441 不锈钢表面粗糙条纹形貌分析与改善研究
2024-01-07王月省牛国栋
王月省,牛国栋
(山西太钢不锈钢股份有限公司冷轧厂,山西 太原 030003)
0 引言
超纯铁素体不锈钢重点通过间隙元素C 和N 的超纯化、添加Nb 或Ti 的稳定化以及高Cr、Mo、Si、Al化来充分挖掘和提升不锈钢的耐腐蚀性、耐热性、耐氧化性等几大方面的性能,具有高热导率、低热膨胀系数、对应力腐蚀不敏感等优点[1]。因超纯铁素体不锈钢耐蚀性好、性能优良、性价比高等特点,在电梯面板、建筑内装修、汽车排气系统、家电厨卫设备、电气制品、食品陈列装备、冷冻冷藏车等领域得到广泛的应用。
441 不锈钢属于超纯铁素体不锈钢,由于其耐高温、耐腐蚀能力好,广泛应用于汽车排气系统部件。441 不锈钢的典型合金含量如表1 所示,为改善该钢种综合性能,加入铌、钛等微合金元素,这也导致易在钢材表面产生条纹缺陷。条纹缺陷的宏观形貌就是钢表面存在明暗相间的粗糙度不同的细纹,沿轧制方向分布,形状与分布都不规则,色泽差异大(见图1)。缺陷无深度,可通过表面修磨减轻或去除。随着各行业对钢材表面均匀性的要求越来越高,条纹缺陷成为制约铁素体不锈钢发展的重要因素之一,也是当前优级品降级的主要原因,由此造成的损失也最大。

图1 粗糙条纹照片

表1 441 典型合金含量表
1 不锈钢冷板生产工艺流程
不锈钢冷板是不锈钢热轧板经过原料退火酸洗、轧制、成品退火酸洗、平整(或拉矫)、精整五个工序生产而来的[2]。具体的生产工艺路线如图2 所示。
段豪剑等人经过研究发现[3],超纯铁素体不锈钢中的白色条纹缺陷的产生与冷轧板表面形成的大量TiN 夹杂物富集有关,其形成机理为:在连铸坯表面生成的大量TiN 夹杂物在局部富集,在热轧过程中局部富集的TiN 夹杂物将被轧制延伸,而冷轧过程中富集的TiN 夹杂物将暴露于冷轧板表面,并且促使冷轧板表面形成凹坑和褶皱状的轧制痕迹,从而使得在含Ti 超纯铁素体不锈钢冷轧板表面出现大量的白亮色条纹,即形成白色条纹缺陷。
相关文献表明[3-4],铁素体不锈钢粗糙条纹产生在连铸和热轧两个工序,完全消除是非常困难的。目前最常用的处理做法是在原料退火酸洗后进行表面修磨处理,此法能够较好地消除粗糙条纹,但增加了一道修磨工序,会造成成本的增加。
因此,需要从冷轧不锈钢生产的各个工序入手研究条纹缺陷改善方案,力求不经原料修磨而达到改善或消除条纹的目的,在不增加成本的基础上提高表面质量。
2 粗糙条纹的形貌分析
取典型的441 不锈钢粗糙条纹的样品在扫描电镜下进行分析,其表面形貌如图3 所示。结果显示,粗糙条纹缺陷处存在明显的TiN 颗粒富集现象。

图3 扫面电镜下粗糙条纹的表面形貌和能谱分析
为明确条纹处与正常基体的差异,在相同视场下对比分析441 冷板表面情况,如表2 所示。结果显示,条纹缺陷试样表面凹坑较多,且TiN 聚集数量明显多于正常试样。

表2 扫面电镜下粗糙条纹处和正常处的对比分析
对粗糙条纹缺陷的表面和断面进行EDS 分析,分析结果如图4 所示,缺陷位置表面主要有条状的凹坑,经EDS 检测,大部分位置为Fe、Cr 元素,少数位置有O 元素存在,即氧化物残留,推断该缺陷和冷轧原料表面氧化层未洗净有关。
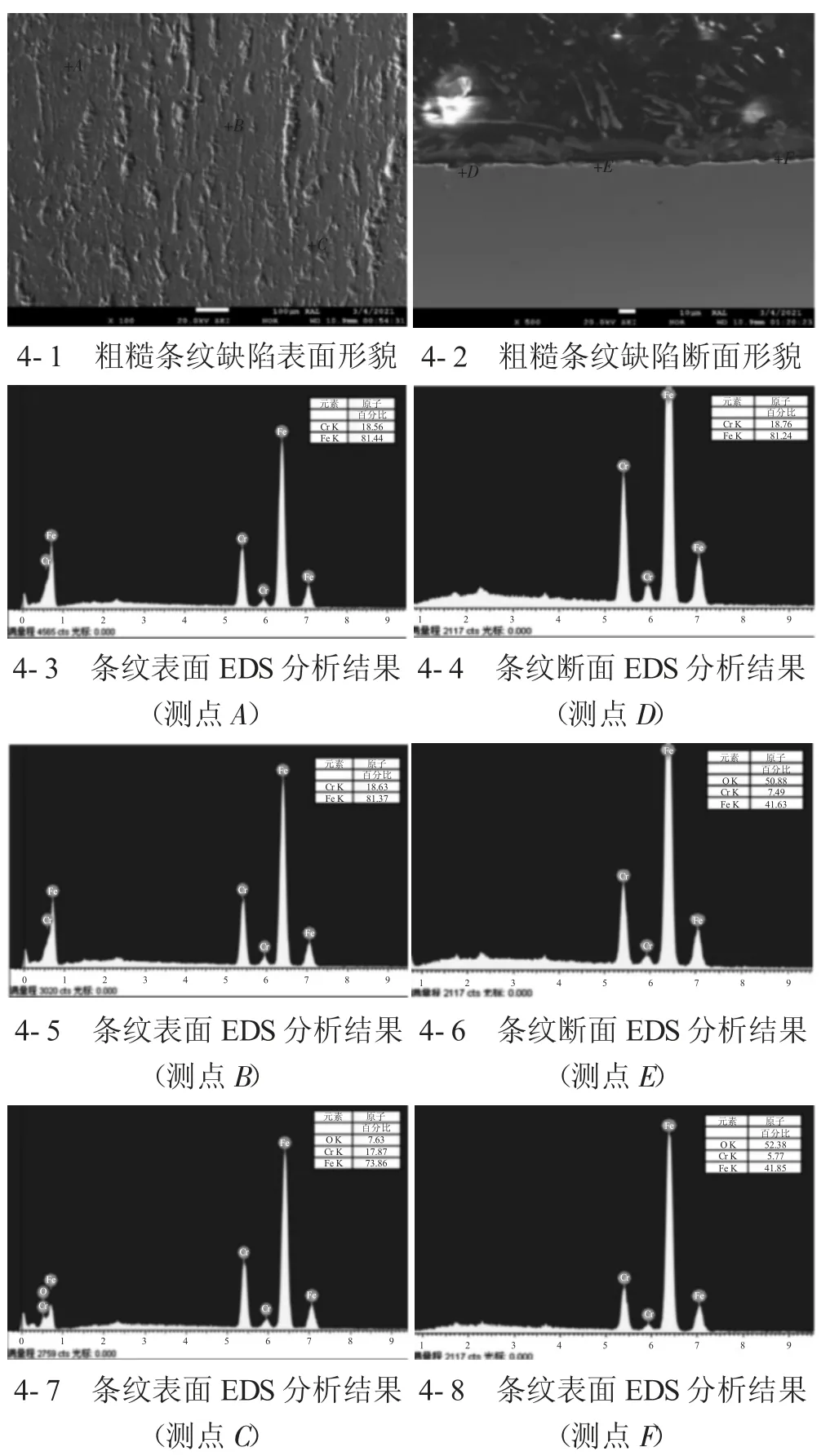
图4 粗糙条纹表面和断面EDS 分析
经过分析可以认为,441 不锈钢的粗糙条纹和高温氧化层的结构、厚度以及TiN 富集现象有关。因此,工艺优化的方向应是利用冷轧前的抛丸和酸洗两个工序将高温氧化层进行均匀地去除并最大限度地消除TiN 富集层。但同时不能对基体金属产生过腐蚀现象,力求板面各处粗糙度均匀一致。
3 改善条纹工艺优化
3.1 工艺优化方案
通过对除磷机理的研究,原料抛丸和酸洗工艺的主要工艺参数和优化方向如表3 所示。

表3 工艺优化方向分析表
从表3 中可见,工艺优化的主要方向是钢砂粒度、混酸浓度配比两方面。经过多轮的工艺试验和实验室验证,总结出了一种以“酸洗后再抛丸”为核心的原料表面处理工艺,该工艺有3 个核心要点。
1)“酸洗后再抛丸”:其核心关键技术点在于酸洗之后的抛丸处理,能够大幅提升除磷能力。在传统的表面抛丸处理+酸洗处理之后再增加抛丸处理,其效果要远远好于传统工艺基础上只针对抛丸和酸洗进行改进,如降低工艺速度、提高酸浓度、提高酸温度、提高抛头转速等。在不进行设备改造的情况下,可采取两次抛丸处理+酸洗处理的方法,且该法比较容易实施。
2)抛丸使用的钢砂磨料采用大粒度和小粒度的混合磨料取代传统的大粒度磨料。目的是减小抛丸坑的深度,提高抛丸对表面除磷效果的均匀性。
3)混酸酸洗液浓度由低HNO3高HF 取代传统的高HNO3低HF。研究表明,HNO3浓度过高能够抑制HF 发挥作用,因此适当提高HF 浓度并降低HNO3浓度可以显著改善混酸酸洗效果。要把酸洗的混酸浓度降低约1/3,同时将生产工艺速度提升约1 倍,否则容易导致过酸洗。这就可以实现在不影响总体生产效率的情况下,将酸耗降低约1/3。
3.2 效果验证
取441 不锈钢进行不同工艺下生产对比,轧制规格为4.0~1.2 mm,宽度1 250 mm,实施新工艺前后的工艺参数对比如表4 所示(其他工艺参数均相同),实施新工艺前后的表面条纹情况对比如图5 所示。从表面状况看,新工艺能够较好地改善粗糙条纹缺陷,得到表面均匀性较好的产品。

表4 实施新工艺前后的工艺参数对比
4 结论
1)441 铁素体不锈钢冷轧板的粗糙条纹和高温氧化层的结构、厚度以及TiN 富集现象有关。
2)通过采取以“酸洗后再抛丸”为核心的原料表面处理工艺,可以较好地改善此种粗糙条纹,大幅提升表面均匀程度。
