一种热轧板柸保温装置的应用
2024-01-07王志慧
王志慧
(广东广青金属压延有限公司,广东 阳江 529533)
1 工艺概述
广东广青金属压延厂(以下简称本厂)包括一条1 780 mm 热轧带钢生产线,生产的产品包括200 系,300 系和400 系不锈钢带钢产品及少量的普碳钢带钢产品。原料板坯主要由本公司炼钢厂提供,一炼钢连铸车间和热轧板坯库仅一路之隔,连铸车间生产的热送板坯通过装有保温罩的过跨地平车运送至热轧板坯库,热轧板坯库行车吊卸板坯进行堆垛存放[1-2]。生产时,由行车吊运板坯到上料辊道,经加热炉加热到工艺温度后送到轧机进行轧制。
2 保温装置的作用
在没有投用板坯保温装置之前,堆垛的热板坯在原料库空地上敞开存放,热板坯和外界空气直接对流换热,造成板坯温度下降。发生以下情况时,会较长时间的影响板坯入炉时间:
1)产线设备故障,造成较长时间停机;
2)热轧产量压力大时,钢种系列切换频繁,由于集中排产的要求,未排产的钢种需要在板坯库存放较长时间;
3)遇到计划停机或者大检修时。
以上情况严重地降低了板坯入炉时的温度,加热到生产工艺温度需要消耗更多的能量,造成吨钢能耗和成本的增加。保温装置投用后,对不能及时排产的热板坯进行保温,确保板坯能以较高的温度入炉,提高了热装率,降低了吨钢能耗[3-4]。
热装率的提升,降低了板坯的在炉时间,对产量的提升也有显著作用。
保温装置的投用对板坯的质量也有改善的作用。一些钢种对板坯入炉温度有较高的要求,比如200系,需集中排产,冷坯入炉板坯在炉时间长,二类脱皮发生率高,脱皮风险大。板坯放入保温装置后,前后来料可以减少温差,提高入炉温度,减少在炉时间,降低了脱皮的风险。
3 保温装置的组成结构
该保温装置主要由保温坑、内保温罩、外保温罩、轨道系统和电动控制系统几部分组成(见图1)。

图1 保温装置的组成结构(单位:mm)
3.1 保温坑
保温坑作为储存板坯的场地,既要满足长宽的尺寸要求,又要满足高度的尺寸要求,以便尽量的存储较多的板坯。本厂保温坑长27 m,宽15 m,长度上横跨整个原料跨,接近两端的行车梁,充分利用了场地。通过计算,高度上正常需摆放14 层板坯,理论板坯厚度为200 mm,总高为0.2 m×14=2.8 m,加上安全余量,保温坑加上轨道梁总高度设计为4 m。受行车起升高度限位影响,为了不影响行车吊装板坯,需要减少保温装置的总高度,具体办法是保温坑从地面水平面开始下挖0.6 m。
为防止高温板坯对地面造成损坏,在保温坑底面铺垫了约100 mm 厚的镁砂。保温坑四周是混凝土浇筑的墙体,为了有效保温,在墙体上固定了50 mm 厚的石棉毯,石棉毯可承受1 000 ℃以上的高温,且具有良好的保温效果。
长度方向的保温墙顶上安装了550 mm 宽的轨道梁,轨道梁上固定了规格为43 kg 的轨道,保温罩底部的车轮可沿着轨道前后运动。
3.2 保温罩
保温罩系统由内保温罩和外保温罩组成,内外罩底部均配置2 个主动轮和4 个被动轮。内保温罩的车轮,在内轨道上运行;外保温罩高,在外轨道上运行,内保温罩可在外保温罩内侧运行。保温罩系统组成结构图见图2。
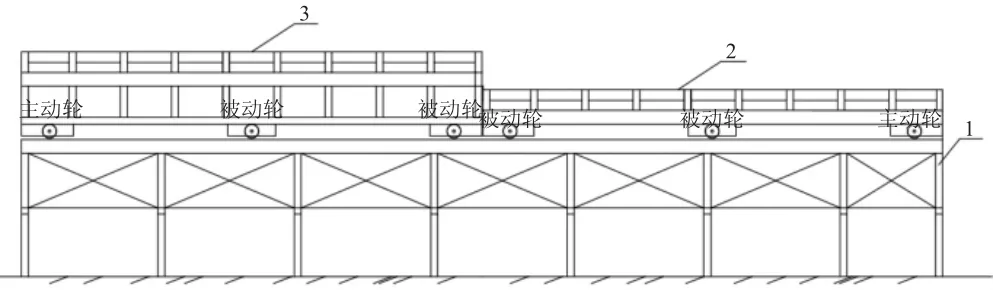
图2 保温罩系统组成结构图
3.2.1 保温罩框架
保温罩主要用H 型钢和工字钢做框架,主梁用H400 的型钢,支梁用300 mm 的工字钢,保温罩平面为方形结构。罩内型钢底部和侧面焊接钢板,保温材料陶瓷纤维通过焊接在钢板上的螺栓,固定在钢板上。
3.2.2 保温罩三角拉梁
正常保温工况下,保温舱体内温度在400 ℃左右,碳钢材料的框架结构长时间在大于350 ℃的环境下,会发生较明显的蠕变,钢材屈服强度衰减约40%以上,极限强度衰减约20%以上,为了保证保温罩体结构的稳定性,在框架顶部焊接三角拉梁,用HN175型钢制作。保温罩三角拉梁结构图见图3。

图3 保温罩三角拉梁结构图
3.2.3 保温材料
紧贴钢板内表面的保温材料用的是厚度为300 mm 的硅酸铝纤维块,硅酸铝纤维又叫陶瓷纤维,是一种新型轻质耐火材料,该材料的导热系数为0.34 W/(m·K),具有容重轻、耐高温、热稳定性好,热传导率低、受热膨胀小、隔热性能好,使用寿命长,抗拉强度大,环保无毒等优点,可以耐高温1 000 ℃以上。
为方便固定,在保温块中间预留固定孔,可以直接穿入钢板上焊接的螺栓,通过螺母牢固的固定在保温罩钢板上。
3.2.4 车轮结构
内外保温罩各有2 个主动轮和4 个被动轮,车轮固定在端梁内,端梁上部和保温罩框架焊接固定,下部通过车轮支撑在墙体上的轨道上,带动保温罩在轨道上运行,车轮直径为400 mm。
3.3 电动控制系统
保温罩车轮驱动采用2.2 kW 的软启动电机,电机通过20 m/min 的LD 型起重减速机和车轮连接。在轨道梁的下方设置贯穿保温坑长度方向的钢丝绳,电缆滑线通过吊环固定在钢丝绳上,可随着保温罩的运行一起动作,为保温罩驱动电机提供电源。
为了方便人员的操作,保温罩的开启和关闭采用远程遥控的方式。在操作室内同时安装了集中监控系统,通过监控屏幕可以看到保温罩的实时运行情况,通过遥控器进行远程开闭,方便操作的同时大大改善了作业人员的工作环境。
4 保温装置的动作过程
保温状态下,内外保温罩处于关闭的位置,对板坯进行保温。
入料时,根据保温坑内板坯的存放情况,操作工遥控大保温罩向小保温罩方向移动或者操作小保温罩向大保温罩方向移动,打开保温坑内空闲位置上方的保温罩,行车吊装板坯到保温坑内。入料完毕后,关闭打开的保温罩进行保温。
出料时,根据保温坑内板坯的存放情况,操作工遥控大保温罩或者小保温罩移动,打开保温坑内有板坯位置上方的保温罩,行车吊出保温坑内的板坯送到加热炉上料辊道上。出料完毕后,关闭打开的保温罩进行保温。
5 保温装置投用前后的效益对比
压延厂保温装置投用至今,通过数据对比,热装率提升了约30%,吨钢天然气耗降低了约10%,日均产量提高了约7%,中等及以上脱皮缺陷的发生率降低了约40%,为压延厂创造了巨大的经济效益。
6 结语
本厂保温装置的投用对提升产量,降低能耗,改善不锈钢带钢产品质量等方面均取得了显著的效果,对同类钢厂的板坯保温装置设计和应用具有一定的参考价值。
