热轧管线钢在热轧1580 机组产线的拓展研究
2024-01-07吕斌
吕 斌
(首钢京唐钢铁联合有限责任公司,河北 唐山 063200)
0 引言
热轧管线钢[1]是用于制造石油、天然气等输送管道并具有特殊要求的钢种,制成的管型主要包括直缝焊管、螺旋缝埋弧焊钢管。其作为热轧重点产品,2022 年以来,频繁出现产品宽度接近1 000 mm 或低于1 000 mm 订单,热轧管线钢作为工艺稳定的成熟产品,常规的生产路径是经过炼钢一号连铸机产出板坯后,匹配热轧2250 机组进行生产。
一号铸机可生产的最窄宽度为1 150 mm,在通过定宽机减宽至成品宽度后,因为减宽量过大,不但因设备负荷较大容易损伤设备外,而且板坯也容易出现不规则的狗骨形状,影响后续热轧生产时的宽度与厚度控制精度。此外,一号铸机生产宽度为1 150 mm 的板坯时,受拉速限制,生产作业率低,生产效率仅为生产宽度1 600 mm 的板坯时的70%。热轧2250 产线较经济的生产宽度在1 300~1 800 mm 范围,当宽度过窄时,辊耗、电耗均出现不同程度的上升,且机时产量降低,在影响热轧产量的同时增加了工序成本。
1 热轧1580 产线特点
热轧1580 机组主要生产热轧集装箱及车厢用钢、镀锡板基料、冷轧基料、碳素结构钢、优质碳素结构钢、低合金结构钢、IF 钢,所用原料全部来自炼钢部提供的合格连铸板坯,设计年生产热轧钢卷为390 万t[2]。该产线装备了除鳞压力≥22 MPa 的粗除鳞箱、带立辊最大轧制力30 000 kN 的两辊可逆粗轧机R1、带立辊最大轧制力40 000 kN 的四辊可逆粗轧机R2、剪切带坯断面55 mm×1 450 mm 的转鼓式飞剪、除鳞压力≥22 MPa 的精除鳞箱、七机架四辊式连轧F1—F7精轧机组、冷却水量为14 500 m3/h 的层流冷却装置、带助卷辊液压踏步控制及芯轴液压胀缩的3 台地下卷取机;采用先进可靠的热装热送技术、弯窜辊控制技术、自动厚度控制技术、切头优化技术、工艺润滑技术、精轧机终轧温度和卷取温度控制技术、卷取助卷辊自动踏步控制AJC 技术、板形控制技术;其总体装备达到目前世界先进水平。
2 热轧管线钢L360M 与L415M 的1580 产线工艺拓展
2.1 工艺方案
热轧1580 机组与热轧2250 机组设备在布置与功能设计方面大同小异,可以使用原化学成分设计,但考虑到两机组在加热制度、轧制负荷分配与层流冷却能力上存在细微差异,故对其热轧工艺进行微调。加热炉采用弱氧化性气氛,将空气过剩系数控制在0.9~1.05,加热时间要求在180 min 以上,粗轧采用3+3 道次生产,末道次压下率不小于20%,中间坯厚度大于3.5 倍成品厚度,精轧采用7 架连轧工艺,机架间除鳞水流量不低于20%,轧制速度不低于3 m/s,层流冷却采用前段集中冷却模式。热轧工艺方案如表1 所示。

表1 热轧工艺方案
2.2 试验结果
2.2.1 温度控制情况
由于已经提前进行了一次试验,轧钢温度控制模型已经包含了初始数据,批量生产带钢的温度控制情况如表2 所示,终轧温度命中率99.9%,卷取温度命中率分别为100%与98.6%。图1 是典型钢卷的终轧温度和卷取温度曲线,由图1 可知:钢卷终轧温度总体控制在目标范围之内,头部终轧温度稍高,有一定波动;卷取温度较为平稳。

图1 钢卷终轧温度和卷取温度曲线

表2 批量生产温度控制情况
2.2.2 尺寸控制情况
钢卷厚度与宽度命中率均为100%,图2 是钢卷厚度和宽度曲线,可以看到厚度在头部穿带与抛尾时有稍微偏厚情况,但在可控允许范围内。批量生产带钢尺寸控制情况如表3 所示。
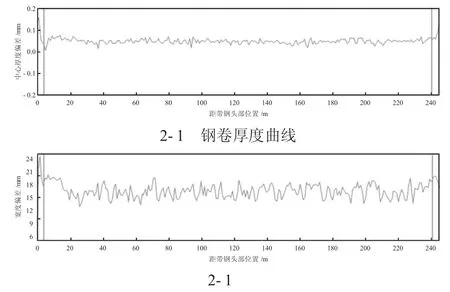
图2 钢卷厚度和宽度曲线

表3 批量生产尺寸控制情况
2.2.3 板型控制情况
批量生产钢卷板型指标命中率数据如表4 所示。由表4 可看出,钢卷凸度、平直度和楔形等板型控制良好,具备批量生产交付能力。

表4 批量生产板型控制情况
2.2.4 表面控制情况
通过表检系统对表面质量进行观察:整体表面较好,无可见翘皮夹杂裂纹缺陷;钢卷表面整体断续轻微氧化铁皮,从钢种看已经控制到最优水平。结合前期生产经验,该缺陷不影响后续的制管正常使用,可按照合格品判定交付使用。详细表检情况如图3 所示。

图3 典型表检图片
2.2.5 性能控制情况
工艺试验结果表明,产品性能(见表5)均满足要求。

表5 工艺试验结果
L360M 在两机组的相同工艺下,性能相当,完全可以满足技术协议标准要求,不需微调工艺,具备批量稳定生产条件。
L415M在两机组的相同工艺下,屈服性能明显偏低,经过调整热轧工艺后,屈服强度得到有效提高后,可以满足技术协议标准要求,但与2250 机组性能比较,冲击功仍稍显不足,当供货协议对低温韧性有更高要求时,仍需要开展产线拓展试验以验明是否具备批量稳定供货条件。
3 结语
通过对L360M 与L415M 在1580 产线进行工艺开发与性能验证,完成了从热轧2250 机组到热轧1580 机组的产线拓展,缓解了热轧2250 机组的生产压力,基本实现了L360M与L415M在热轧1580 机组和热轧2250 机组的切换替代。
