铝箔冷轧机减速箱在线诊断
2024-01-08周根荣
周根荣,林 素,韩 健
(乳源东阳光优艾希杰精箔有限公司,广东韶关 512721)
1 设备概况
铝箔冷轧机主要用于轧制铝箔类产品,是生产线上不可或缺的一部分。铝箔轧机机械传动的核心部件就是减速箱,减速箱一旦出现故障将造成长时间故障停机和重大以上故障的发生,停产或减产的直接经济损失不可估量,维修成本也大幅增加。对以往减速箱故障停机原因进行分析,均体现在轴承和齿轮故障方面,所以安装在线振动分析系统是监测减速箱稳定运行的前提工作。
以1550 高速铝箔冷轧机主传动减速箱为例,2021 年7 月安装国内某知名品牌的振动监测系统,并于同月投入使用(图1)。该减速箱额定转速405 /900 r/min 高低速二级变速平行轴减速箱,一级减(增)数级传动比2.676 (慢挡)/1.193 (快挡),二级分齿级传动比1。1#轴为电机输入轴,2#轴为下工作辊输出轴,3#轴为上工作辊输出轴,1#、2#、3#轴承两端共6 套轴承承载负荷,轴承型号均为240 kbe3601 +L/240 *360 *170 (NSK)。轴承座部位共安装4 个维克松786 A-4 K 型号测点,设定采集器采集一组频率为2 h一次,每一组采集一段时域波形进行分析。
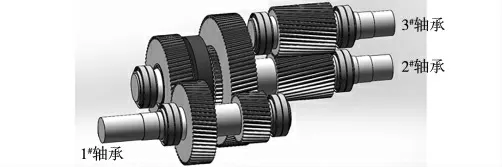
图1 冷轧机减速机
2 在线诊断
2021 年12 月,1550 高速铝箔冷轧机工段负责人反馈高速轧制生产条件下主传动减速箱振动噪声大,减速箱盖安装面个别螺丝松动和齿轮油渗漏情况,机械工程师针对以上问题进行了分析。
2.1 振动加速度总值分析
减速机齿轮箱测点加速度总值整体稍高,3#轴输出端尤为明显,加速度高点可达60 m/s2左右(图2)。
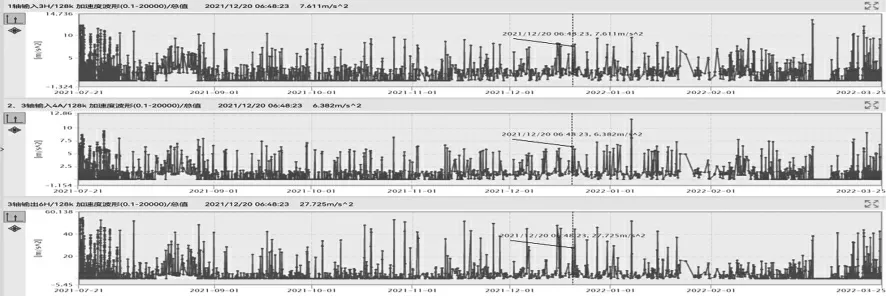
图2 3#轴高频加速度趋势(0.1~20000 Hz)
2.2 时域波形分析
齿轮箱各测点加速度时域波形可见冲击调制特征,3#轴输出端测点尤为明显,且冲击具有领先性,冲击幅值可达319 左右,显著高于其他测点(图3)。研判冲击特征始发于减速机3#轴输出端,且在齿轮箱各测点存在传递。
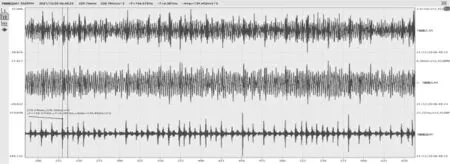
图3 2#、3#轴输入4A128K 加速度波形采样值的多时域多频谱图(0.1~20000 Hz)
2.3 频谱波形分析
比对1#、2#轴及3#轴测点加速度同时刻频谱波形,可见3#轴输出端2000 Hz 低频段内除高速级啮合频率能量与1#、2#轴相似外,2000 Hz 频段内存在规律性谱线特征,且8000~20000 Hz 高频段范围底部噪声能量较高(图4)。
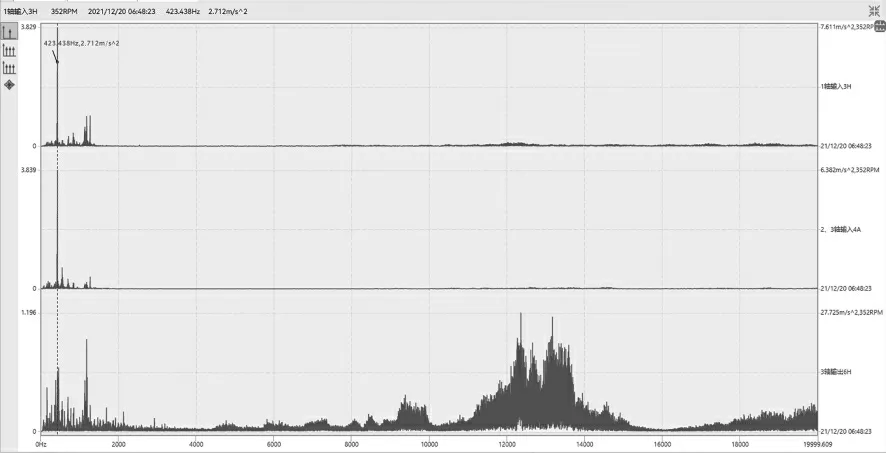
图4 2#、3#轴输入4A128K 加速度波形采样值的多频谱波形(0.1~20000 Hz)
查看低速挡位下3#轴位置加速度频谱可见2 种规律性谱线成分,3#轴轴承内圈特征频率及谐波成分并带有转频边带,同步轴啮合频率470.947 Hz 带有少量同步轴转频边带。其中,传动比2.676(慢挡),高速轴转频13.867 Hz、2/3 轴转频5.176 Hz,63.721 Hz 为三轴轴承内圈缺陷特征频率,470.947 Hz 为同步轴啮合频率(图5)。
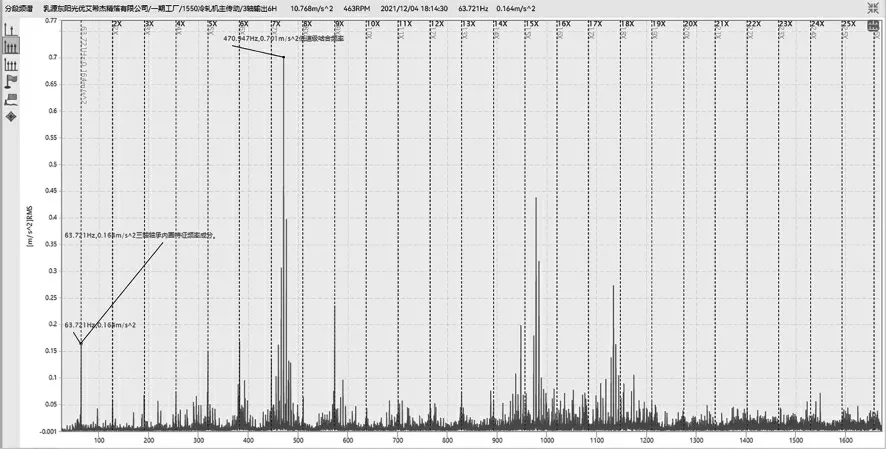
图5 3#轴输出6H1024K 加速度波形采样值(0.1~20000 Hz)
2.4 加速度频谱分析
通过对二级啮合所在低频段范围500 Hz 中心频率附近进行包络解调可见同步轴转频(5.176 Hz)及谐波成分,同步轴齿面早期磨损(图6)。
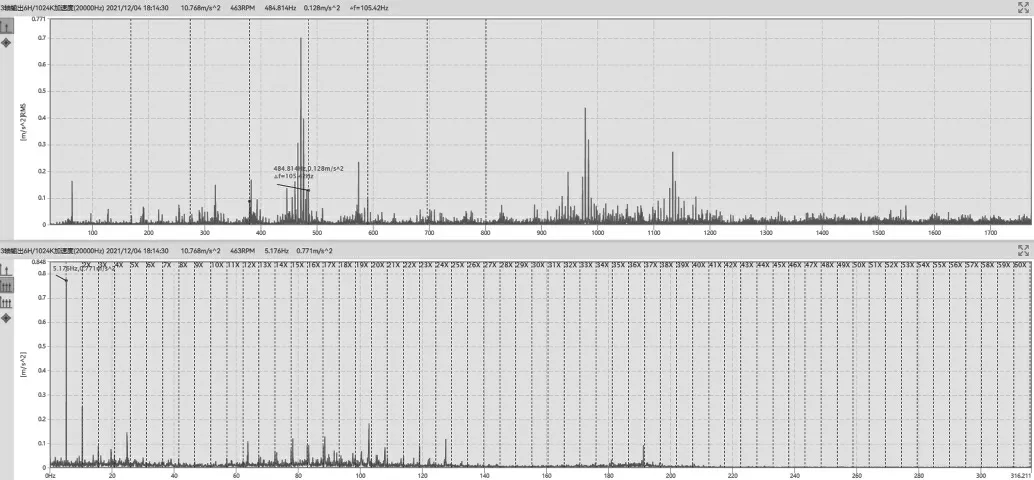
图6 3#轴输出6H1024K 加速度的包络解调图(20000 Hz)
通过对5000 Hz 以上高频段噪声能量带包络解调,可见轴承内圈特征频率(68.701 Hz)及谐波成分,且带有三轴转频(5.176 Hz)边带特征,指向3#轴轴承内圈损伤,因所在频段较高、且主要以高频噪声带结构为主,研判与轴承润滑不良引起内圈磨损相关(图7)。

图7 3#轴输出6H1024K 加速度(20000 Hz)的包络解调图
2.5 诊断预判
通过多种工具进行诊断分析,判定为3#轴轴承润滑不良导致内圈滚道磨损。根据集中齿轮油润滑方式,供油较难出现润滑不良特征,结合设备结构推断可能为定位套走位或跑圈等原因导致油孔油量减少产生的继发性损伤。随后要求专业点检工程师每天现场进行点检,每天查看在线振动分析系统数据信号,跟踪信号特征,对比冲击幅值,适时安排计划停机检修时间。
3 检修调整
(1)2023 年1 月,检修期间对该装置进行开盖检查,经检查确认,为减速机3#轴输出端定位套走位,油孔偏斜,导致3#轴承轴承润滑不良,内圈滚道点蚀磨损(图8)。随后进行维护,更换了轴承和恢复定位。

图8 减速机3 轴输出端轴承并及时调整。
(2)通过加速度总值趋势观察,机组维护后,3#轴输出端高频加速度总值大幅下降,下降至前期1/3。选取机组维护前后3#轴输出端6H 测点高频加速度多趋势、多频谱图比对发现,维护后加速度时域波形冲击特征消失,基带能量大幅下降,频谱中高频段底部噪声能量消失(图9)。

图9 3#轴输出6H128K 加速度多趋势图(0.1~2000 Hz)
4 效果验证
通过对铝箔冷轧机减速机在线诊断工作的开展,在以下3 个方面获得成效:
(1)能快速判定检修前后状态、能准确预判劣化程度和准确定位劣化部位,合理安排好停机检修调整。已诊断出润滑孔不通畅或错位、轴承定位套磨损、齿面点蚀、轴承划痕等多项案例,因降低维修成本和减少停机时间直接或间接为企业带来经济效益100 多万元。
(2)通过辅助分析,了解不同工艺产品对其冲击的影响程度
(3)为企业培养了诊断分析工程技术人才。