。为解决反装,推荐对既有车辆进行以下改进:后制动杠杆(近制动缸端)的连接,采用支点座方案时,在后制动杠杆与上拉杆连接端焊装防反装挡(见图5、图6),如反装,则防反装挡顶在支点座内侧,制动圆销无法穿入制动杠杆,实现后制动杠杆防反装功能;采用制动缸后支点方案时,在后制动杠杆与上拉杆连接端焊装防反装挡,或在制动缸后支点上焊装封闭挡块,两者组合后,避免了后制动杠杆反装。
图5 制动杠杆正向组装时无影响

图6 制动杠杆反装时圆销无法穿入支点座
4 结语
正确组装制动杠杆对于保证铁路货车行车安全和制动倍率符合设计要求至关重要,而防止制动杠杆错装,应从简单的一线职工测量这种“人防”模式向“技防+人防”相结合,最终实现“技防”努力,以取得更好的效果。