INCONEL625-KN680复合涂层的性能研究
2024-01-10邱伊健姚孝寒杨卿远
邱伊健,姚孝寒,熊 剑,杨卿远,丁 豹
(1.江西省科学院应用物理研究所,330096,南昌;2.江西恒大高新技术股份有限公司,330000,南昌)
0 引言
锅炉是一种特殊的密闭性的热工设备,不仅需要承受炉内火焰高温、烟气冲刷,而且还要承受管内介质压力。锅炉受热面高温腐蚀普遍存在,严重影响了安全生产和经济运行。金属受热面在高温烟气环境下发生高温腐蚀,会造成受热内壁变薄,强度降低,极易引发泄漏甚至爆管等事故,从我国发电厂运行分析资料表明[1-3],在发电厂的设备事故中,锅炉的事故最多,在锅炉事故中,四管(水冷壁管、过热器管、再热器管、省煤气管)爆漏次数最多,几乎达到50%以上[4]。锅炉设备的安全运行直接关系到国家财产和人身安全,加强锅炉的维护,是保证锅炉安全、经济、有效的重要环节之一。
垃圾焚烧发电是城市垃圾实行减容化、无害化、资源化的有效方法。垃圾焚烧供热发电是利用特殊的垃圾焚烧设备,以城市工业和生活垃圾作为燃烧介质进行供热发电的一种新型方式。垃圾焚烧的目的是尽可能焚毁废物, 其最大的优点是可以使垃圾减容90%以上,减重70%以上,减少新污染物质产生, 避免造成二次污染,且其燃烧热量可用来城市供热和发电[5-8]。在垃圾焚烧炉中,受热面易受到高温氧化,氯、硫、钒腐蚀,导致内壁的厚度不断变薄,内壁的有效承载能力不断降低。同时产生的硫化氢等腐蚀气体可沿金属晶界穿过致密氧化层[9],进而腐蚀垃圾焚烧炉受热面。
本文针对垃圾焚烧锅炉受热面易受到高温氧化,氯、硫、钒腐蚀,熔盐腐蚀等恶劣工况,寻找到一种合适的防腐材料和相应的制备工艺,对锅炉受热面进行针对性地有效保护,确保在一个大修周期内不出现腐蚀问题,延长锅炉的使用寿命。通过大量实验明确了对受热面喷涂防腐涂层是保证垃圾焚烧电站锅炉安全高效运行行之有效的重要方法之一,对节能环保和促进经济效益具有重要意义。
1 试验材料及方法
1.1 试验材料
试验所用的基体材料为锅炉一致的G20 CrNiMo合金渗碳钢材料,由于含有少量Mo元素,使奥氏体等温转变曲线的上部往右移,具有一定的强度。
试验所用的合金粉末为INCONEL625高温合金粉末,用于超音速火焰喷涂制备金属涂层。INCONEL625材料具有优秀的耐无机酸腐蚀能力,对氧化和还原环境都具有出色的抗点蚀、缝隙腐蚀、晶间腐蚀和侵蚀的性能。试验所选用的粉末采用雾化法制备,粒度在300~900目,粉末晶粒细小,冷却速度快,热喷涂后成分均匀,不易出现宏观偏析,化学成分如表1所示:
试验所用的KN680耐高温熔盐腐蚀陶瓷涂料是由企业自主研发并投产,是专适于垃圾焚烧锅炉防氯-硫混合熔盐腐蚀的一种纳米陶瓷涂料,由亚微米陶瓷颗粒和亚微米金属颗粒和杂化纳米溶胶组成,陶瓷颗粒粒径为4级粒径级配,最大限度实现陶瓷颗粒密堆,保证陶瓷涂层致密性。涂料液态密度为1.95 g/cm3,为单组分水性涂料,粒度0.2~2.5 μm。喷涂在金属涂层表面,随炉内温度升高,超微陶瓷颗粒和金属颗粒产生巨大的表面能,使陶瓷涂层与金属涂层产生优异的结合力。长期最高使用温度可达860 ℃,陶瓷涂层足够的致密性亦使熔盐无法穿透陶瓷涂层腐蚀锅炉受热面。同时陶瓷涂层烧结后成为绝缘体,亦杜绝了锅炉受热面可能受到的高温熔盐电化学腐蚀。
涂料的主要化学成分如表2所示。

表2 KN680耐高温熔盐腐蚀陶瓷涂料主要成分(wt%)
1.2 涂层制备
1.2.1 预处理 将G20基体试样置于丙酮中浸泡,浸泡时间5 min,其后经过高温烘烤除油,烘烤时间90 min。选用压力式喷砂机对基体表面进行喷砂处理,喷砂磨料选用白刚玉砂(Al2O3)细沙,喷砂枪轴线与基体表面控制在70°~80°,喷砂压力为2.8×105Pa, 时间为5—8 s,使基体表面粗糙化,检测表面粗糙度在Rz50~Rz75范围之内。
1.2.2 HVOF超音速火焰喷涂INCONEL625金属涂层工艺 超音速火焰喷涂结构示意图,如图1所示。
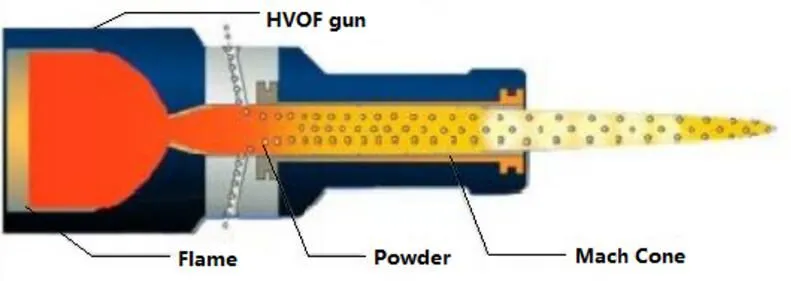
图1 超音速火焰喷涂结构示意图
喷涂前,将INCONEL625高温合金粉末放入干燥箱中60 ℃干烘6 h,以去除粉末中夹杂的水蒸气,避免堵塞喷枪口。喷涂所用的其他工艺参数见表3。
表3 HVOF喷涂参数
1.2.3 KN680陶瓷涂层喷涂工艺 对金属涂层表面进行磨削加工,准备喷涂陶瓷浆料。选择高压无气喷涂机,湿膜厚度100 ~150 μm,经过T≥300 ℃ 、8 h固化,形成60 ~100 μm厚度的干膜,保温24 h烧结,取出,自然冷却至室温10 ℃,形成陶瓷涂层,表面光滑,无开裂、剥落,气孔等不良现象,测试涂层固态密度达到2.9~3.0 g/cm3。INCONEL625+KN680复合涂层制备完毕后,即可投入涂层性能测试。
1.3 涂层性能测试方法
称重采用电子天平,精度 0.1 mg,测定样品质量。
在微机控制电子万能试验机上测试金属涂层的结合强度,并将每批次3个样品的测试值取平均值作为试验值。试样规格Φ25×30,试样基体材质G20。
在自动全洛氏硬度计上测试金属涂层的表面硬度,并将每批次3个样品的测试值取平均值作为试验值。试样规格Φ25×10,试样基体材质G20,选用1.588 mm钢球压头,45 kg试验力。
在湿砂橡胶轮式磨损试验机上测试涂层在常温下的磨料磨损性能,基体材质G20,试样规格57 mm×25.5 mm×6 mm,1 000转,负载70 N,60目石英砂,砂水比例1 500:1 000。根据失重率计算公式计算失重比率:
(1)
式中,Wb、Wa分别为样品磨损(冲蚀)前后的质量(多次称重取平均值)。
在高温冲蚀磨损试验机上测试涂层的耐高温冲蚀磨损能力,基体材质G20,试验温度500 ℃,35目金刚砂,试样规格50 mm×50 mm×5 mm,气压0.6 MPa,冲蚀角度90°,冲蚀砂重10 kg,冲蚀时长8 min左右,试样温度保持在500 ℃。根据冲蚀面积计算3种材料单位面积内的质量损失:
(2)
式中,Wl为样品冲蚀后质量损失,M为样品冲蚀面积。
在马弗炉内做高温熔盐腐蚀试验,试样规格50 mm×50 mm×5 mm,在烧结好的复合涂层表面铺上一层混合盐,炉温保持在680±1 ℃,保持一定的时间,随炉冷却至室温[8]。
使用HT-1000型高温摩擦磨损试验机测试涂层的高温摩擦系数,试样尺寸Φ30×5,试验温度600 ℃,加载500 g,磨损时间30 min,对磨材料选用6 mmSi3N4球头,摩擦半径5 mm,电机频率10 Hz,获得摩擦系数曲线。
2 结果与讨论
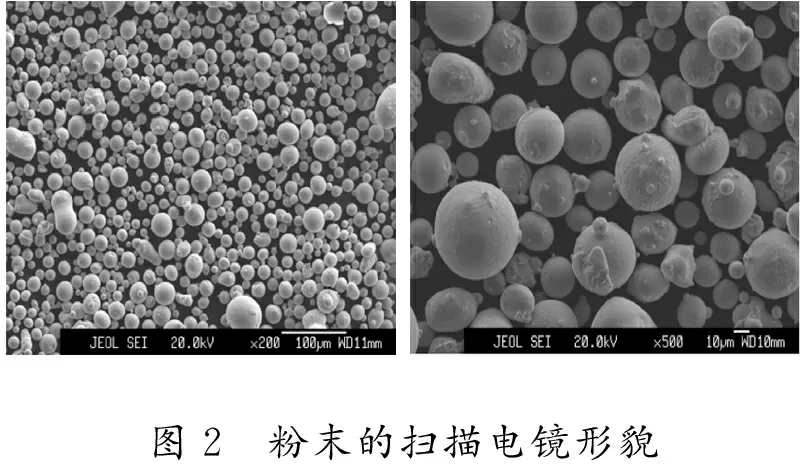
2.1 INCONEL粉末形貌
将粉末样品制成标准试样,放入电子显微电镜中(电镜型号Hitachi SU5000),将试样形貌放大到一定倍数,如图2所示,从图2可以看出,粉末的球形度近球形。该批次粉末粒径在300~900目(20~50 μm)范围之内。
2.2 试样涂层的形貌
喷涂后所形成的INCONEL625金属涂层和INCONEL625+KN680陶瓷复合涂层的表面形貌如图3(a)、(b)所示。通过光学显微镜观察,金属涂层平均厚度约为250 μm,涂层与基体表面处结合良好,但在涂层中存在一定的明显孔隙,如图3(c)所示;陶瓷复合涂层的平均厚度约为100 μm,整体复合涂层的平均厚度约为350 μm,从图3(d)可以看出,喷涂陶瓷复合涂层之后,涂层更加致密,涂层内部的孔隙明显减少。

2.3 INCONEL625金属涂层与基体的结合强度
通过公式(3)计算出INCONEL625金属涂层与基体的结合强度见表4,平均结合强度达到65 MPa,属于物理结合,通常超音速火焰喷涂金属涂层的结合强度在60 MPa左右,说明超音速火焰喷涂该INCONEL625金属涂层达到了较好的结合强度。同时喷涂INCONEL625粉末颗粒在沉积过程中,Ni颗粒的撞击一方面增大了涂层与基体间的界面结合面积;另一方面部分Ni颗粒嵌入到基体表层后对涂层与基体界面处有钉扎作用,这些基体表层的Ni颗粒在一定程度内提高了涂层/基体界面的结合强度[10-11]。

表4 涂层的结合强度表/ MPa
(3)
2.4 KN680陶瓷涂层与INCONEL625金属涂层的结合强度
同样根据公式(3)计算出KN680陶瓷涂层与INCONEL625金属涂层的结合强度,见表5,陶瓷涂层与金属涂层之间的平均结合强度为12.47 MPa,属于物理结合。陶瓷涂层喷刷后的结合强度通常在8 MPa左右,说明KN680陶瓷涂层喷涂后与INCONEL625金属涂层亦达到了较好的结合强度。

表5 涂层的结合强度表/ MPa
2.5 INCONEL625金属涂层的表面硬度
INCONEL625金属涂层的表面硬度测试结果见表6。

表6 涂层的表面硬度表
由表6可以看出,涂层的表面硬度可达到73.4 HR15N。INCONEL625合金在常温下性能指标中表面洛氏硬度为68.3 HR15N,说明超音速火焰喷涂的金属涂层达到了较高的硬度,可应用于工程机械与装备的表面防护。
2.6 涂层的常温磨损性能
本文选择G20基材、INCONEL625涂层、INCONEL625+KN680复合涂层(经过600 ℃烧结)3种试样在常温下做磨料磨损的对比实验,其结果见表7。相同磨损面积下失重比率G20基材> INCONEL625+KN680复合涂层>INCONEL625涂层,说明在常温条件下G20基材的磨损率较高,而其余2个涂层试样的磨损率相差无几。可以看出,2种涂层的腐蚀失重率均低于G20基材,这说明纯INCONEL625涂层和INCONEL625+KN680复合涂层均可有效地保护基体材料。相比纯INCONEL625涂层,INCONEL625+KN680复合涂层的腐蚀失重率有稍许增大,这可能是由于INCONEL625+KN680复合涂层中Si元素电位相对于Al元素较正,容易产生电偶腐蚀,对INCONEL625+KN680复合涂层中Al元素的腐蚀有促进作用。
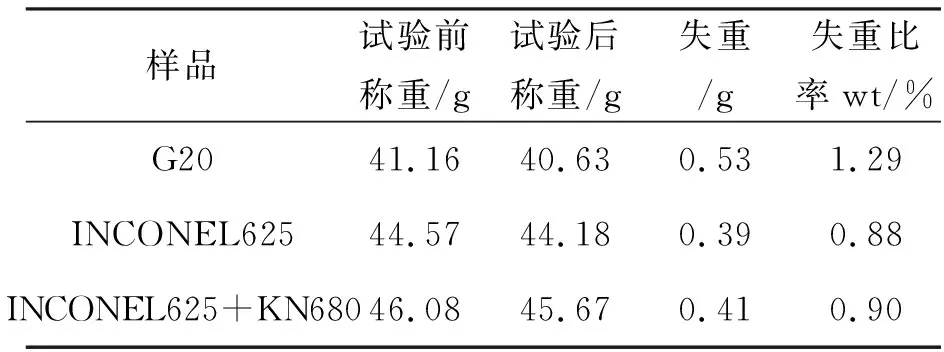
表7 常温下磨料磨损性能
2.7 涂层的高温冲蚀性能
本文选择G20基材、INCONEL625涂层、INCONEL625+KN680复合涂层3种试样在500 ℃的高温条件下做高温冲蚀的对比实验。测量实验结果见表8,失重比率G20基材> INCONEL625涂层> INCONEL625+KN680复合涂层(失重比率计算同公式1)。根据计算结果,G20基材单位面积内的质量损失是INCONEL625涂层的5~6倍,是INCONEL625+KN680复合涂层的7~8倍。
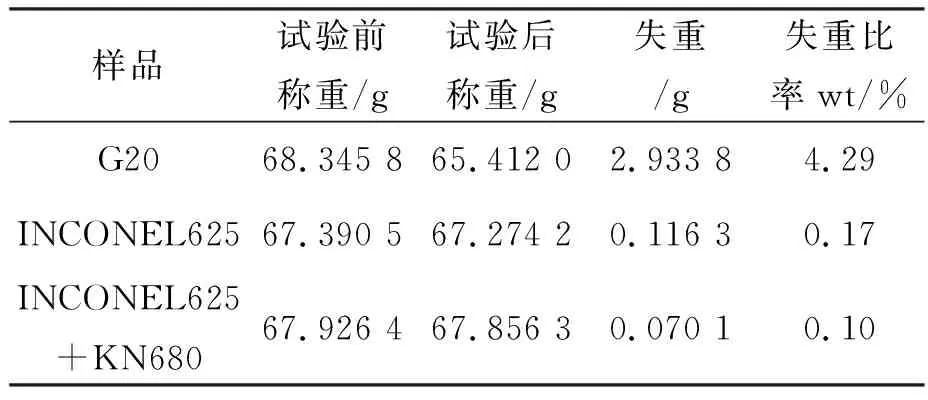
表8 高温冲蚀性能
因此,在高温条件下,INCONEL625涂层的抗冲蚀性能是G20的5~6倍,INCONEL625+KN680复合涂层的抗冲蚀性能是G20的7~8倍,说明INCONEL625+KN680复合涂层的高温抗冲蚀性能更优。
2.8 涂层的高温熔盐腐蚀性能
选择G20基材进行高温熔盐加速腐蚀性能测试。由于试验工况大大恶劣于垃圾焚烧锅炉受热面工作工况,因此,G20基材在680 ℃高温下经过48 h的高温熔盐腐蚀后表面出现了严重的腐蚀,如图4(a)所示。

选择INCONEL625+KN680复合涂层进行高温熔盐腐蚀性能测试,如图4所示。图4 (b)为复合涂层经过600 ℃烧结之后形成的表面形貌;图4 (c)为在复合涂层表面铺上一层混合盐,混合盐的比例为WNaCl:WNa2SO4:WKCl=5:2:5;图4 (d)是经过680 ℃高温,168 h之后的形成的表面形貌。图4 (e)是图4 (d)局部放大图。从图4 (d)和(e)可以看出,复合涂层在680 ℃的条件下,经过168 h的高温熔盐腐蚀试验后,表面无明显腐蚀状况。对比图4(a)与(d)可看出,该INCONEL625+KN680复合涂层具有较强的抗高温熔盐腐蚀性能。
2.9 涂层的高温摩擦磨损性能
测试各材料600 ℃摩擦磨损变化曲线如图5,其中曲线1是G20基材,摩擦系数呈增长趋势;曲线2是INCONEL625+KN680复合涂层,摩擦系数呈波浪形,然后趋于降低;曲线3是INCONEL625涂层,其高温摩擦系数相对缓和,变化幅度不大。基材的平均摩擦系数为0.68,INCONEL625金属涂层的平均摩擦系数为 0.55,INCONEL625+KN680复合涂层的平均摩擦系数为0.61。相较来看,金属涂层与复合涂层的的摩擦系数和磨损率都比基体材料要小,耐磨性整体提升了10%~20%。

图5 各材料600 ℃时摩擦系数
3 结论
1)选择超音速火焰喷涂设备喷涂INCONEL625粉末所形成的金属涂层,是垃圾焚烧炉抗氯-硫高温熔盐腐蚀的一种较佳选择,原因之一是超音速火焰喷涂相较电弧喷涂其焰流速度高,涂层孔隙率低,涂层结合强度大;其二是INCONEL625材料本身的抗氯-硫高温熔盐腐蚀性能优于大部分锅炉喷涂材料;其三是粉末价格实惠,性价比高。
2)本文研究所用的自主研发KN680耐高温氯-硫混合熔盐腐蚀涂料可喷涂可刷涂,与INCONEL625金属涂层所形成的的复合涂层的结合强度和耐蚀性能均达到了较优水平,对锅炉水冷壁形成了双重保护。企业可大面积推广使用该自主研发KN680耐高温氯-硫混合熔盐腐蚀涂料。
3)近年来,垃圾焚烧发电成了一个新能源产业,炉内防腐耐磨涂层是快速消耗品,平均三到五年为一个更换周期。因此本文所研究的针对炉内防腐的复合涂层将有着十分广阔的市场前景。