“高档数控机床的高端制造模式”(九):数控机床国内外水平比较研究
2024-01-13张根保罗天洪
张根保,罗天洪
(1.重庆文理学院 智能制造工程学院,重庆 402160;2.重庆大学 机械与运载工程学院,重庆 400044)
1 引言
数控机床是数字控制机床的简称,是一种由数字程序控制的复杂高科技机电一体化产品[1]。数控机床较好地解决了复杂、精密、多品种、小批量零件的高质量、自动化加工问题,是一种高柔性、高效能、高精度的加工设备,也是智能制造系统的基础装备。作为装备制造业的工业母机,数控机床的水平在很大程度上决定了国家装备制造业的水平[2]。最近几年,《中国制造2025》的推进和《高档数控机床与基础制造装备》国家科技重大专项的实施,极大地促进了我国数控机床水平的快速提升,国产低端机床产品已经完全占领了国内市场,国外机床已经彻底退出低端机床的竞争[3]。在中端机床市场,国外机床与国产机床的竞争比较激烈,是国内外机床竞争的主战场,随着国产机床技术水平的不断提升,国外机床也开始跟国产机床打价格战,使得部分国外机床的价格已经与国产机床持平甚至低于国产机床,加剧了国内外中端机床的竞争形势。在高端机床领域,却基本上是国外机床的天下,国产数控机床的高端产品举步维艰,产品的技术水平和质量一直受到用户的诟病[4-5]。在航空航天、发动机、汽车、船舶、军工、电力装备、轨道交通等尖端制造领域很难见到国产机床的身影,即使有也主要是进行粗加工工序,很难挑起复杂薄壁结构、难加工材料、高精度零件精密加工加工的大梁。致使在部分网络自媒体中有人认为,国产高端机床与国外产品差距巨大,有的认为差距在5到10年,有的认为差距为30年,部分网友的说法甚至更为极端,认为差距达到50年以上。也有网友认为,尽管在稳定性、加工效率和可靠性方面还存在一定的差距,但国产机床的整体水平已经与国外机床并驾齐驱,各种说法纷纭,莫衷一是。造成这一现象的主要原因是国产数控机床与国外机床相比较的概念很混乱,缺乏必要的依据和方法。笔者认为,国产高端机床与国外机床在性能和技术水平上或许存在一定的差距,但差距绝对不会像部分网友说的“50年以上”那样大。另外,即使国内部分科研院所或企业在机床的技术创新方面有一定的突破,个别企业的国产五轴数控机床甚至以低价出口到欧美发达国家。即使这样,也并不意味着国产高档数控机床已经实现了对国外先进水平的超越。那么,国内外数控机床在技术方面是否存在差距?差距究竟有多大?差距主要体现在哪些方面?需要一套系统、科学的比较分析和评价方法,这些就是本文希望解决的问题。
2 概念界定
(1)比较对象的确定
数控机床是一类复杂的多用途机电一体化产品,用户个性化定制的特征非常明显,导致机床的品种和规格极其繁多,在功能、规格和档次上具有很大的差异,为直接比较其水平带来了很大的困难。直观地看,比较对象的确定方法可以有以下3种类型:
1)两台具体机床之间的对标比较。最简单的比较方法是与对标机床进行比较,适合于企业在分析自己产品的技术水平与对标产品差异时应用。事实上,国内机床制造企业在确定主导产品时,往往采用对标的方式在主流国外机床中选择一个品牌的机床作为对标对象,采用技术引进或反求的方式跟踪对标机床进行产品的开发和制造。因此,与对标机床进行技术水平比较是经常需要的。具体方法是:在国产机床中确定一台机床作为比较对象,然后在国外机床中按照“品种相同、规格相似、档次相近”的原则选取一台类似的对标机床,分别计算这两台机床的多项比较指标,再逐项比较各个指标的值,就可得到这两台机床的技术水平差异。这种方法尽管很简单、直观,但得到的结果仅对特定的企业和特定的产品有用,对提高国产机床整体水平的用处却不大,因为这两台相比较的具体机床甚至不能代表同品种机床的国内外平均水平,更不用说代表国产机床和国外机床的整体水平或最高水平。
2)同品种机床之间的比较。同品种机床比较指的是数控车床之间、加工中心之间、数控磨床之间的比较等。具体方法是:第一,确定待比较的国内外机床品种,如比较加工中心的国内外水平,但即使不考虑规格和档次,加工中心的细分品种也很多,如卧式加工中心、立式加工中心、精密加工中心、高速加工中心、龙门加工中心等,因此需要确定具体的品种才能进行比较;第二,按照“规格相似、档次相近”的原则在同品种国产加工中心和国外加工中心中各选择一批(例如国产20台、进口20台)代表性的产品;第三,按照后文的方法分别计算这些代表性机床的多项比较指标,再按照“国产-国外”对所选定的机床逐项比较各个指标的值,就可得到这些机床的技术水平差异。这种方法比较的是某一品种机床的水平,得到的结果对提高国产机床某一品种的技术水平具有一定的指导意义,但也不能代表国产机床和国外机床的整体水平。
3)机床水平的全方位比较。本文的目的是研究国内外数控机床的技术水平整体上是否存在差距?差距究竟有多大?差距体现在哪些方面?为了达到这个目的,需要比较国产机床与国外机床的整体水平。那么必须解决的问题是,究竟如何得到国内外机床的整体水平?①不同品种之间的比较没有意义。众所周知,机床的品种非常多,据统计全世界共有319个机床大品类。很显然,不同品种之间的比较没有任何意义;②全面逐台比较无法实施。机床的年产量也非常大,仅2021年国产金属切削机床的产量就为60.2万台,按照32%的占比计算,一年中全球机床的总产量约188万台,这么大的数量根本无法进行直接比较;③涉及的厂家太多而无法收集数据。机床制造厂家也非常多,如我国机床规模以上整机企业就高达近1 000家,如果按照同等生产率计算,全球机床制造厂家的数量会超过3 000家。再进一步考虑到同类产品的规格和档次之间的差异,在总数量方面进行全面比较既无可能,也无意义。为解决这些难题,本文提出“代表性机床”和“平均水平”这两个比较概念,用代表性机床的平均水平来代表国产机床和国外机床的整体水平。
(2)只比较高档数控机床
从产品的档次看,数控机床可以初略地划分为高档机床、中档机床和低档机床3大类,具体划分方法可参见本专题系列文献[6]。经过几十年改革开放的发展,国产低档数控机床已经把国外产品彻底阻挡在国内市场的大门之外,比较的意义不大。中档机床是当前国内外机床产品竞争的主战场,国产机床与国外机床各有优势,但它们之间的水平比较也不是本文的重点研究内容(当然也可以参照本文提供的比较方法进行比较)。本专题系列论文主要讨论高档数控机床的高端制造模式,因此国内外高档数控机床整体水平之间的比较才是本文讨论的重点。
(3)只对整机水平进行比较
数控机床整机一般由机械结构件、控制系统(数控系统)、传动系统(功能部件和驱动系统)和辅机4种类型的部件组成[7-8],这些部件的水平(技术含量和质量)各不相同,对整机也有不同的影响。尽管功能部件和辅机对整机技术水平的影响也很大,但限于篇幅,本文只对整机的技术水平进行比较,而不考虑部件的水平如何。由于机床的整机品种很多,本文选择量大面广的加工中心类、数控车床类、磨削加工类、齿轮加工类4个品种的高档机床作为国内外机床水平的代表进行水平比较。
(4)用样本的平均水平代表整体水平
本文比较的对象是国产机床与国外机床,比较的目的是通过分析确定国内外数控机床的整体技术水平是否存在差距,差距究竟有多大,体现在哪些方面等问题,为国产机床行业的整体发展提供参考,为国产机床水平的提升、实现进口替代指明方向。因此,比较内容是“国产机床水平”和“国外机床水平”。但不管是国产机床还是国外机床,其品种、规格、数量都太多,考虑到每台机床是不可行的。为此,本文引入“平均水平”的概念,在国产机床的平均水平和国外机床的平均水平之间进行比较,这样能反映出国产机床与国外机床之间整体水平的差异。数控机床平均水平的定义如下:
定义1数控机床的平均水平是指“品种相同、规格相似、档次相近”的一组代表性机床产品综合技术水平的平均值。
“品种相同”意味着所选择的国内外机床产品样本品种和数量要有对应性,例如,在国产机床中选择两台数控车床、两台加工中心,则在国外机床中也应该选择两台数控车床、两台同类型加工中心,这样的比较结果才有意义。
“规格相似”意味着在重型机床之间、大型机床之间、中型机床之间、小型机床之间进行比较,跨规格之间的比较意义不大,因为不同规格机床技术水平之间本身的差异就非常大。以可靠性为例,中小型机床的可靠性指标通常可以是大型机床可靠性的5~6倍以上,把它们放在一起对比显然没有意义。
“档次相近”意味着在同档次机床产品之间进行比较,例如,只能在高档机床之间、中档机床之间或低档机床之间进行比较,跨档次机床之间的比较毫无意义,只会带来概念上的混乱。
该定义中的“平均”有两个方面的含义:①“混合”的概念,即将几种量大面广的不同品种的机床混合在一起进行比较,才能体现出“国产水平”和“国外水平”的“整体”特点;②“平均值”,指的是比较样本组中各台代表性机床综合技术水平相加再除以样本的总台数得到的数值。
但在计算平均水平时,由于涉及到的企业数量、产品品种、规格和档次仍然太多,为此本文提出“代表性机床”的概念,并给出如下定义:
定义2代表性机床指的是在所有“品种相同、规格相似、档次相近”的机床产品中按照抽样原则确定的一组机床产品,作为比较时的代表。这组机床的平均水平就代表了所有“品种相同、规格相似、档次相近”机床产品的平均水平,同时也代表了国产机床或国外机床的整体平均水平。
(5)不能用“年”这个时间单位定义机床的技术水平
说到数控机床的水平,很多人喜欢用“国内外差距××年”来评价,这种以年作为水平的比较单位是非常不合理的,因为我们根本无法精确地将机床的技术水平与年代联系起来。以五轴联动技术为例,世界第一台五轴联动数控机床是由美国辛辛那提公司于1959年生产出来的,至今已有60多年的历史,但我们却不能说五轴联动是一种落后的技术;一台已经服役40年的机床可能目前的精度仍然很高,而一台近几年出厂的数控机床的精度甚至还不如这台老机床,我们是否就可以说这台现代数控机床的水平与上述老机床的差距是40年?类似的,我们也不能说“到××年就能超越进口机床”这样的话。因此,本文使用了技术水平的平均得分来评价国内外机床的整体水平。
(6)定量计算和定性打分相结合
在进行国内外机床水平比较时,一定要将指标的定性分析和定量计算结合起来,尽量用数据说话,对于实在无法进行定量化的指标,建议采用专家打分法进行量化。
3 机床水平的技术指标分析
代表数控机床技术水平的指标很多,本文只选取具有代表性的、用户最关心的技术指标进行分析和比较(在实际操作时,可以先组织一批专家利用专家打分法或者群体决策法来选择待比较的技术指标)。
(1)运动精度(Kinematic Accuracy,KA)
机床是用来加工机械零件的,因此其加工精度毫无疑问是最重要的技术指标[9-10]。决定机床加工精度的主要技术参数是运动精度,具体说有运动轴的线性定位精度和重复定位精度(多个运动轴的精度不同时,选用最低的精度)、回转轴的周向定位精度和重复定位精度、主轴的回转精度(用近轴端的允差做代表)、各轴之间的联动运动精度等。机床运动精度的高低与机床零件的几何精度、机床的装配精度、机床的热变形、机床的动静刚度和数控系统的技术水平等密切相关。机床的运动精度属于可以计算的定量指标,一般情况下在产品使用说明书中可以查到。
(2)功能复合度(Multiple Function,MF)
用户购买一个产品实际上就是购买该产品的功能,能够实现的功能越多,产品的价值就越高,但机床的结构也更复杂,同时也需要更高的设计制造水平。例如,一台五轴联动机床可以加工的零件要比三轴联动机床复杂的多,相应的机床结构和控制系统更复杂,设计制造难度也更大。因此,一台机床所能够实现的功能是其最重要的技术指标之一。例如,车削中心与数控车床相比就增加了铣削功能甚至加工齿轮的功能;加工中心在铣床的基础上增加了镗孔加工功能;目前有些高档次的加工中心甚至还增加了增材制造功能和激光加工等功能(用户是否需要则另当别论)。机床的功能复合度属于可以计算的定量指标。
(3)加工效率(Machining Efficiency,ME)
加工效率[11-13]是机床在单位时间内切除金属的数量,与主轴的转速、运动轴的进给移动速度和机床的刚度(或驱动电机功率)密切相关。加工效率高的机床在相同的时间内可以为用户创造更高的价值,因此,用户非常关注机床的加工效率。机床的加工效率属于可以计算的定量指标。
(4)可靠性(Operational Reliability,OR)
可靠性[14-17]是指产品在规定的条件下、规定的时间内,完成规定功能的能力。与可靠性密切相关的概念是故障,可靠性高的产品在使用过程中不容易出现故障,可以提高机床的可用性,降低维修费用。从理论上讲,可靠性是个定量的指标(平均无故障工作时间:MTBF),但在进行水平比较时,由于单台机床的可靠度很难经过测试得到,因此本文将可靠性按照定性指标来处理,根据用户长期使用效果来打分确定。
(5)精度稳定性(Accuracy Stability,AS)
机床的精度稳定性[18]是指机床按照同样的工艺条件加工一批(如30件)零件时,所得到的零件误差的散差大小。机床的精度稳定性主要取决于机床本身的设计(热变形)、加工、装配和磨损(微小的振动)、数控系统的控制精度、联动轴之间的联动精度,同时也与使用和维护水平有密切关系。从理论上讲,精度稳定性也是个定量的指标,但在进行水平比较时,由于很难得到单台机床的精度稳定性值,本文将精度稳定性按照定性指标来处理。
(6)精度保持性(Accuracy Retentivity,AR)
是指在规定的寿命周期内,机床保持其所要求的工作精度的能力。精度保持性[19-20]一般是由机床某些关键零件(如主轴、进给轴、导轨等)的首次大修期所决定的,与机床的设计、防护、日常维护保养等密切相关。对于现代机床而言,机床的精度保持性一般应该达到10年以上(服役10年后进行大修或淘汰)。也就是说,在10年时间内,尽管机床的加工精度因各种原因会有一定程度的衰退,但加工零件的精度仍然能够达到用户的最低要求。本文的精度保持性主要是指10年服役期内机床精度的衰退速度。从理论上讲,精度保持性是个定量的指标,但在进行水平比较时,由于很难得到单台机床的精度保持性数值,本文将精度保持性按照定性指标来处理。
(7)信息化水平(Informatization Level,IL)
随着物联网、大数据、工业4.0、智能制造和5G通信技术的迅速普及,信息化在机床应用中起着越来越重要的作用,并作为提高机床的加工效率、保证零件精度和降低废品率的主要手段,已成为机床最重要的技术指标之一。机床的信息化包括单机信息化和智能化水平、多机组线能力、机床与车间生产管理系统(如MES)的双向信息通信能力、机床的远程监控与远程故障诊断能力等。由于包括的内容很多,要建立一套系统、全面的数控机床信息化水平定量评价指标体系比较困难,因此本文将机床的信息化水平按照定性指标来处理。
(8)绿色化水平(Greenization Level,GL)
随着低碳经济的快速发展和用户环境意识的不断提高,机床的绿色化也逐渐成为重要的技术性能评价指标。绿色化是个寿命周期概念,涉及到产品的绿色设计、绿色制造、绿色使用、绿色运维和绿色处置等。常用的机床绿色化技术包括干切削、微量润滑切削、切屑无害化处理、节省能量消耗、机床再制造等。由于本文并不专门研究绿色化,为简化起见,只涉及到数控机床的绿色运行和绿色运维,并将绿色化作为定性指标来处理。
(9)人体工学(Human Engineering,HE)
人体工学指的是产品的的外观形状和色彩、辅机的布置、机床防护装置及覆盖件处理、电气液管路布置、操作的易达性、省力性、舒适性和安全性等,要求操作符合人体工学原理、色彩搭配美观、占地面积小、整体稳定性和安全性高,具有很强的时代感。人体工学(如外观造型)无法进行定量化,本文按照定性指标来处理。
除了上述9项指标外,用户也很看重机床的服役寿命、交付期、寿命周期服务水平、寿命周期成本等指标,这几项指标对提升用户的满意度和增强用户粘性都非常重要,但主要靠机床制造企业的管理水平来保障。由于本文讨论的是国内外机床的技术水平比较,这几项管理类指标均不在本文的讨论范围之内。
4 研究方法
(1)机床品牌的分档
根据一般的概念,本文可以将中国大陆以外机床生产国和地区的技术水平大致分为3个档次:日本、德国、美国、瑞士的机床为第一档次;意大利、西班牙、法国、荷兰、奥地利的机床为第二个档次;韩国、台湾省、印度、巴西、捷克、俄罗斯的机床为第三个档次。这种分档方法尽管有点粗糙,也不完全符合实际,例如第二个档次的国家也有个别品牌的机床技术水平很高。但这种分档次划分方法却基本上可以反映当前各个主要机床生产国的平均技术水平。由于本文研究的是高档数控机床之间的技术水平比较,因此,只针对第一档次国家(日本、德国、美国、瑞士)的代表性机床与国产代表性机床进行技术水平比较。
(2)平均水平和样本选取
根据前面的定义,平均水平是指国产高档数控机床品牌的代表性水平和第一档次国外机床生产国各种高端数控机床品牌的代表性水平,并不特指某个国家、某个品牌、某种规格产品的具体技术水平,也不意味着是各自国家机床的最高水平产品。例如,奥地利车铣复合机床WFL,日本捷太科特Jtket的AHN15-3D自由曲面金刚石加工机床等尽管都属于代表各自国家机床制造水平的高档机床,但却不在比较范围内。
1)国外机床样本选择。由于第一档次国外机床包括4个国家,这4个国家的机床品牌也很多,各个品牌所覆盖的机床品种更多,给水平比较带来了很大的困难。根据平均水平的概念,本文在第一档次国外机床品牌中选取若干个典型高端品牌的产品并计算他们的平均水平作为国外高档机床水平的代表。为了使所选取的样本具有代表性和可比性,样本必须覆盖第一档次的4个国外机床生产国,也要覆盖加工中心类、数控车床类、磨削加工类、齿轮加工类四大类量大面广的机床品种。在本文的算例中,选择加工中心4台、数控车床3台、数控磨床1台、齿轮加工机床2台,以这10台高档数控机床作为国外机床整体水平的代表。
2)国产机床样本选择。我国规模以上的机床整机生产厂家接近1 000家(个别文献给出的具体数量为824家)[21],几乎覆盖了所有机床品种。这些机床的技术水平参差不齐,计算其平均技术水平更加困难。为此,本文从近几年发展态势较好的10个一线机床生产厂家中进行选取,并认为这些厂家的机床水平就代表了国产机床当前的最高水平(尽管可能还达不到真正高档数控机床的水平)。为了具有可比性,在选取国产机床的代表性厂家时,也应从加工中心类、数控车床类、磨削加工类、齿轮加工类等4大类机床品种的生产厂家中进行选择,并根据“品种相同、规格相似、档次相近”的原则,在机床品种和数量上保持与国外的10个品牌的机床具有对应性(如加工中心4台、数控车床3台、数控磨床1台、齿轮加工机床2台)。
(3)指标计算和专家打分
在行业内(机床制造企业、机床高端用户、机床科研院所、高等院校机械学科教授等)选取10名专家,专家根据自己的知识和经验按照后面的计算方法和打分原则对所选取的国内外各10台代表性机床的技术指标进行计算和打分。其中,前3项指标为定量计算(按照后文提供的计算方法),后6项指标为专家打分,指标计算和专家打分结果一并计入表1中。另外,不管是指标计算的分数还是专家打分的分数,每项指标的满分都是100分。
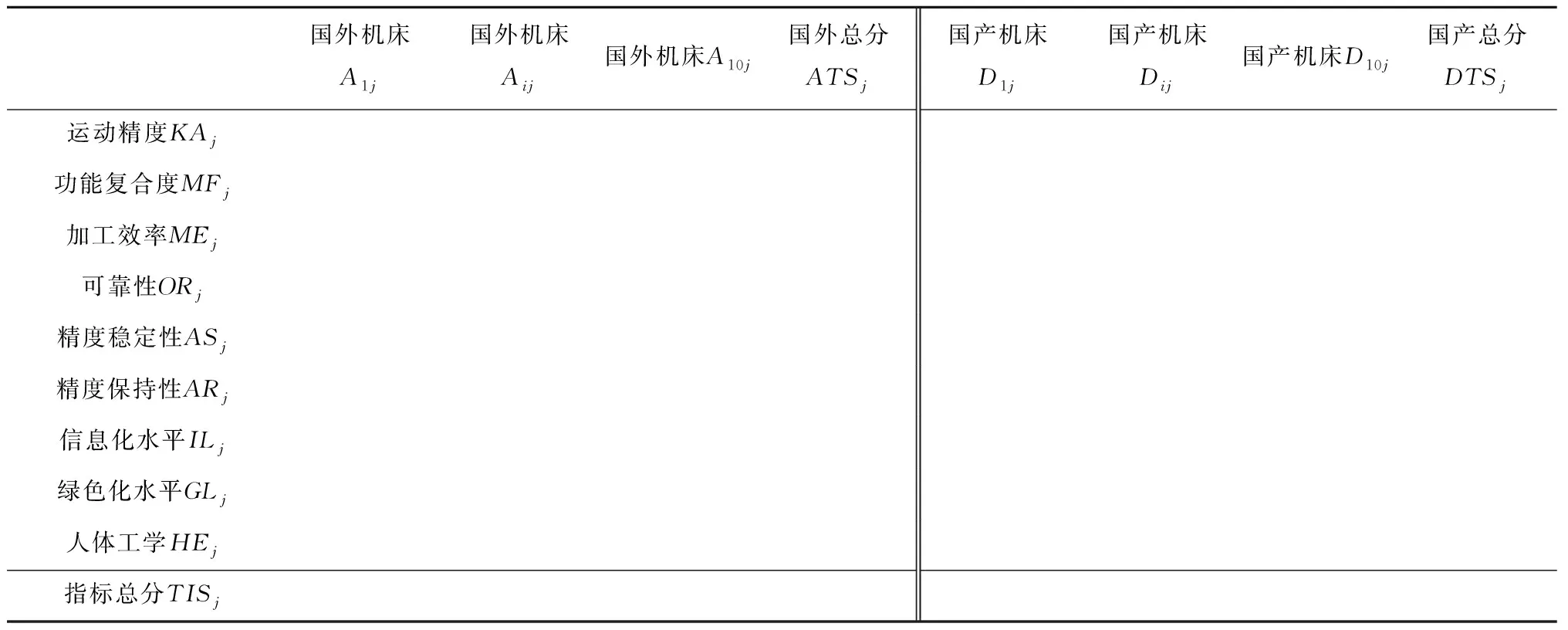
表1 指标计算和专家打分表示例(第j位专家)
如表1所示为第j位专家对国内外20台高档数控机床(国内外机床各10台)的9项技术指标计算和打分表。其中,国外机床总分ATSj(Abroad Total Score)是10台国外机床某一项技术指标的得分总和,通过得分比较可以看出专家j对国外高档数控机床某一项指标的具体评价;国产机床总分DTSj(Domestic Total Score)是10台国产机床某一项技术指标的得分总和,通过得分比较可以看出专家j给国产高档数控机床某一项指标的具体评价;指标总分TISj(Total Index Score)是专家j给某一台机床9项技术指标打分的总和,通过比较可以看出专家j对国产机床和国外机床的综合指标评价。
(4)定量技术指标的计算
根据上面的分析可以看出,在9个评价指标中,有3个指标可以直接利用公式进行定量计算,具体数值从所选取的国外机床和国产机床代表性厂家的产品使用说明书或产品样本中进行收集。
1)运动精度指标分值计算。对于加工中心类机床,决定机床运动精度的主要技术参数一般都可以从公开资料(如机床的使用说明书)中得到。本文选取各运动轴的线性定位精度和重复定位精度、主轴的回转精度、各轴之间的联动运动精度(或称插补精度)等4项指标来计算机床的运动精度。在所选择的共8台中外加工中心机床中(进口机床4台、国产机床4台)选4项精度指标的最高值(毫米)作为基准,每项精度指标给100/4=25的满分。然后,其他7台加工中心机床与基准机床的精度值进行比较,由于这些机床的精度较基准机床更低,它们的精度得分必然低于基准机床,精度等级减分值(为负数)可以由如下公式计算得到:
Ki=2 000(Pi-PJ)。
(1)
式中:Ki为第i台比较机床的运动精度减分值;Pi为第i台机床的运动精度;PJ为基准机床的精度;(Pi-PJ)乘以2 000的原因是为了使所得减分值保持在25分的自然数以内,机床精度越差,减分值越高。
将每台机床的4项运动精度得分相加,就可以得到这台机床的运动精度平均得分。对于数控车床类、磨削加工类、齿轮加工类机床而言,其运动精度的表达方式有所不同,本文采用与加工中心精度减分值同样的原理确定各台机床的精度平均得分,将计算结果计入表1。
如果所选择的机床运动精度指标低于基准精度51%以上,则说明这台机床的档次已经不属于高档数控机床(或者说不具备可比性),就应该重新进行机床的选择,本文的算例所采用的方式是对运动精度较基准机床相差较多的机床得分直接赋零。
2)功能复合度指标分值计算。机床的功能事实上就是产品所能够完成的加工工序。常用的机械加工工序有:车削、铣削、磨削、镗削、钻铰、攻丝、滚齿加工、磨齿加工、增材加工、热处理10项。对于不同的机床,由于其主要功能不同,给定每种功能的分数亦不同。因为相同的功能对不同的机床具有不同的重要度,本文用不同的得分值来表示功能的重要度。例如,对于数控车床类机床,车削加工肯定是必要且最重要的功能,铣削功能次之;而对于加工中心类机床,铣削加工和镗削加工是最重要的功能,其他加工功能并不是必需的。由于机床功能复合度的满分是100分,需要将这100分合理分解到10项加工工序上,有此项功能就给出表中的分数(如表2),没有这项功能则不给分。将计算结果计入表1。在实际应用时,表2中功能复合度的分值也可以通过专家讨论确定(目前的分值是笔者根据自己的经验主观给定的)。
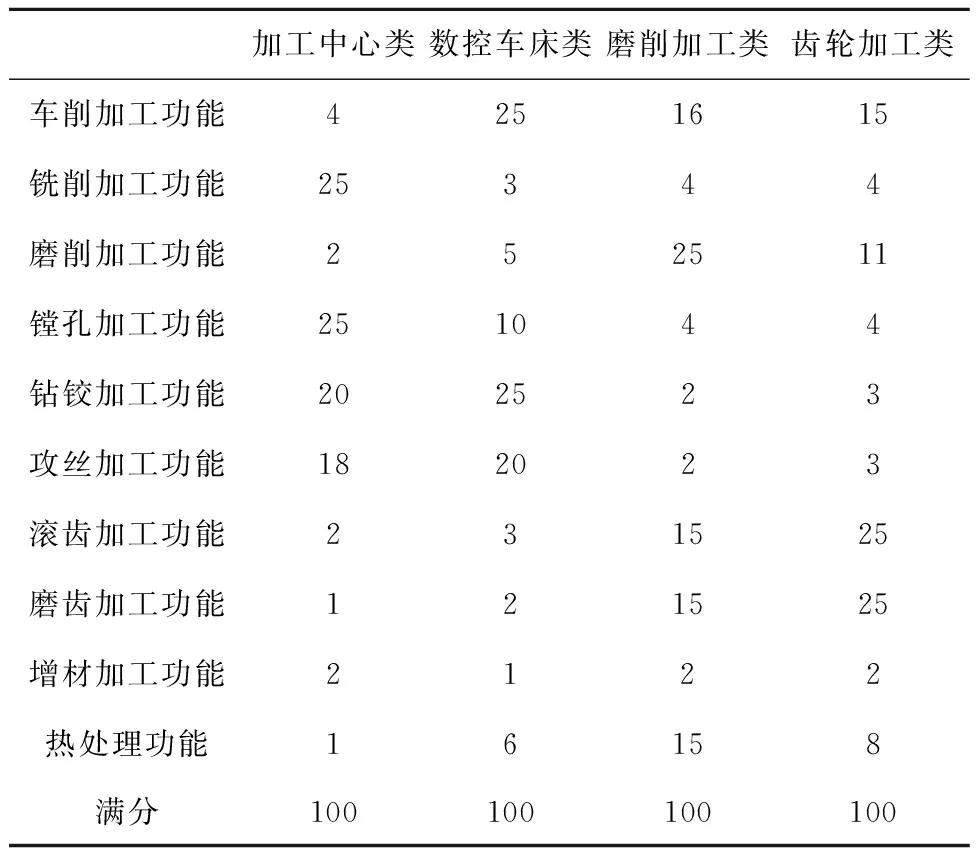
表2 不同机床的功能复合度分值
3)加工效率指标分值计算。传统的切削效率计算公式是切削速度、进给量和吃刀深度的乘积,但切削效率与加工效率并不是一个概念,前者是针对单道工序而言的,后者则是针对整个机床的。在不考虑零件装夹等辅助时间时,机床的最大加工效率取决于主轴的最高转速、运动轴的最大切削移动速度、电机的功率等。以数控车床为例,在所确定的6台中外机床(国外3台、国产3台)的相应机床中分别选择最高的主轴转速、最快的运动轴切削移动速度和最大的电机功率作为基准机床,分别赋予40分、40分、20分(加起来为100分)的基准分值,其他机床的这几项数据(主轴转速、运动轴移动速度和电机功率)与基准机床的相应数据进行比较,根据降低的比例进行减分(如表3),计算结果计入表1。在实际应用时,表3中的减分值也可以由专家讨论确定(目前的分值是笔者根据自己的经验主观给定的)。
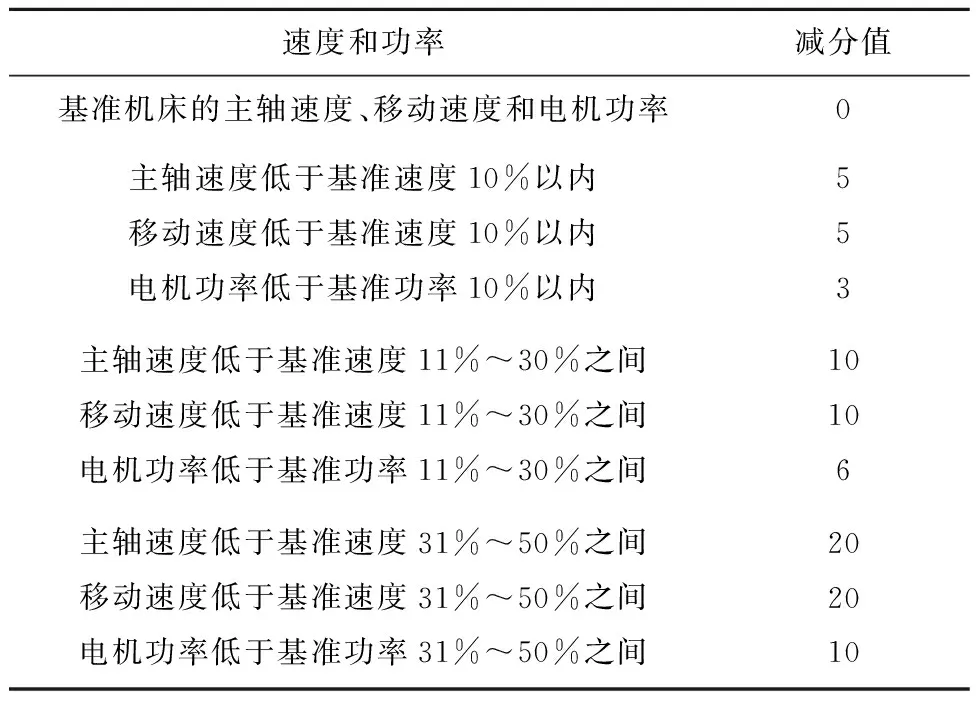
表3 加工效率减分值
如果某一台机床的最大速度或最大功率低于基准速度和基准功率的50%以上,说明这台机床的加工效率与其他机床已经不在同样的水平,缺乏可比性,所得分数为零。
(5)定性指标的专家打分
除了运动精度、功能复合度和加工效率外,剩下的6个定性指标全部采用专家打分法予以确定。为此,要求所选定的10名机床专家,以实事求是、不带偏见的方式,在充分了解机床行业整体技术水平的条件下,对所选定的20台国内外机床品牌的6个定性指标分别进行分析打分(满分给100分),得到各台机床各个技术指标的得分值,将打分结果计入表1。
(6)机床平均水平的计算方法
1)国外代表性机床平均水平的计算。将10名专家对国外代表性机床的9项指标总分ATSj除以90(10名专家、9项指标),就得到国外机床技术水平的平均值(Average Level of Abroad machine tools,ALA):
(2)
2)国产代表性机床平均水平的计算。将10名专家对国产代表性机床的9项指标总分DTSj除以90,就得到国产机床技术水平的平均值(Average Level of Domiestic machine tools, ALD):
(3)
(7)打分结果的分析方法
得到最终计算结果后,可以通过对计算结果的分析得到国产机床与国外机床的技术水平差异:总差异有多大?差在哪些方面?
1)国外代表性机床与国产代表性机床平均技术水平的整体差异分析。比较由式(2)得到的ALA值和由式(3)得到的ALD值,可以得到国内外机床的整体技术水平的差异,差值越大,则说明两者之间技术水平的差距越大。
2)基于用户视角的国内外机床水平差异。上述是根据各项技术水平的绝对值得到的国内外机床差异,在实际中,用户对9项技术指标的关注度是不同的,为此,在进行国内外机床技术水平的得分进行比较时,还可以给不同的技术指标乘以一个系数,对用户更关注的技术指标乘以大于1的系数,对用户关注度低的技术指标乘以小于1的系数,这样得到的结果更贴近实际。系数的确定可以参考表4(表中的系数也可由打分专家共同讨论确定)。

表4 用户对技术指标的关注度系数
3)分项技术指标的差异分析。针对9项性能指标中的每项指标,分别将10名专家的ATS和DTS进行相减,可以得到每项性能指标的ATS和DTS差值,逐项比较这9个ATS和DTS之间的差值,就可以得到各项具体性能指标之间的差异,可以明确国产机床的努力方向。
4)国内外机床分项技术指标之间的横向比较。针对选定的20台机床,通过分析9项技术指标所得平均分数大小,可以得到各台机床各项技术指标的先进程度,从而得到应该重点改进的方向。
5 算例验证
5.1 样本和数据说明
在本文的前半部分,笔者建立了国内外数控机床技术水平的比较方法。为了说明该方法的应用过程、处理技巧并验证方法的准确性和可行性,本章采用算例的方式对所提出的方法进行验证。需要特别说明的是:由于缺少实际数据,本文在部分现有数据的基础上采用了较多的虚拟数据(实际数据和虚拟数据相结合),比较过程和分析过程都是基于虚拟数据的,并不完全代表实际情况,因为验证比较方法的正确性和有效性才是本文的主要目的,实际的比较结果如何反而不是最重要的。此外,全部采用真实数据也在笔者的能力范围之外。当然,在选择虚拟数据时,不可避免地会掺杂一些笔者的主观观点。采用虚拟数据的另外一个目的也是显而易见:笔者并不想也没有能力通过一个案例就给出国内外机床的真实水平,需要由政府部门、机床行业学会或协会出面组织一个专家组以课题的方式专门进行国内外机床水平的比较。另外,笔者更不想涉及到国内外机床的具体厂家,以避免由此带来的一系列意想不到的问题。
为了避免个别企业对号入座,引出不必要的纠纷,本文用编号代表所选择的机床品牌,国外机床品牌用AMi(Abroad Machine Tools)进行编号,国产机床品牌用DMi(Domestic Machine Tools)进行编号。
国外一流机床品牌很多,国内机床品牌也很多(但大多数都达不到高档数控机床的水平),在实际操作时,国内外机床具体品牌的选择可以采用专家评议法或专家打分法。需要说明的是,即使本文给出一些具体的机床厂家名称,但文中的编号与具体的品牌和型号规格之间没有任何联系,希望各企业不要对号入座。
5.2 机床品牌及产品型号规格选择
(1)国外机床品牌及产品型号规格选择
根据前文提供的方法,按照“档次相近”的原则在第一档次国外机床生产国(日本、德国、美国、瑞士)的高水平品牌而不一定是最顶级品牌中选取10个高档机床品牌作为参照对象,再按照“品种相同”的原则选取这些品牌的典型机床品种,最后按照“规格相似”的原则选取这些品牌相应型号和规格的产品作为比较的样本。在本算例中,选择了3个日本品牌、3个德国品牌、3个美国品牌、1个瑞士品牌作为代表性机床。为了具有代表性,选定机床的品种为量大面广的机床:加工中心4台、数控车床3台、数控磨床1台、齿轮加工机床2台(如表5),从其型号规格可以看出,这些机床均为中型规格的机床,也是为了更具有可比性。

表5 国外机床品牌数据
为了避免企业对号入座,我们按照随机的方法(并不是按照表中的顺序)给这些机床进行编号,分别为AM1、AM2、AM3、AM4、AM5、AM6、AM7、AM8、AM9和AM10。
(2)国产机床品牌及产品型号规格选择
为了具有可比性,根据“品种相同、规格相似、档次相近”的原则,参照已选定的国外机床的品种、型号和规格,在国产一流机床厂家中选取国产品牌数控机床10台,同样是加工中心4台、数控车床3台、数控磨床1台、齿轮机床2台,如表6所示。需要说明的是,在表6中,国产机床品牌与进口机床品牌之间并不是严格一对一的对应关系。
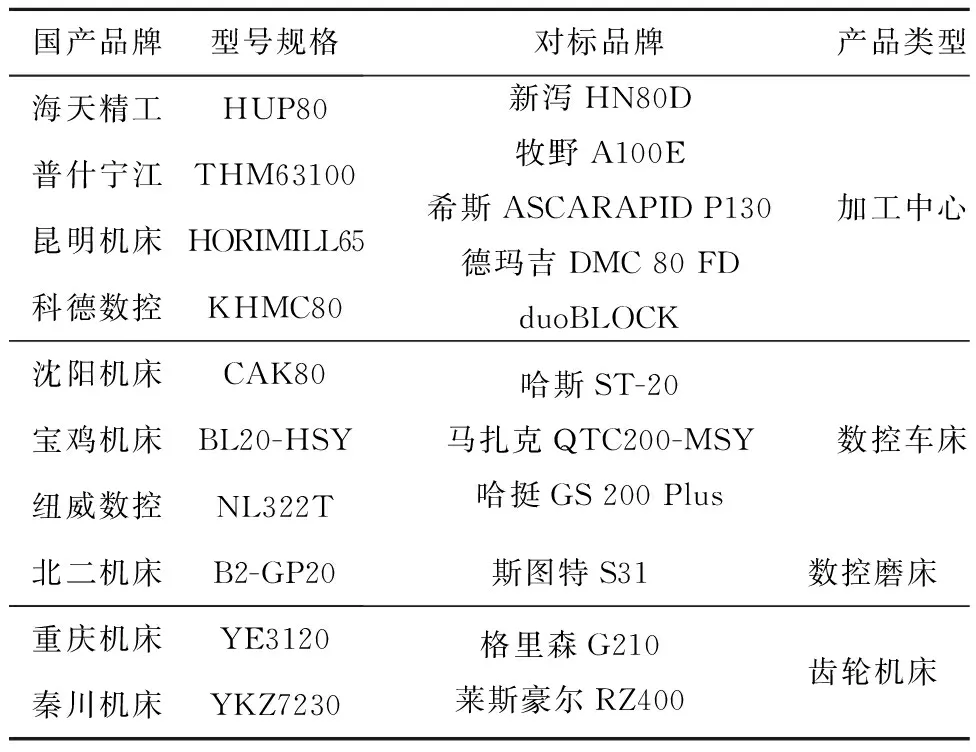
表6 国产机床品牌数据
再次强调,虽然表6中将国产机床品牌与国外机床品牌建立了品种对应关系,但在实际打分时并不是将国产机床与国外机床品牌一一对应的。
为了避免企业对号入座,笔者同样按照随机的方法(并不是按照表6中的顺序)给这些机床编号为DM1、DM2、DM3、DM4、DM5、DM6、DM7、DM8、DM9和DM10。
5.3 专家选择及其职责
在确定国内外机床水平时,专家的选择非常重要,一般建议分别从机床制造厂家、机床典型用户和知名机床科学研究和教学机构中选择专家,所选择的专家应该公平公正、负责任、见多识广、经验丰富。专家的职责是选择典型国内外机床品牌和型号规格、对相关系数进行确定(运动精度的基准机床和减分值、功能复合度分值、加工效率的基准机床和减分值等)、计算定量技术指标、为定性技术指标进行打分等。本文拟选定10名专家,专家的编号用Si来代表,分别为:S1、S2、S3、S4、S5、S6、S7、S8、S9、S10。在实际操作时,为了提高比较数据的可信性,也可考虑增加专家的数量。
5.4 样本机床定量技术指标的计算
(1)运动精度指标分值计算
机床的运动精度按照机床的品种计算,包括加工中心运动精度、数控车床运动精度、数控磨床运动精度和齿轮加工机床运动精度。
1)加工中心的运动精度计算。根据比较方法,8台加工中心(国外4台、国产4台)的运动精度分别用各运动轴的线性定位精度、各运动轴的重复定位精度、主轴的回转精度、各轴之间的联动运动精度(插补精度)等4项指标来计算。
通过查阅机床使用说明书(包括虚拟数据),可以得到这8台加工中心4项运动精度的具体值如表7所示(可以由10位专家共同讨论计算,也可以由专家单独计算,本例采用的是前者的方法)。

表7 加工中心的运动精度及得分
由表7可以看出,运动轴最高定位精度是AM2;运动轴最高重复定位精度是AM2和AM4,可以任选一个,本例选AM2;主轴回转精度最高是AM1和AM2,本例选AM2;联动运动精度最高是AM2和AM4,本例选AM2。其他机床运动精度都等于或低于AM2,在精度计算时需要按照规定减分(减分规则见第4章式(1)),最后得到各台机床运动精度的总分值。
2)数控车床的运动精度计算。数控车床的运动精度基本上与加工中心相同,只是联动轴数较少。因此,数控车床的运动精度同样用各运动轴的线性定位精度、各运动轴的重复定位精度、主轴的回转精度、各轴之间的联动运动精度(插补精度)等4项指标来计算。本文选择6台数控车床(国内外各3台)为例,通过查阅机床使用说明书(包括虚拟数据),可以得到这6台数控车床4项运动精度的具体值如表8所示(本例由10位专家共同讨论计算确定)。
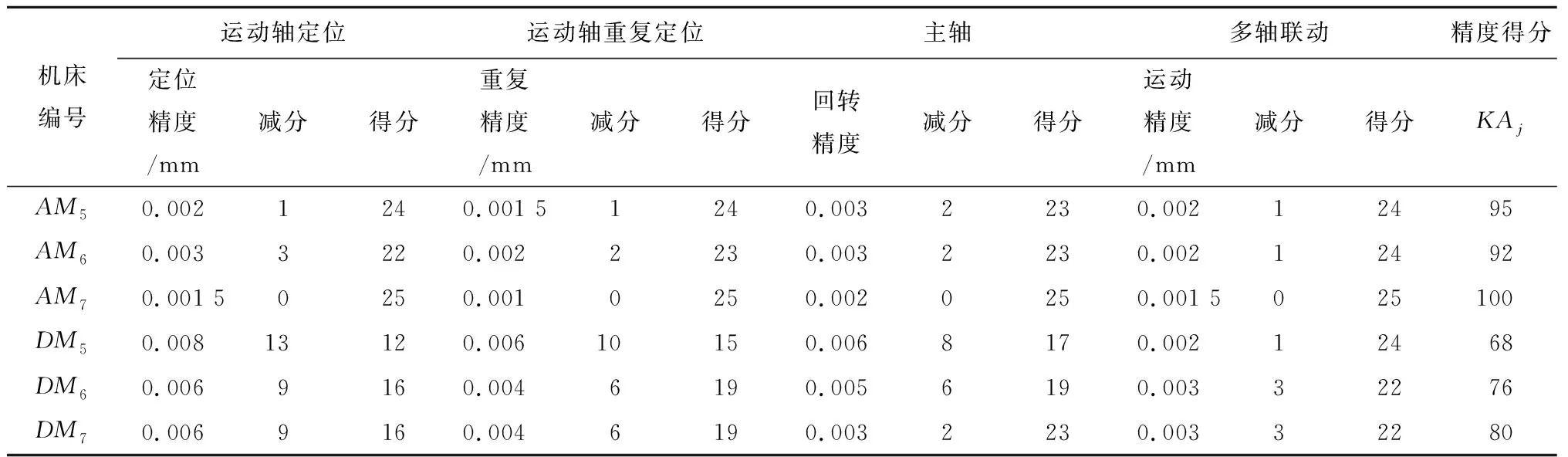
表8 数控车床的运动精度及得分
从表8可以看出,4项运动精度的最高值均为AM7,所以将AM7作为基准机床;其它的机床运动精度都低于AM7,在精度计算时需要按照规定减分(见式(1)),最后得到各台机床的运动精度的总分值。
3)数控磨床的运动精度计算。数控磨床的种类非常多,本文以万能外圆磨床为例计算其运动精度。对于外圆磨床而言,运动精度一般用各运动轴的线性定位精度、各运动轴的重复定位精度、外圆磨头主轴的回转精度、内圆磨头的回转精度等4项指标来计算。由于选用的磨床只有2台(中外各1台),实际上就是这2台机床的精度比较。通过查阅机床使用说明书(包括虚拟数据),可以得到这2台外圆磨床4项运动精度的具体值如表9所示(本例是由10位专家共同讨论确定的)。

表9 数控外圆磨床的运动精度及得分
从表9可以看出,AM8的各项精度都比DM8高的多。这是可以理解的,因为磨床是一种高精度的机床,且本文所选择的国外机床属于磨床中的顶尖产品。在精度计算时需要按照规定对精度较差的机床进行减分(见公式(1)),最后得到DM8机床的运动精度的总分值为59分。
4)数控齿轮加工机床的运动精度计算。齿轮加工机床主要包括滚齿机和磨齿机,机床的运动精度多用被加工齿轮的精度来表征。一般情况下,滚齿机可以加工5到7级精度的齿轮,磨齿机可以加工2到4级精度的齿轮。滚齿加工齿轮的精度通常可以由以下4个运动精度来保障:滚刀架Z向移动定位精度、工件主轴回转精度、刀具轴回转精度、刀具轴与工件轴之间的联动分度运动精度等4项指标来计算。本文选择4台齿轮加工机床(国内外各2台)为例,通过查阅机床使用说明书(包括虚拟数据),可以得到这4台机床4项运动精度的具体值如表10所示(本例是由10位专家共同讨论确定的)。
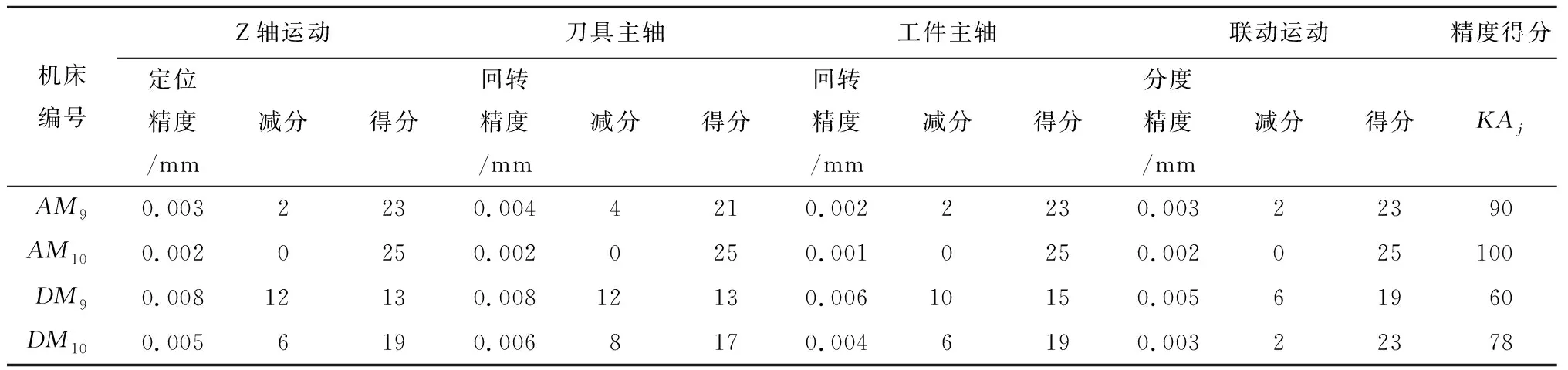
表10 数控齿轮加工机床的运动精度及得分
从表10可以看出,4项运动精度的最高值均为AM10,其他机床的运动精度都低于AM10,在精度计算时需要按照规定对精度较低的机床进行减分(见式(1)),最后得到各台机床的运动精度的总分值。
(2)功能复合度指标分值计算
根据表2,不同类型的机床,其加工工序的重要性是不同的。设所选择20台机床具有的功能如表11所示,其相应的总得分同时填入表11。
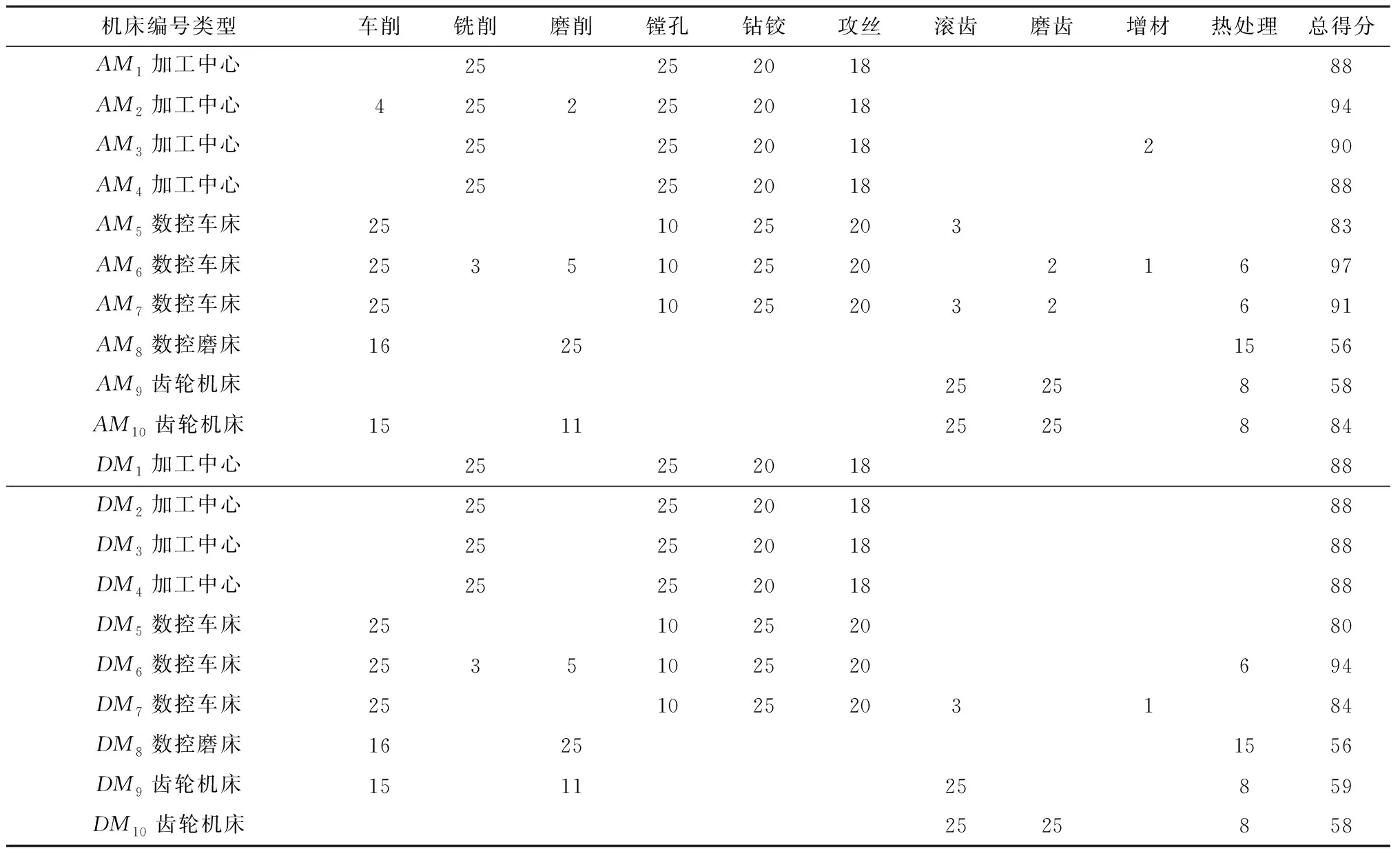
表11 机床的功能及功能复合度总得分
(3)加工效率指标分值计算
根据第4章的比较方法,影响机床效率的主要技术指标有:主轴的最高转速、运动轴的最大移动速度、电机的功率等,设20台机床的主轴最高转速、运动轴最大移动速度和电机的功率如表12所示,减分值按照式(1)计算得到,结果填入表12。
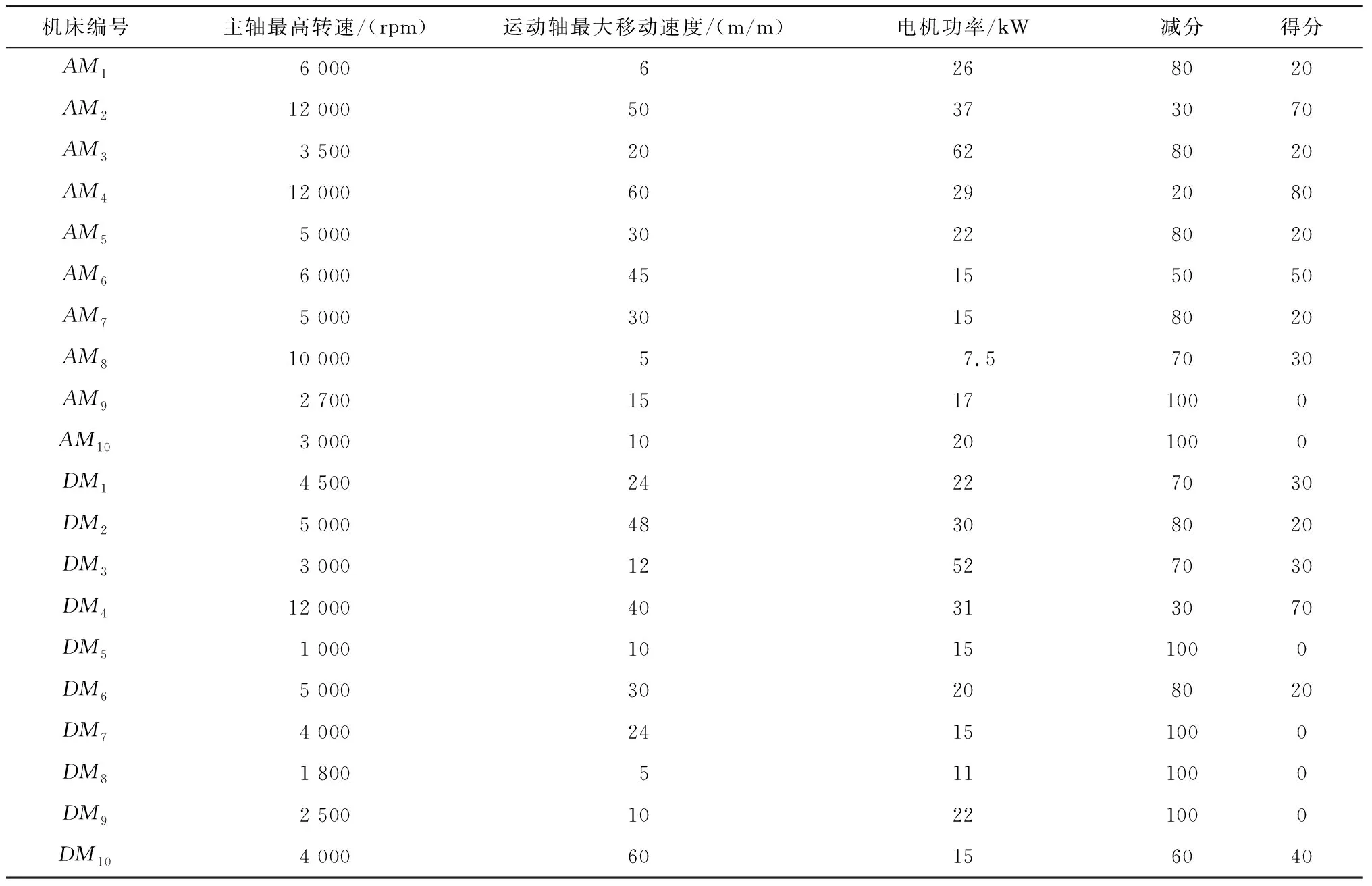
表12 机床的加工效率指标分值计算
从表12可以看出,主轴最高转速为12 000 rpm,分别为AM2、AM4和DM4,最大进给速度60 m/m,分别为AM4和DM4,主轴最大功率为62 kW,为AM3。凡是低于这些数据的机床都应该进行减分,所减分数由式(1)决定,各台机床的最终得分如表12所示。可以看出,在加工效率方面超过60分的机床只有3台,分别为:DM4、AM4和AM2,这说明大部分机床制造商都没有把加工效率指标放在足够高的地位。
5.5 样本机床定性指标的专家打分
根据本文第4章的打分方法,需要专家打分的6项指标分别为:可靠性、精度稳定性、精度保持性、信息化水平、绿色化水平和人体工学。既然是定性指标,打分结果就取决于专家对机床技术水平和应用情况的整体了解。限于篇幅,本文只展示了一位专家的打分结果(如表13),如果读者需要,可向笔者索要其他专家的打分结果(但均为虚拟数据)。
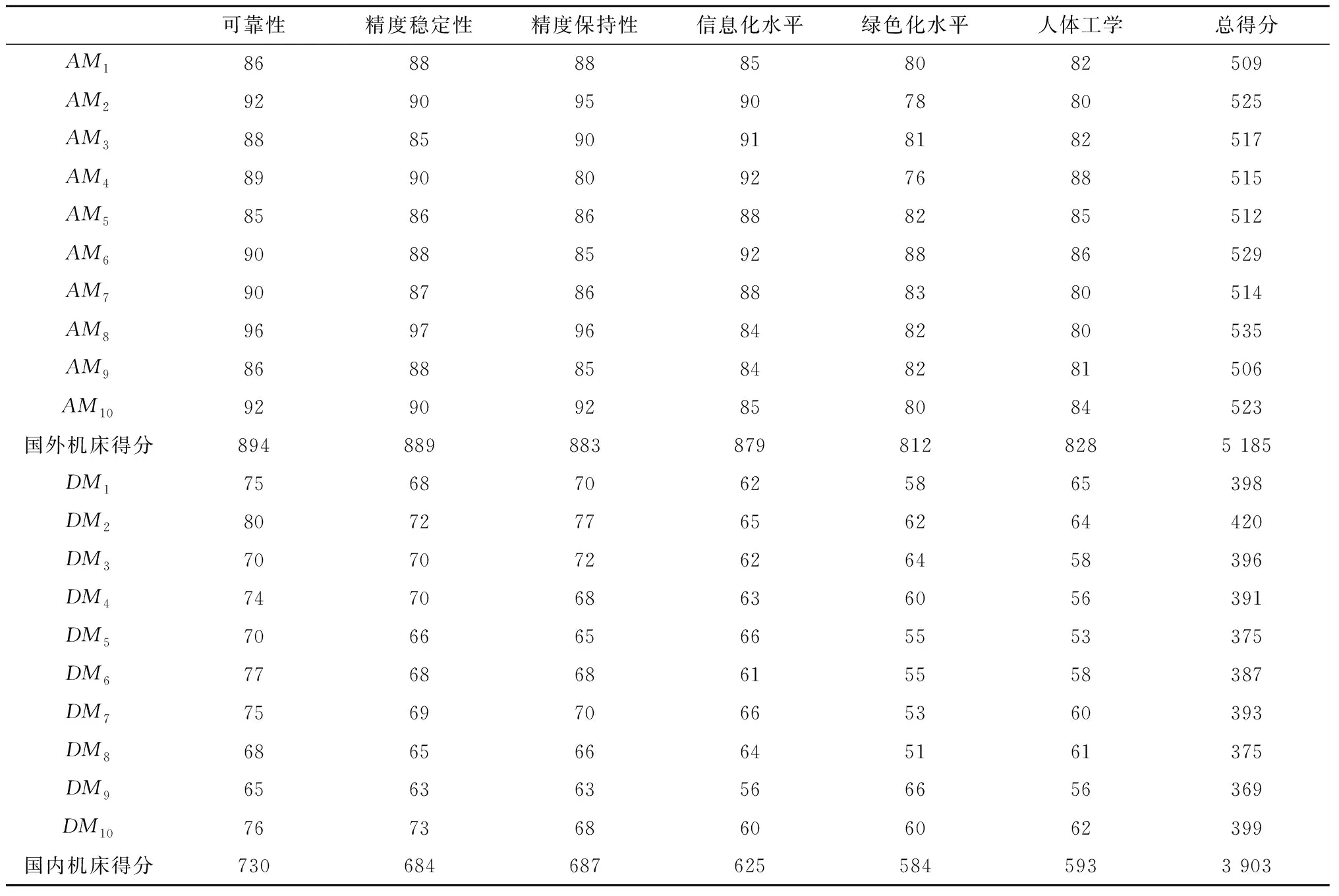
表13 专家一对定性指标的打分结果
5.6 专家打分结果的处理
(1)得分汇总
在10位专家打分完成后,将20台机床的9项技术指标得分(表7~表13,需向笔者索取的附表1~9)汇总成表14。其中,三项定量指标是10位专家一起讨论确定的,其他6项定性指标是10位专家独立打分结果的平均值。
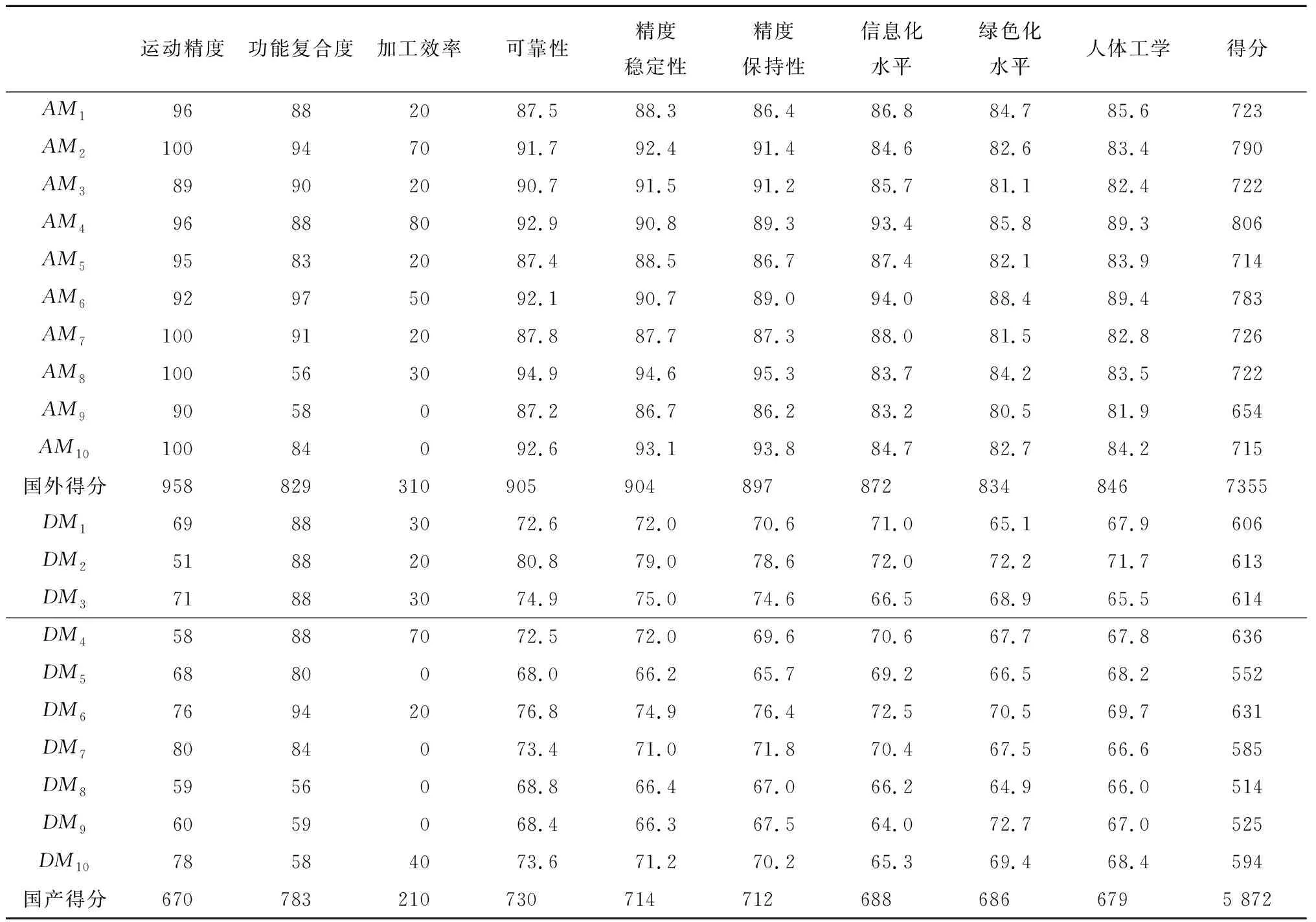
表14 计算和打分结果汇总表
(2)国外机床总得分和平均得分
在表14中,国外机床AM1~AM10的总得分为7 355分,将其除以90(9位专家、10台机床),就可以得到国外单台机床技术水平的平均得分为81.7分。
(3)国产机床总得分和平均得分
在表14中,国产机床DM1~DM10的总得分为5 872分,将其除以90(9位专家、10台机床),就可以得到国产单台机床技术水平的平均得分为65.2分。
5.7 结果分析
需要再一次说明的是,由于本文采用的打分数据是虚拟的(部分为实际数据),因此结果分析也是基于虚拟数据的,并不代表实际情况。
(1)国内外机床技术水平的整体差距分析
从表14的计算结果看,国外单台代表机床的平均得分ALA是81.7分,而国产机床代表的单台平均得分ALD是65.2分,还存在着16.5分的差距,这也是高档数控机床进口额居高不下的主要原因,需要尽快引入高端制造模式对国产高档机床的技术水平进行提升,实现进口替代。另外,国外高档机床的平均得分是81.7分,说明国外机床的技术水平也存在一定的提升空间(满分为100分)。此外,笔者设想(根据虚拟数据),16.5分的差距应该是国际上第三档次品牌机床与第一档次品牌机床之间的差距,因此从这一点看,国产数控机床的水平在国际上应该属于第三梯队。
(2)基于用户视角的国内外机床技术水平差异分析
将表14中国外机床的得分和国产机床的得分两栏提取出来形成表15。表中最后一行是用国外机床的得分减去国产机床的得分得到的。

表15 国内外机床技术指标差距分析
将表4中的系数乘以表15中的差距,可以得到表16,反映了用户视角下国内外机床水平的差距。

表16 用户视角下国内外机床技术水平的差距
从表16可以看出,站在用户的角度看,国产机床的运动精度与国外机床的差距最大,精度稳定性和可靠性的差距比较接近,精度保持性和信息化水平的差距比较接近。从用户的角度看,国产机床应该把改进的重点放在运动精度的提升上,其次是提高精度稳定性和可靠性,然后才是精度保持性和信息化水平,其他4项的改进和提升暂时排在最后。
(3)国内外机床分项技术指标分析比较
1)国内外机床运动精度技术指标分析比较。从表15可以看出,国外机床单台运动精度平均得分为95.8分,国内机床为67分,两者差距为28.8分,说明国产机床运动精度的提升空间还比较大,机床的加工精度是客户最容易诟病的技术指标,需要花大力气去改进,国内企业应该采用超过国标标准的要求去控制机床的精度。
2)国内外机床功能复合度技术指标分析比较。从表15可以看出,国外机床单台功能复合度平均得分为82.9分,国内机床为78.3分,两者差距仅为4.6分,说明国产机床在功能设计水平方面基本接近国外机床。在实践中也是如此,国外机床一旦开发某项新功能后,国产机床在很短的时间内就可以“复制”出来,“结构模仿”能力是我们的优势,但自主创新能力不足,这是国产机床行业向高端转型必须解决的问题,否则我们永远是跟跑者。
3)国内外机床加工效率技术指标分析比较。从表15可以看出,国外机床单台加工效率平均得分为31分,国内机床为21分,两者差距仅为10分。这项指标国内外机床均不高,这是因为我们在得分计算时没有特别选择高速加工机床。另外可能因为是选择的基准机床的加工效率太高,其他机床的加工效率跟基准机床的加工效率相比差距太大,以至于整体分数都不高。但考虑到用户对加工效率的要求越来越高,国产机床制造厂家应该在加工效率的提升方面多下功夫,可能会成为率先超越国外机床的技术“突破点”。
4)国内外机床可靠性技术指标分析比较。从表15可以看出,国外机床单台可靠性平均得分为90.5分,国内机床为73.0分,两者差距为17.5分,说明国产机床的可靠性与国外机床仍然有较大差距。事实上,根据笔者掌握的不完整数据,国外常见机床(加工中心、数控车床等)的可靠性指标MTBF已经超过3 000小时,最高可达到5 000小时(某国外品牌网站);而国产机床最高MTBF才2 300小时左右,平均大约为1 200小时。此外,从国内用户的反映看,国产机床的可靠性差是影响用户购买愿望的关键因素。由于用户高度关注可靠性,因此,可靠性是今后国产机床继续努力的主要方向。
5)国内外机床精度稳定性技术指标分析比较。从表15可以看出,国外机床单台精度稳定性平均得分为90.4分,国内机床为71.4分,两者差距为19分,说明国产机床的精度稳定性与国外机床相比仍然存在较大的差距。事实上,笔者到各个机械制造企业调研时都发现,用户对精度稳定性的要求正在逐步提高,特别是齿轮加工机床、专用机床和具有一定批量的生产线,用户希望通过精度稳定性提高被加工零件的精度一致性。因此,对于加工批量比较大的机床,提高精度稳定性至关重要。
6)国内外机床精度保持性技术指标分析比较。从表15可以看出,国外机床单台精度稳定性平均得分为89.7分,国内机床为71.2分,两者差距为18.5分,说明国产机床的精度保持性与国外机床相比仍然存在较大的差距。事实上,笔者在分析部分机床制造企业的用户抱怨记录时也发现,用户对加工精度快速丢失的抱怨比较多,最快的半年时间就丢失出厂时的精度,精度一般仅能保持1年,最好的可能勉强到3年。而国外有些40年使用寿命的老机床仍然能够保持较高的加工精度,说明国产机床制造企业应该加强对精度保持性技术的研究和应用。
7)国内外机床信息化水平技术指标分析比较。从表15可以看出,国外机床单台信息化水平的平均得分为87.2分,国内机床为68.8分,两者差距为18.4分,说明国产机床的信息化水平与国外机床仍然有较大差距。数控机床的信息化水平主要包括数控系统的智能化水平、组成机床生产线的联线能力和与车间管理系统MES的通信能力等。由于国产数控系统的技术水平与国外高水平数控系统相比具有一定的差距,使得整机的信息化水平也受到较大影响,提高数控系统的水平无疑是国产机床行业的最主要努力方向。
8)国内外机床绿色化水平技术指标分析比较。从表15可以看出,国外机床单台绿色化水平的平均得分为83.4分,国内机床为68.6分,两者差距为14.8分,说明国产机床的绿色化水平与国外机床仍然有较大差距。事实上,西方国家民众的环保意识比较强,对绿色制造技术研究的起步比较早,研究工作比较深入,在机床再制造、干切削、微量润滑切削、对切屑的无害处理技术等方面都比较成熟,这些都是国产机床的努力方向。
9)国内外机床人体工学水平技术指标分析比较。从表15可以看出,国外机床单台人体工学水平的平均得分为84.6分,国内机床为67.9分,两者差距为16.7分,说明国产机床的人体工学水平与国外机床仍然有较大差距。事实上,长期的低端制造模式使得国产机床企业主要关注功能的实现和成本的控制,像人体工学这种更高层次的技术很少进行研究,也属于国产机床的努力方向。
(4)国内外机床分项技术指标之间的横向比较
分析表15中的数据可以发现:国内外机床在运动精度方面的差距最大,国外机床在运动精度方面的得分也最高。精度是机床最重要的技术指标,长期的低端制造使得机床制造企业对精度的关注不够,使用的控制标准比较低,缺乏保证精度的技术手段和工匠精神,造成与国外机床在精度方面的较大差距。
差距排在第二位和第三位的分别是精度稳定性和精度保持性。在实践中,精度稳定性和精度保持性都是用户极其关注的技术指标,国产机床制造要想成功地向高端制造模式转型,就必须掌握精度稳定性技术和精度保持性技术。
在9项技术指标中,差距最小的是功能复合度,这是因为机床是为满足加工要求而定制的功能,超出定制功能的要求意义并不大,用户并不会为此而额外付出费用。因此,就造成机床功能的大同小异。另外,国产机床制造企业的模仿能力很强,只要国外机床新开发一种功能,国产机床企业就会很快仿制出来,就造成功能复合度差距的并不大。
差距最小排在第二位的是加工效率,这是在选择典型样本机床时,没有考虑加工效率问题,可能选择的基准机床是一台高速加工机床,而其它的机床却是一般的数控机床,造成加工效率的减分过多,所得到的总分也很少。
其他技术指标像信息化水平、绿色化水平和人体工学水平的差距基本上保持在相同的水平,反映了国产机床与国外机床之间的整体差距。
需要特别予以说明的技术指标是可靠性,国产机床与国外机床的差距是17.5分。因为可靠性极大的影响机床的可用性和使用成本,所以用户对可靠性非常敏感,对国产机床可靠性的诟病也就非常多。事实上,通过2009年开始实施的《高档数控机床与基础制造装备》科技重大专项,使国产机床的可靠性已经得到质的提高,否则差距会更大。
6 结束语
为了定量化地比较国产机床与国外机床之间的差异,为国产机床行业建立高端制造模式提供依据,为国产数控机床技术水平的提升明确方向,本文对国内外高档数控机床技术水平的比较方法进行了研究,主要内容如下:
首先对比较概念进行了界定,提出了国内外数控机床技术水平的比较原则,给出了“代表性机床”和“平均水平”的概念,建立了“品种相同、规格相似、档次相近”的比较原则,使得比较结果更具实用性。随后站在用户的角度分析了代表数控机床技术水平的9项性能指标,这些指标对提高国产机床的市场竞争力和提升用户粘性具有非常重要的意义。接着建立了3项可量化技术指标的计算方法和6项不可量化技术指标的专家打分方法,对提高比较结果的准确性和实用性非常重要。最后给出平均水平的计算方法和对计算结果的分析方法。
为了验证本文提出的国内外高档数控机床技术水平的比较方法,苦于基础数据采集困难,也为了避免企业对号入座而引出不必要的纠纷,本文采用真实数据和虚拟数据相结合的方式,按照本文中提供的方法对所选取的典型机床的技术水平进行了打分计算,得到国内外典型机床的平均得分,国外机床平均得81.7分,国产机床平均得65.2分,尽管基于虚拟数据,但与现实还是比较吻合的,反映了国产高档数控机床与国外高档数控机床在技术水平方面的整体差距。最后,本文还根据所得数据对国产机床与国外机床在各具体指标方面的差距都进行了比较细致的分析,分析结果表明,在9项技术指标方面,国产机床与国外机床都有差距,但差距有大有小,分析结果可以为机床科研机构、机床制造企业和行业主管部门决策提供参考,也为高档数控机床高端制造模式的建立提供了指导方向。
上述内容形成一套系统的、具有实际操作性的国内外数控机床技术水平的比较方法,采用本文提供的方法对国内外机床的技术水平进行比较,可以较好地明确国内外机床之间的差异性,为改进国产机床的技术水平指明方向,为建立数控机床的高端制造模式提供依据,助推国产高端数控机床尽快进入国际一流水平行列。