三边封基质自动包装机的设计与试验
2024-01-11候明星党革荣吴正哲杨有刚王俊一邓海涛
候明星,党革荣,吴正哲,杨有刚,王俊一,邓海涛
(西北农林科技大学 机械与电子工程学院,陕西 杨凌 712100)
0 引言
我国地大物博,有着丰富的农林资源,但在耕种收获的同时每年也会产生大量的农林废弃物,如玉米高粱种植后产生的秸秆、牛羊等产生的粪便以及香菇等种植后产生的菇渣等[1]。我国每年平均产生约9亿t农林废弃物,如果没有妥善的处理会造成环境的污染。因此,如果能将农林废弃物进行再利用,不仅可以减少环境污染,而且可以产生附加的经济价值。20世纪90年代,针对我国设施园艺较低的发展水平,以低成本和资源节约为目标,中国农业科学院蔬菜花卉研究所成功研发出有机生态型无土栽培模式,推动了我国以秸秆、菇渣、中药渣、畜禽粪肥、稻壳、玉米芯、沼渣、炉灰渣等农林废弃物为主要原料的基质栽培的研究和应用,成为我国现阶段主要的无土栽培模式[2-4]。
基质栽培是无土栽培的主要形式,约占无土栽培总面积的90%以上,被广泛应用于观光农业、普通农业种植和育苗中[5]。荷兰、美国、日本、英国等国家利用现代化无土栽培技术常年生产无公害蔬菜,产量比传统的土壤栽培高出10倍以上。目前,现代化无土栽培技术在现代化农业发展中前景十分广阔[6],所应用的基质栽培袋可分为枕式基质栽培袋和开口筒式基质栽培袋。其中,发达国家基本采用大型流水线工厂化生产枕式基质栽培袋,我国大多数个体用户采用的是购买成品进口的基质袋或者购买空袋后人工装填基质的方法,少数生产规模较大的用户使用类似颗粒装袋的机械,实现装料和封口工作。这类机械设备大都需要人力完成其中一项或多项,长期工作在这种环境下将严重影响人的身体健康,且自动化程度低、成本较高,严重制约了无土栽培产业的进一步发展[7-8]。为此,项目组将面向基质栽培个体用户及小中型企业,研制一种成本低、工作过程自动化的枕式基质栽培袋生产设备。
研制的枕式基质栽培袋生产设备适应我国大多数基质种类的装填,能够有效地将基质封装成袋。利用这些农林废弃物发展基质袋培,可变废为宝,产生巨大的经济价值,降低基质栽培成本,对推动我国基质栽培技术的快速发展具有重要的意义。
1 整机结构及工作原理
1.1 整机结构设计
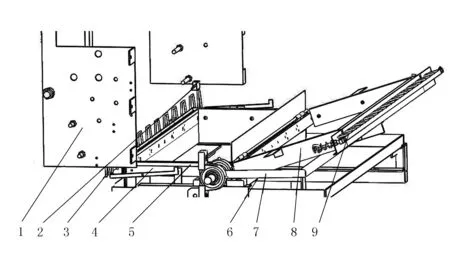
三边封基质自动包装机主要由搅拌装置、定料装置、压缩装置、热封装置、换膜装置、机架及传动系统和控制系统组成,如图1所示。
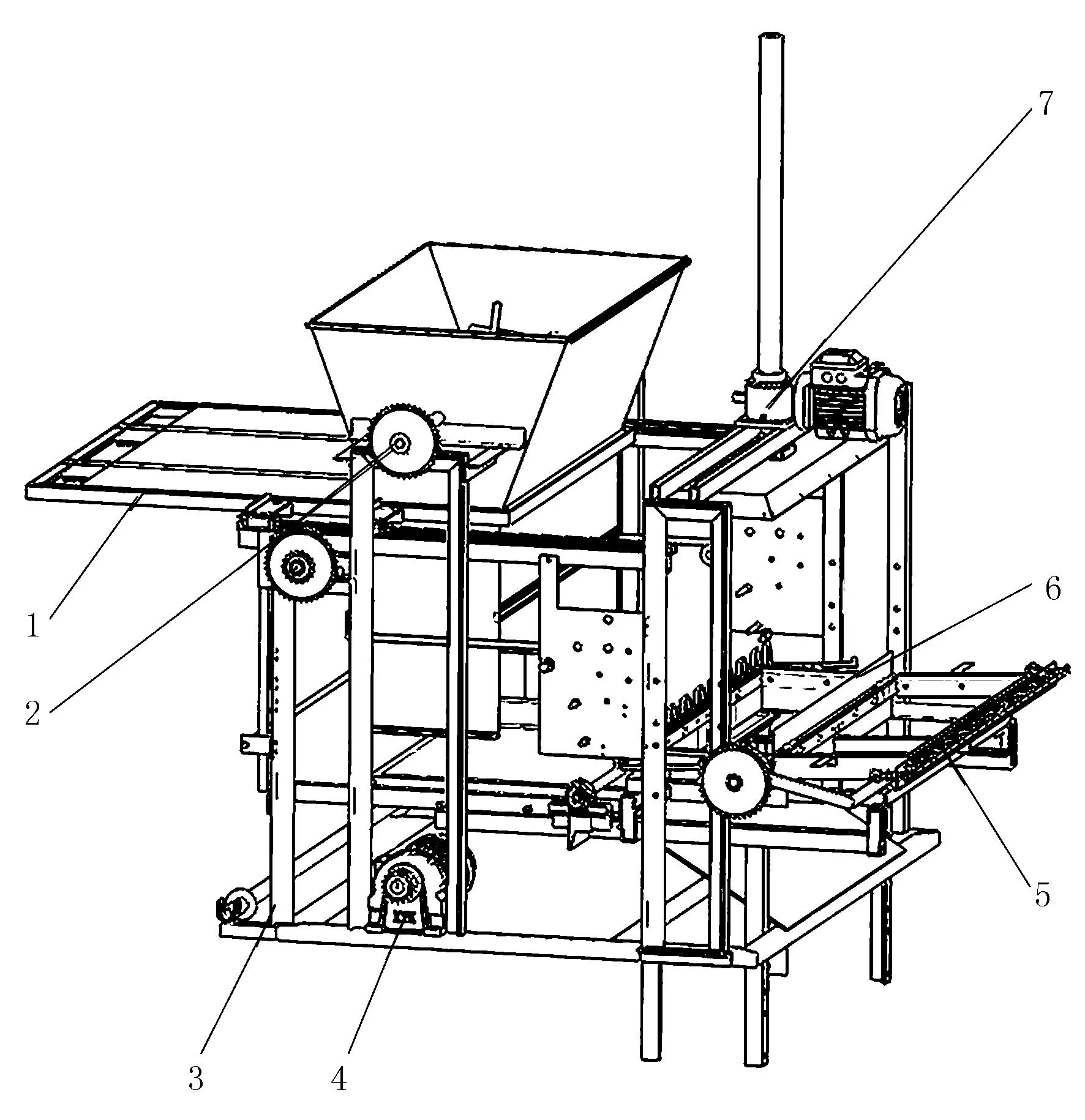
1.定料装置 2.搅拌装置 3.机架 4.传动系统 5.换膜装置 6.热封装置 7.压缩装置图1 三边封基质自动包装机的机体样图Fig.1 The airframe diagram of the three-side sealing matrix automatic packaging machine
搅拌装置包括料仓与搅拌器;定料装置安装在搅拌装置下方,通过两组滑轨组件支撑,可在导轨上移动;热封装置下方的挡料板通过角铁与滑轨组件的滑块连接,与定料盒机架为一体,保持同步移动;压缩装置安装在料仓右侧,压板安装高度位于料仓下料口所在平面上方、热封装置与其固定机架安装在压缩装置正下方;热封模具可绕模具中轴做扣合运动,换膜装置固定在热封装置上,依靠热封装置运动来提供动力。
1.2 工作原理
三边封基质自动包装机包装过程主要包括定料装置对基质进行定量、夹持装置展开薄膜、压缩装置压缩基质到固定体积、热封模具进行热封成型以及输出基质袋。
工作时,将基质物料添加入料仓内,经搅拌装置充分搅拌疏松后,定料装置运动到料仓下方,定料盒合页底板封闭,形成一个上方开口的长方体。由于自重,定料盒内填充满物料,在传动系统的作用下向热封装置运动,使定料盒与料仓做剪切运动,将料仓的物料与定料盒内部的物料分开。定料盒运动至热封模具正上方时,定料盒合页底板打开,物料下落到热封装置铺设有薄膜的模具内;预设的薄膜是通过上模具上的弹簧夹固定的,压缩装置的压板通过定料盒内部向下提供压力压缩物料,待压缩装置退回,定料装置退回到不影响封装的位置,此时热封下模具下的挡料板还未完全退回,仍在热封装置下部,防止物料提前下落;热封模具进行热封并夹持住薄膜,热封结束后定料装置继续回退到料仓下方初始位置,此时定料装置下方的挡料板完全退出热封下模具下方,成型基质袋因自重下落至倾斜的滑板上,从下方取出;在薄膜封口的同时,热封装置的上模具边缘的弹簧夹结合下模具边缘的顶膜齿,已重新夹住塑料薄膜,在热封上模具翻转打开时拉动薄膜,完成薄膜的铺设,为下一次封装作业做好准备。
2 机械部位设计
2.1 定料装置
定料装置的主要功能是针对不同的产品规格从料仓内分离出相应体积的物料,并将物料输送至热封装置的模具内,用于装填及热封包装形成基质袋,辅助功能是控制热封下模具下方的挡料板来输出成型基质袋。定料装置由定料盒、支架、滑轨组件、合页组件、挡料板及滚子轴承组成,如图2所示。
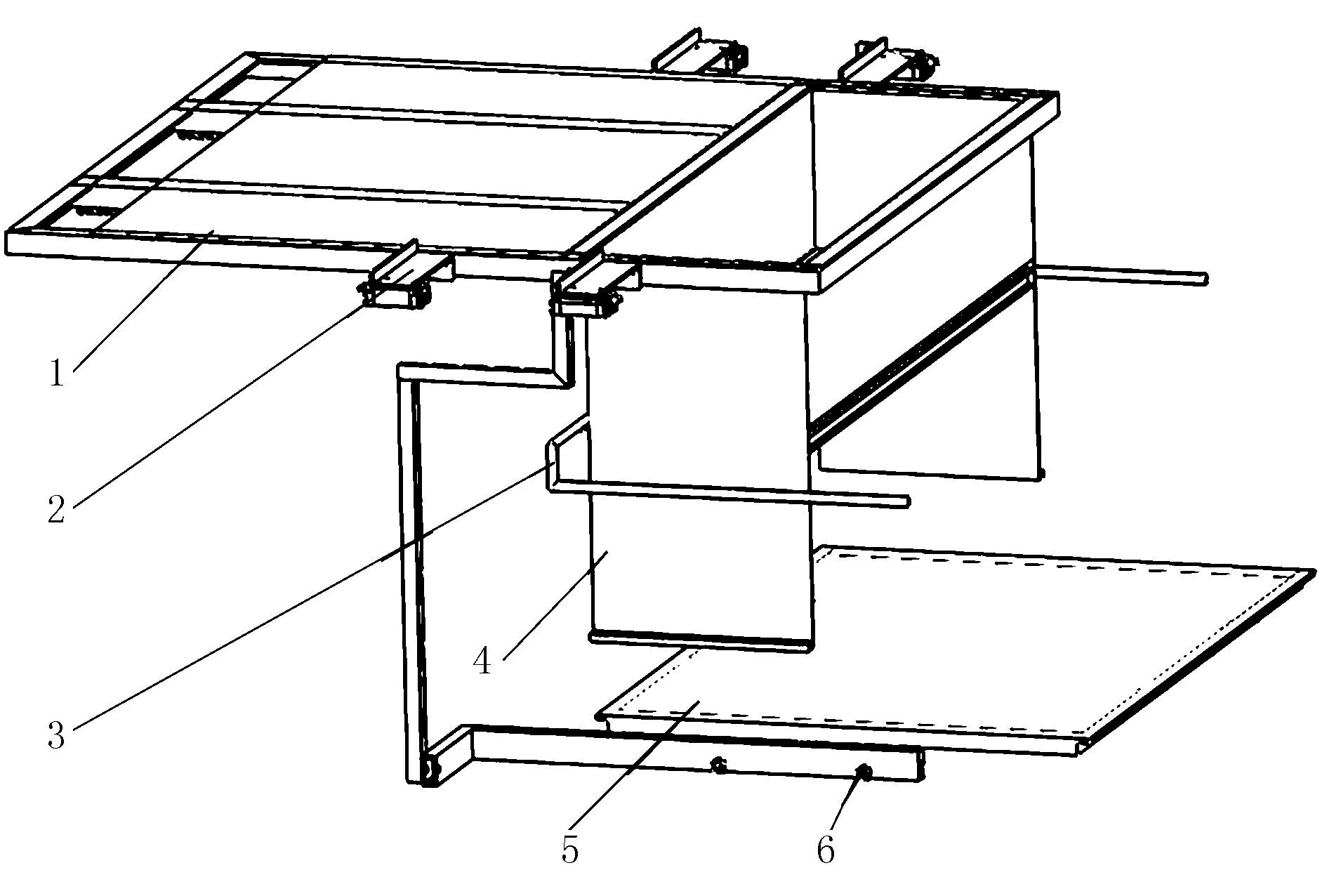
1.支架 2.滑轨组件 3.合页组件 4.定料盒 5.挡料板 6.滚动轴承图2 定料装置Fig.2Feeding device
机架挡料板背面固定有链条,通过链轮转动提供动力,滑轨组件与机架相连接,定料盒通过螺栓固定在机架上。合页组件通过3个合页固定在定料盒上,合页轴上连接有长轴,长轴与合页底板固定,可控制合页底板开合释放物料;在料仓下时,长轴被机架上的轴承支撑为水平,合页底板闭合,精准定料;在热封下模具正上方时,长轴下方没有支撑变为竖直状态,合页底板打开,释放物料。机架下方的底板通过角铁与滑轨组件与机架连接为一体,与角铁连接处为左右与上下2个自由度,底板支架上两侧各安装有两个滚子轴承,位置在重心两侧。该装置生产不同规格的基质袋产品可直接更换定料盒来实现不同物料体积的定量。
应用SolidWorks2019软件分别对定料盒体空载与满载情况下进行三维实体建模,编辑材料为普通碳钢,密度为7800kg/m3,通过质量属性功能得到重心坐标。将导轨滑块组件固定在重心两边支撑整体部件,对滑块位置进行力学平衡分析,选择适合的位置使定料装置在运动中保持平衡。
2.2 压缩装置
压缩装置的主要功能为压缩物料,使定料后固定体积的物料增加密度、缩小体积并成型为块状,减少物料的飞洒,为后续热封工序提供先前条件。其主要由电机、升降机构、压板及机架组成,如图3所示。
升降机构通过法兰与压板连接,电机为0.75kW三相异步电动机,能够提供的最大压力约为5000N,通过矩形钢安装在下热封模具正上方,参数如表1所示。压板经特殊设计,为无底的等腰梯形壳体,如图4所示。其四周安装30mm宽、10mm厚的硅胶条用于密封,上方有直径5mm的孔用于安装压力传感器及排掉压缩过程中的气压。压缩后的物料裸露部分应平整,且形状与压板一致,在热封槽上应无散落物料。
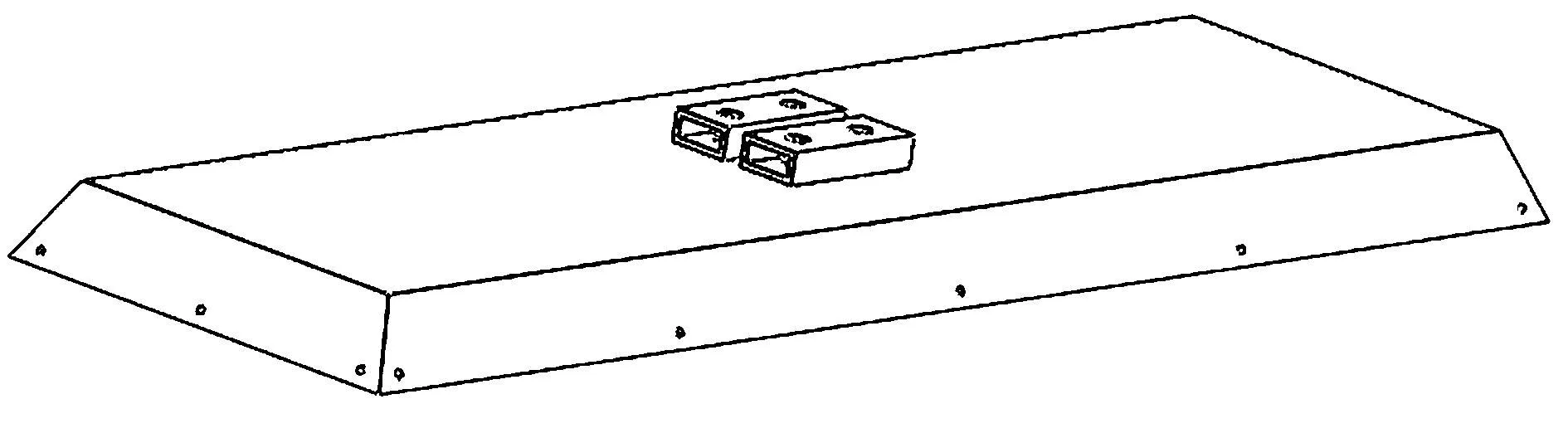
图4 压板Fig.4 Platen
2.3 热封及换膜装置
热封装置的主要功能是:当压缩装置工作完成返回后,将下模具内的物料通过薄膜受热粘结的原理包装起来,输出成型好的基质袋落至斜板上以便收集。其主要由上模具、无底下模具、球头翻转杆件、热封槽、热封丝、隔热橡胶和耐高温胶带组成。热封槽安装分解如图5所示。
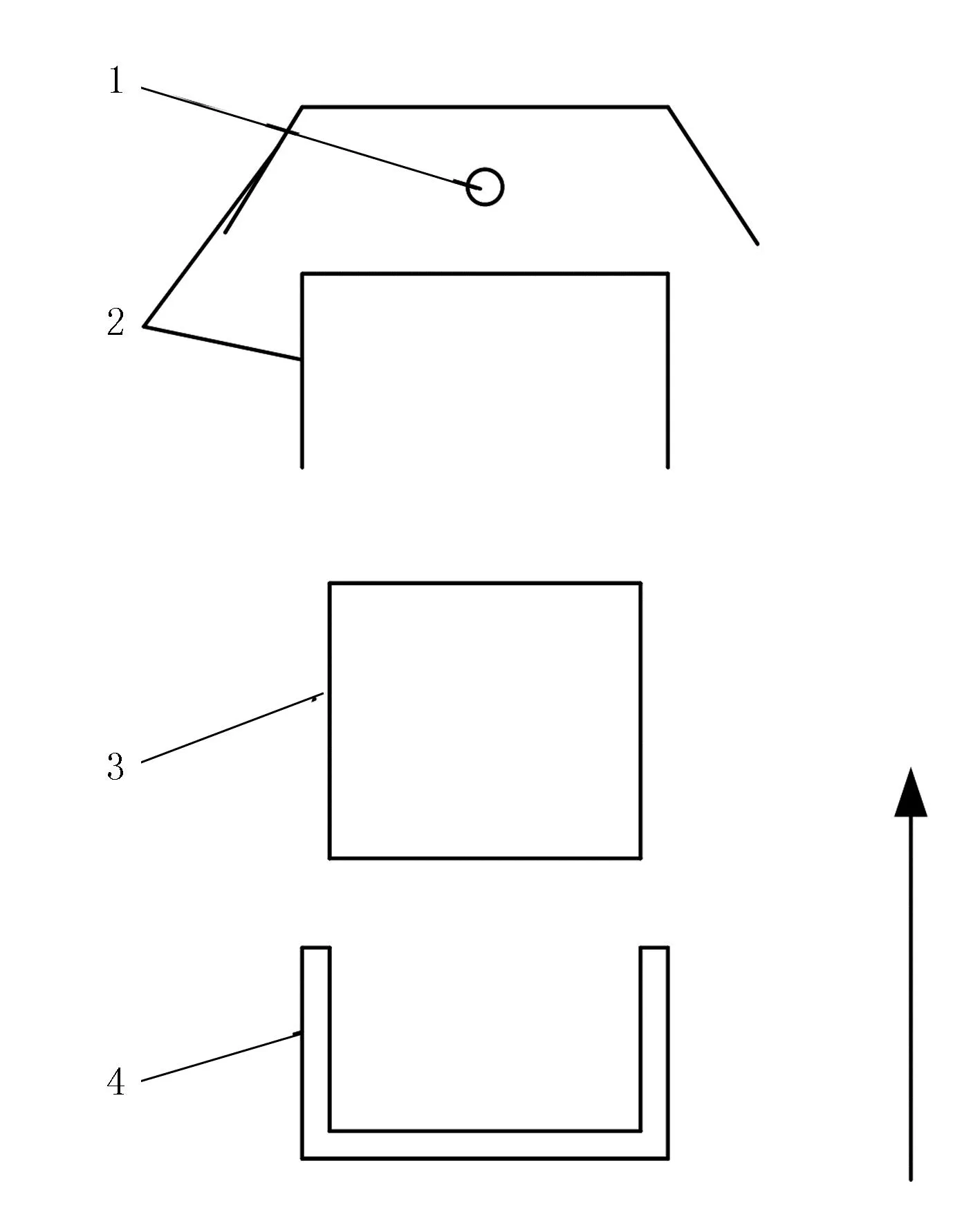
1.热封丝 2.耐高温绝缘胶带 3.硅橡胶 4.橡胶槽图5 热封槽安装分解Fig.5 Installation and decomposition of heat sealing tank
耐热硬硅胶镶嵌入橡胶槽内,橡胶槽横截面长20mm、高10mm,橡胶上面由耐高温胶带固定,直径为0.9mm镍铬电热丝铺设在胶带上,电热丝上面铺设耐高温胶带绝缘,防止热封时塑料薄膜黏连。
换膜装置通过丝杆安装在热封装置上,主要功能为夹持住薄膜铺设到上下模具上,在压缩物料时控制薄膜。其主要由弹簧、弹簧支架、压膜杆件、撑膜杆件及角块组成,如图6所示。
1.插销固定板 2.角块 3.撑膜杆件 4.无底下模具 5.热封槽 6.机架 7.球头翻转杆件 8.上模具 9.压膜杆件图6 热封及换膜装置Fig.6 Heat sealing and film changing device
压膜杆件与撑膜杆件上的齿是由直径4mm的镀锌低碳钢丝折成无底梯形焊接的,利用上底与热封模具壁夹持薄膜。角块一边为三角形斜面。热封上模具在翻转扣压热封时,为压膜杆件提供动力;当压膜杆件碰到角块斜面时,弹簧被压缩,压膜杆突出,撑膜杆从下方将薄膜送入,压膜杆继续向下运动越过角块的斜面,在弹簧作用下迅速下压,夹持住薄膜。
3 控制系统
包装机控制系统是其能否实现自动化的关键。包装机在完成一个完整工作过程中会执行多种复杂动作,要求控制系统具有高可靠性。
在整个工作循环中,控制系统要实现定料、压缩、封口及换膜等工作,主要由PLC控制器、PLC温度扩展模块、电机、电磁离合器、继电器、电源、传感器、开关、指示灯及保护电路组成。其基本工作原理是:通过PLC控制两台电机的正反运转为不同工序提供动力输入,通过温度控制模块实现对电热丝的间歇加热,实现封口作业。
PLC作为其控制核心,不同型号PLC的性能、价格以及系统编译等方面也不相同。为了降低包装机械设计的成本,简化生产线控制系统的复杂性,合理选用PLC显得尤为重要。本次设计采用信捷公司生产的XD3系列PLC下的XD3-16R-E,结合包装机控制需求,该型号PLC满足其所有控制要求,价格合理且可靠性较高。PLC程序设计如图7所示,端口分配如表2、表3所示,硬件接线机如图8所示。
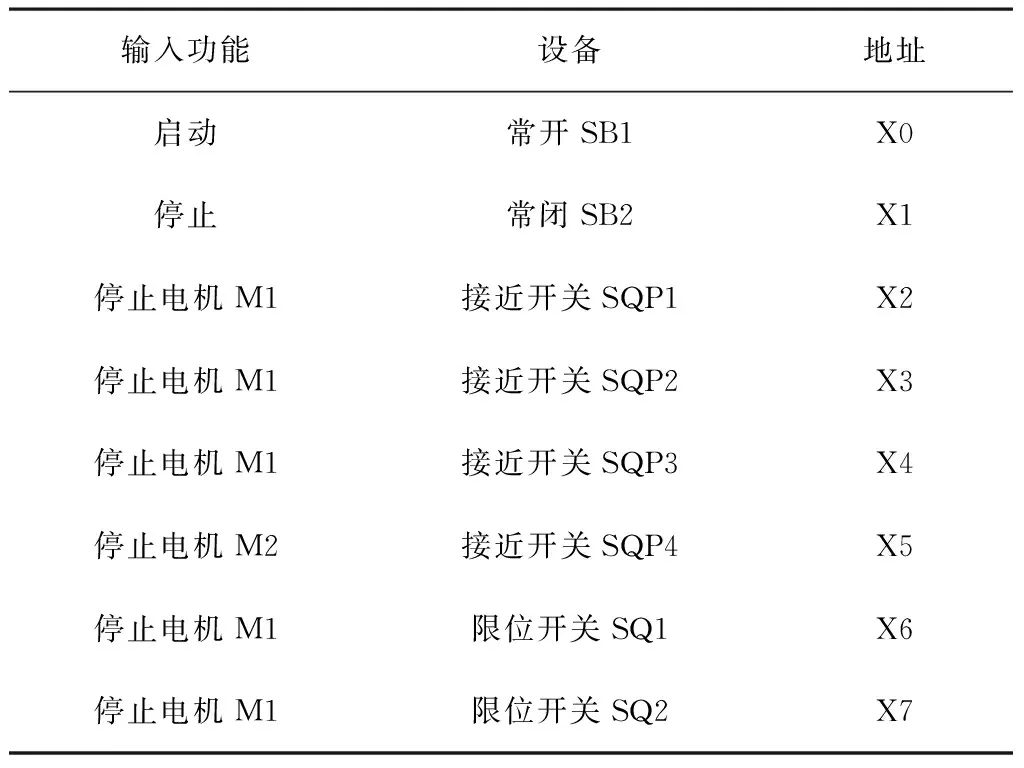
表2 PLC 控制器输入端口分配表Table 2 The input port allocation table of PLC controller
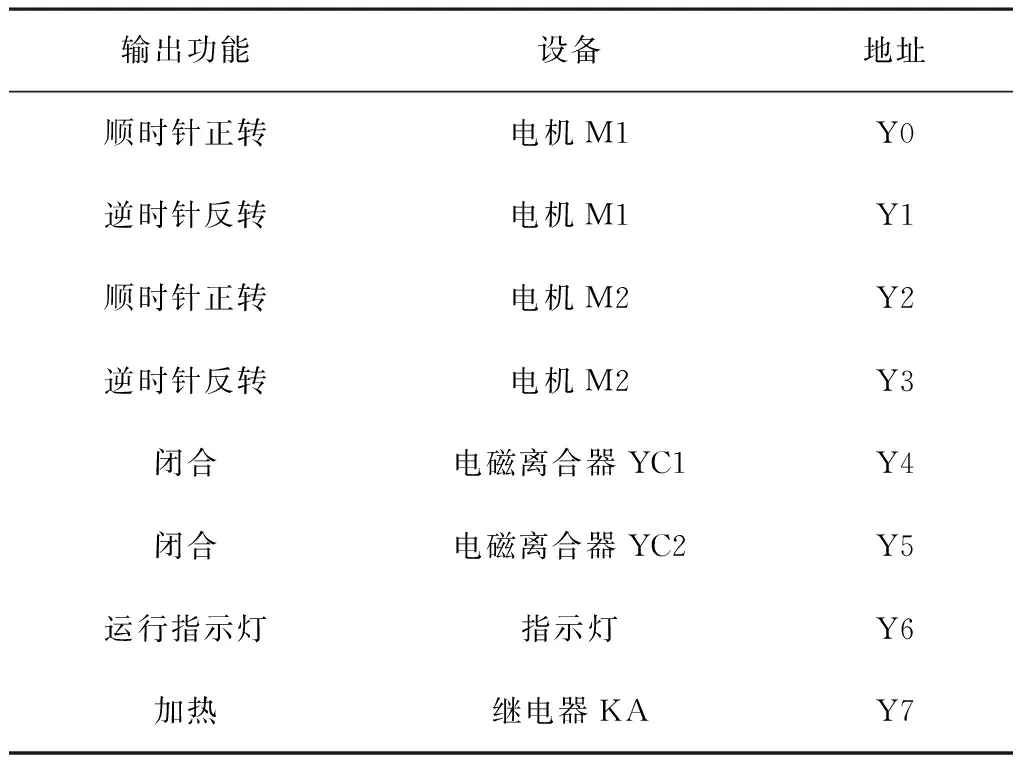
表3 PLC 控制器输出端口分配表Table 3 The output port allocation table of PLC controller
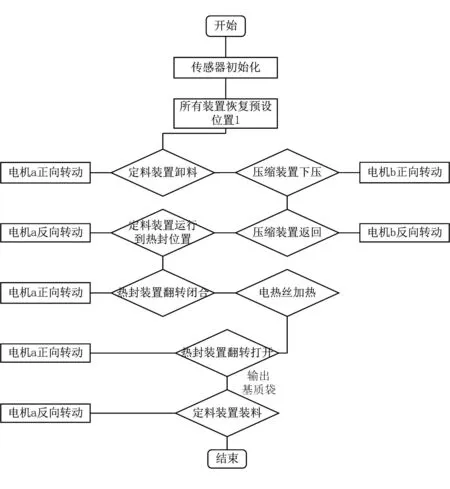
图7 PLC程序流程设计Fig.7 PLC program flow design
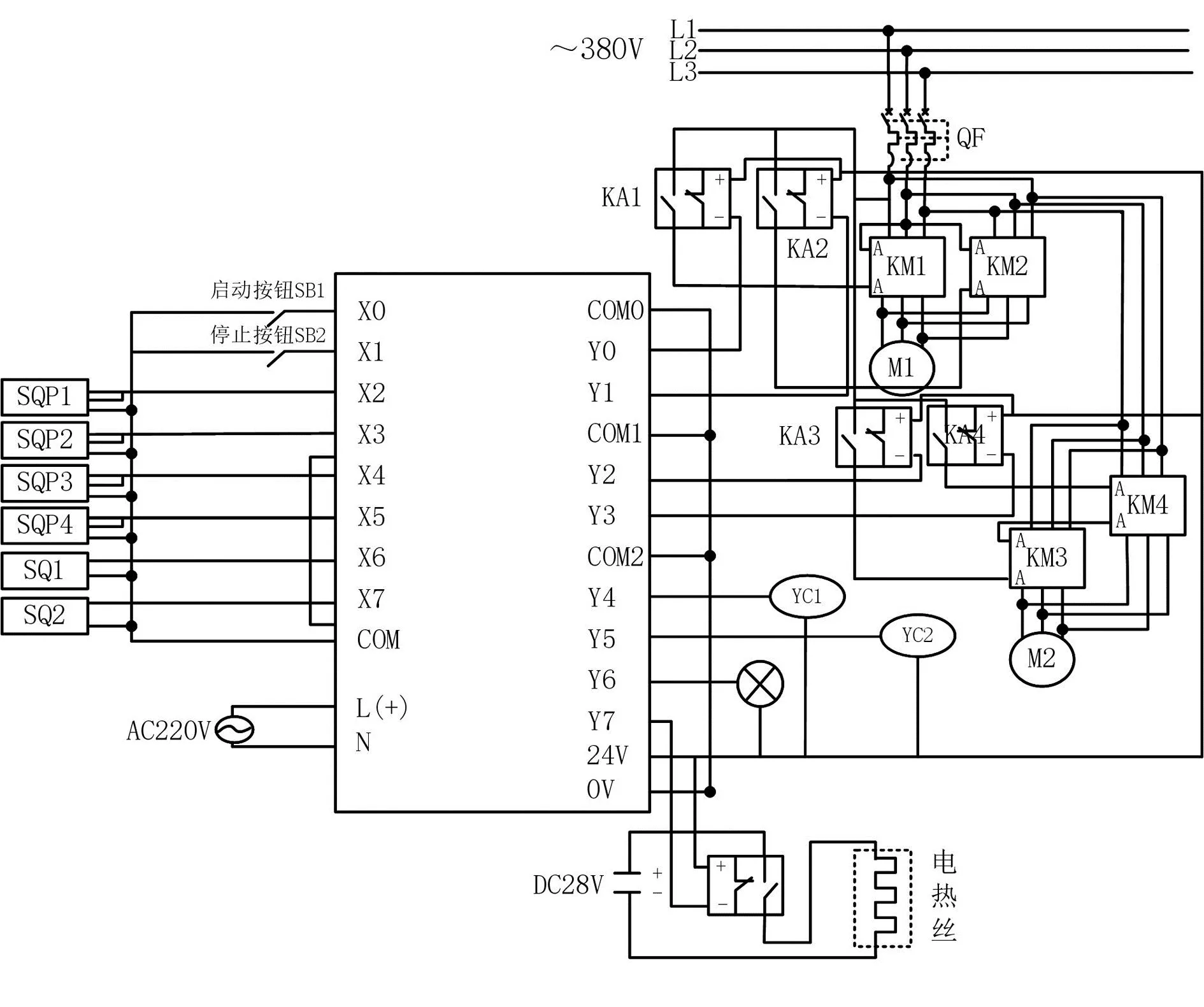
图8 硬件接线Fig.8 hardware wiring
4 样机试验
为了验证三边封基质自动包装机的生产功能是否满足设计需求,进行了2h的基质包装生产试验。具体内容如下:
1)基质:产品名为育苗基质,执行标准为NY/T2118-2012,容重为0.318g/cm3,生产公司为莘县鲁源育苗基质有限公司。
2)薄膜:MPE茂金属黑白膜,0.1mm厚。
3)地点:西北农林科技大学农机实验室。
4)平均室温:12℃(暖气)。
5)时间:2022年1月。
试验结果如表4所示。
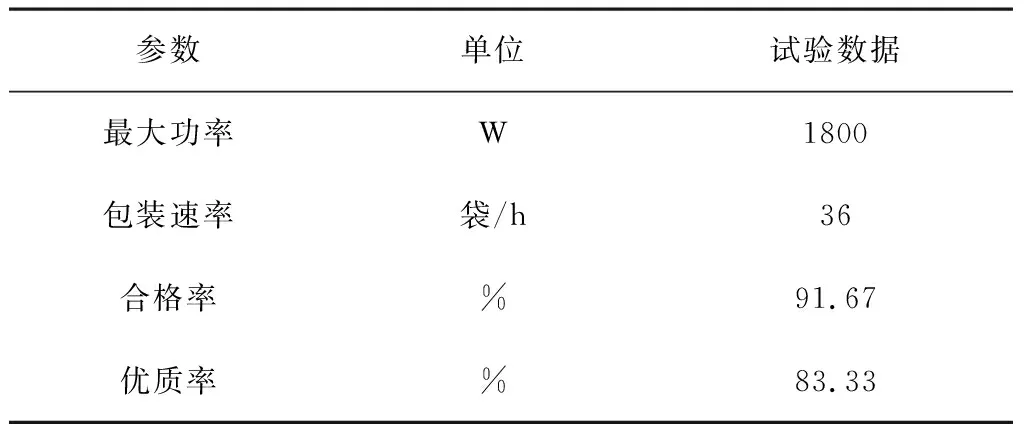
表4 物料包装试验结果Table 4 Material packaging test results
由表4可以看出:三边封基质自动包装机包装速率为36袋/h,平均每袋包装时间99s,产品合格率为91.67%,完全满足各项生产指标。
5 结论
设计的三边封基质自动包装机结构简单合理,占地小,可移动。根据不同规格要求,该机实现了无土栽培基质袋的全自动生产,使无土栽培基质袋培用户及小型企业有了更好的选择,降低了基质袋培成本,促进了无土栽培产业的进一步发展。样机试验表明:包装机性能良好,达到了设计要求。
