光栅尺和编码器检测在数控设备维护中的应用研究
2024-01-08王雷飞童立信薛一刚常喜萍
王雷飞,童立信,薛一刚,常喜萍,高 博
(第一拖拉机股份有限公司大拖公司,河南洛阳 471003)
0 引言
随着智能制造技术的不断发展,生产加工过程对数字化、自动化及智能化程度的要求也越来越高。自动化程度及加工精度已处于行业领先水平,公司两条德国惠乐希乐18 台卧式加工中心组成的全自动箱体加工生产线,以及由森精机、德玛吉、BW 等40 余台大型数控加工中心机床柔性加工生产线,其设备进口率已占全车间的95%以上,所使用的的系统涵盖了西门子、发那科、海德汉、三菱等众多知名数控系统,高精度、满负荷的加工作业对数控设备的测量检测系统的要求极高。
光栅尺、编码器是高精度的位置反馈装置和设备运行的检测装置。如果光栅尺或者编码器出现问题,设备就会产生报警,停止正常工作。由于维修检测系统的手段有限,往往只能通过简单的清理或更换工作恢复设备的正常运转。对于出现故障的光栅尺或编码器故障无法准确判断,造成大量的无效劳动,甚至由于判断错误等待订购备件,造成设备停机。因此急需开发一种能线上、线下快速检测光栅尺或编码器的故障诊断方法,能够准确判定故障点,避免无效劳动、节省维修时间、节约备件费用,保持加工生产线有效的开动率,这一技术在维修系统中推广应用就显得尤为重要。
1 技术方案
利用PWM20 海德汉检测仪,开发一套适合公司数控设备的光栅尺和角度编码器(圆光栅)故障诊断的软件系统,能够有效地检测到设备的状态、故障点、故障原因、失效元器件等诊断因素,通过诊断软件的开发,同时制定一套有效的维护与维修技术方法,完成对设备的维护与维修,快速处置故障,使光栅尺和角度编码器(圆光栅)系统进入工作状态,设备处在正常工作状态,保持加工生产的正常运转,提高劳动生产效率。系统检测流程如图1 所示。
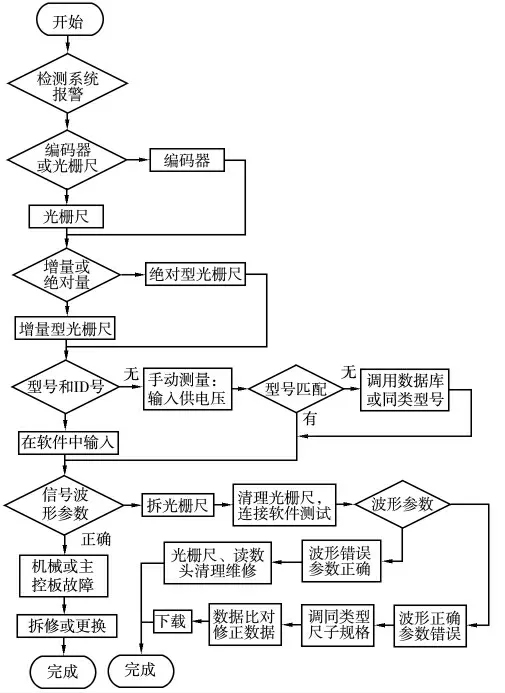
图1 系统检测流程
2 研究过程和取得的效果
2.1 PWM20 海德汉检测仪在维修系统中的推广应用
目前高精度的机床转台一般配有海德汉的角度编码器(圆光栅)和光栅尺。增量式的编码器有1Vpp、TTL 信号,这些可以用传统的示波器分析信号。但是对于海德汉研发的Endat 绝对值信号,除了海德汉自家公司的仪器市场上是没有检测手段的(除非直接联接系统看报警信息)。对于1 Vpp 信号PWM20 可以看到A 或B 幅值具体数据、参考点信号、相位角、信号周期等。Endat信号可以看到位置值数据、脉冲数、报警信息、信号质量百分百、错误信息复位、精度误差等。对于LB382C/LC281/LC291F/LC291M 等钢带式光栅尺还可以做拉伸计数。西门子、力士乐等伺服电机调相位角都可以用PWM20 实现,具体就是把原来编码器的数据复制下来通过PWM20 海德汉检测仪粘贴到新编码器里。当然,ATS 还有很多强大的维修检测功能。
在机械加工过程中,设备在出现编码器报警或找不到位置信息时多是角度编码器或光栅尺出现了故障,通常反映在主轴编码器、伺服电机编码器或各个坐标轴光栅尺。在无法借助专业检测工具对故障编码器或光栅尺进行专业诊断时,通常只是对角度编码器和光栅尺进行拆卸清理再安装,因为普遍的认知是工作环境脏污、读数头脏污、或编码器码盘破碎导致故障的产生,然而拆卸清理再安装后的角度编码器或光栅尺其实存在很大的风险,清理过程和安装过程均对光栅有着极高的要求,光栅的使用地点一般都处于严密的防护罩之内,拆装过程均耗时耗力,而且还没有十足的把握,事实证明这样的手段无法从根本上找准故障原因,特别是使用圆光栅的工作台,拆装更是投入更多的人力、物力。有的经过拆装,发现并非编码器或光栅尺的故障;更有拆完了光栅尺或编码器进行订货,待备件到货时发现并不是所判断的故障,造成了很大浪费。此时,将PWM20 海德汉检测仪引入维修系统就能有效改善目前在光栅维修工作中的局限性,填补公司在这项技术方面的空白。通过多项对比就能发现,PWM20 海德汉检测仪在维修工作中的便利(表1)。
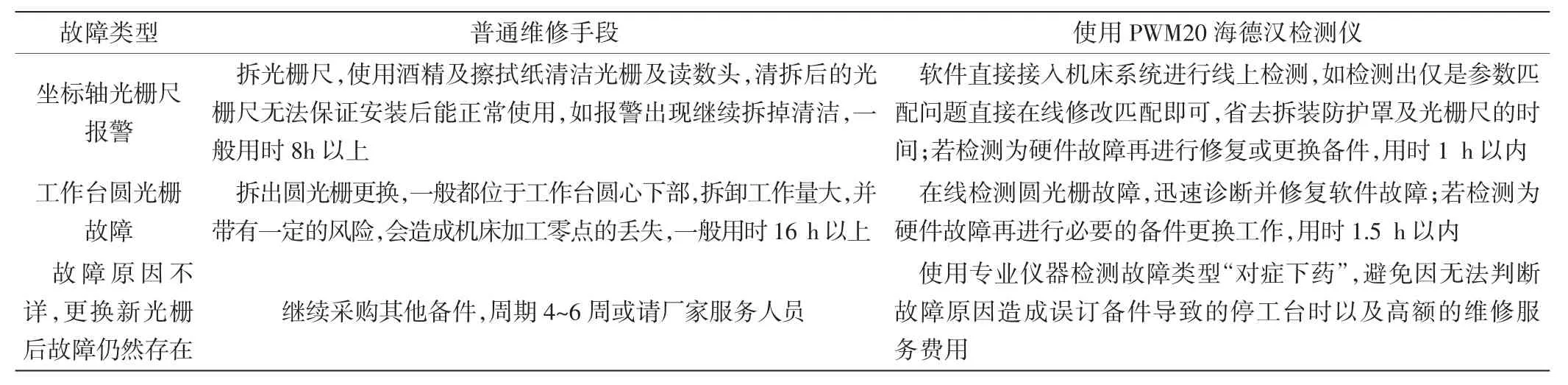
表1 使用PWM20 海德汉检测仪的优势
2.2 PWM20 海德汉检测仪系统功能
公司引进PWM20 海德汉检测仪,专门用于光栅尺与编码器的维修工作。PWM20 海德汉检测仪作为目前行业先进的检测仪器,这为光栅尺与编码器的维修提供了强力保障。检测仪具备下述功能:
(1)在维修诊断过程中通过输入故障光栅尺或编码器的ID进行自动编码器识别。
(2)在环境脏污或铭牌丢失的情况,如果无法识别编码器类型(ID 标签丢失或难以辨认),或者编码器不在ATS 数据库中,可以手工输入编码器数据,进行数据检测。
(3)显示功能。能进行位置显示、增量信号显示、编码器内存显示、编码器存储内容的比较及电压显示等,帮助进行详细故障诊断。
(4)在线诊断技术,诊断绝对/增量偏差,可以在线进行故障诊断,避免传统的拆卸、安装、实验的方法,节省大量的人力、物力。
(5)安装向导功能。对于光栅尺或编码器,在安装时通过信号,可以确定安装位置是否正确,并能指导安装位置是否满足要求,方便安装调整工作。
(6)数据重写和存储功能。对于错误的数据进行修改,并能把正常的数据进行存储,进行数据比较。
(7)检测仪能满足西门子、海德汉、发那科、三菱等多种接口的光栅尺及编码器的检测功能,涵盖了公司所有的数控系统。
2.3 检测仪用于解决生产实际中数控设备疑难故障情况
(1)光栅尺型号和ID 号确定:2019 年7 月,公司的一台五轴联动进口加工中心DMU 160 在工作中Y 轴经常出现位置误差大报警,导致Y 轴不能工作。经检测是光栅尺测头损坏,但由于光栅头的标签丢失,没有型号和订货I D 号,设备制造厂也无法提供,不能进行订货,设备不能运行。通过PWM 20 对光栅尺进行自动识别,确定型号为LC 481 /20 μm,订货I D 号为353703-31,顺利订到备件,保证了生产。
(2)特别定制编码器的替代:有些厂家为了自己的利益,对一些编码器进行特别定制,如从美国进口的一台加工中心,使用的是西门子伺服电机。在判断刀库电机编码器损坏向编码器制造厂购买时,被告知属设备制造厂定制产品,需向设备厂家购买,而设备厂家报价为正常的5 倍之多,且周期为一般定货的2 倍多。经过使用PWM 20,在安装尺寸相同的类型编码器中查找接近的编码器,通过对幅值、相位角、频率、脉冲数量的检测和对比工作,找到了相似的编码器,顺利替代成功。不仅拓宽了备件订货的渠道,而且摆脱了设备厂家的技术封锁。
(3)圆光栅数据丢失的找回:圆光栅一般用于数控设备旋转工作台的位置信号检测,其测量反馈信号直接影响设备能否正常加工。公司有一台NBH 800 型卧式加工中心,其B 轴采用圆光栅的检测方式,设备在加工过程中频繁出现B 轴编码器报警,无法正常加工,对其工作台进行吊出检修,检查圆光栅时发现编码器线发生了磨损破皮的情况,更换编码器线后进行试机发现找不到位置、B 轴抖动、怀疑圆光栅的数据丢失,求助设备厂家后被告知,此故障只能通过圆光栅的厂家进行服务。但服务人员无法赶赴现场。通过对另外设备使用PWM 20 进行数据读取、保存;对这台坏的编码器进行数据比较,修改数据,数据传输,使这台圆光栅顺利修复。
2.4 将维修使用方法进行成果固化,纳入数控设备维修工艺
PWM 20 海德汉检测仪作为全新的维修仪器,其工作原理与使用方法需要更多地维修人员掌握,这项测试软件填补了在光栅尺和编码器维修上的技术空白。对此进行软件的推广使用及培训工作,先后解决公司德玛吉Y 轴无法移动问题、辛辛那提光栅尺替代问题及自动线工作台圆光栅数据丢失问题等影响生产的数控设备疑难故障。
3 结束语
随着数控设备不断更新与发展,传统的维修手段已经不能满足越来越多的故障类型维修的需要,没有专业的检测仪器与手段,会在设备故障的准确判断上走弯路,浪费时间、消耗费用,浪费人力。目前PWM 20 海德汉检测仪在公司使用效果良好,能完美匹配目前所使用的数控系统与故障类型,打破了以前只能依靠更换光栅尺与编码器解决故障的维修思路,节省维修时间的同时也节约了维修成本,与企业提倡的降本增效思路是一致的。
