胎圈钢丝用合金盘条C82DA 的轧制开发
2024-01-07王钦仁翟有有
张 伟,王钦仁,胡 楠,翟有有
(酒泉钢铁集团公司,甘肃 嘉峪关 735100)
0 引言
胎圈钢丝广泛应用于子午线轮胎中,由于轮胎在行驶过程中要承受弯曲、拉伸、扭转、复合交变载荷以及冲击载荷[1],因而要求其具有强度高、拉伸蠕变小、尺寸稳定性好、弯曲刚度高等特性。随着高性能子午线轮胎轻量化的发展要求,轮胎生产企业对胎圈钢丝的各项指标要求也越来越严格,必须对胎圈钢丝用盘条的生产工艺进行进一步优化,以得到更加均匀的索氏体组织和良好的表面质量。
目前,大多数钢厂生产的胎圈钢丝用盘条在控制冷却阶段都采用斯太尔摩风冷工艺,与经过热处理的盘条相比,采用斯太尔摩风冷工艺的盘条力学性能波动较大,组织均匀性较差。为改善胎圈钢丝用盘条组织性能均匀性,青岛特钢[2]以Φ5.5 mm C72DA 盘条为研究对象,通过调整“佳灵”装置,将风机开启度设定为21%~25%,使风冷辊道上散卷搭接点的平均抗拉强度与中间区域的平均抗拉强度相差较小;增加了风冷线跌落段,并对辊道速度优化调整,将辊道速度差由0.02 m/s 调整为0.05 m/s,使散卷边部搭接点在跌落段能够不断错开,改善边部冷却效果。经改造后,粗大的珠光体组织明显减少,盘条的力学性能及组织均匀性显著提高。李祥才[3]等在精轧区域采用两相区轧制,将进精轧机温度由780~810 ℃调整为750~780 ℃,晶粒度比原工艺细0.5~1.0 级,抗拉强度提高约20 MPa,断面收缩率稍有下降。
酒泉钢铁集团公司(全文简称“酒钢”)炼轧厂为优化产品结构,拓宽国内精品工业线材市场,进行了高性能胎圈钢丝用C82DA 盘条的开发,结合自身设备的实际情况,通过优化工艺参数,使得产品各项性能达到预期,用户反映使用效果良好。
1 化学成分
胎圈钢丝用合金盘条C82DA 的化学成分如表1所示。胎圈钢丝用盘条后续需要进行多道次连续拉拔加工,为满足加工性能,必须进一步控制化学成分范围,降低有害元素含量。

表1 胎圈钢丝用合金盘条C82DA 的化学成分
2 生产过程控制
2.1 温度控制
酒钢二高线加热炉为步进梁组合式加热炉,炉身分为三段,即预热段、加热段和均热段,炉膛压力保持微正压,通过调整加热炉空燃比,确保炉膛呈弱还原性气氛,避免盘条脱碳层超标。将钢坯均热段温度设定为1 060~1 100 ℃,严格控制钢坯在高温段的加热时间,防止晶粒粗大。将开轧温度设定为1 000 ℃。由于轧件需要在粗中轧阶段实现大的变形量,粗、中轧需均匀分配压下量,避免单机架压下量过大造成轧机负荷偏高,并控制合理的活套量,保证盘条良好的通条性。大量试验表明,降低精轧轧制温度,可以有效减小组织晶粒度,从而提高组织强度,同时考虑到精轧机组整体负荷,避免轧制温度过低,造成精轧机组负荷过高,因此将入精轧温度控制在900~930 ℃。吐丝温度直接影响过冷奥氏体的稳定性和发生相变的开始温度。高的吐丝温度有助于增加过冷奥氏体的稳定性,延长相转变的孕育期,导致相转变温度降低,因此将吐丝温度设定为880~900 ℃。
2.2 控制冷却
盘条经吐丝机吐圈后分布于风冷辊道上,如图1所示。为使盘条有足够的冷却速度,将风机1—6 号开启90%,7—8 号风机开启85%。设定第一段辊道速度为0.83 m/s,其余辊道速度以此为基准系数进行调整。胎圈钢丝用C82DA 盘条的组织主要为索氏体,索氏体片层间距越小,组织的力学性能越高。索氏体片层间距主要受过冷度的影响。在一定的冷速范围内,盘条的冷却速度越快,过冷度越高,盘条发生组织转变的温度越低,索氏体片层间距越小,盘条的抗拉强度越高[4]。因此,为了在相变前对盘条进行强冷,将风机开启度调为最大,抑制先共析网状渗碳体的出现。根据文献[5]的CCT 曲线(见图2)可知,70 级帘线钢的冷却速度小于30 ℃/s 时,组织由索氏体+珠光体+铁素体组成,当冷却速度高于30 ℃/s 时,出现了马氏体组织。因此,为获得良好均匀的索氏体组织,要严格控制冷却速度,在后续生产中需进一步优化控冷工艺。
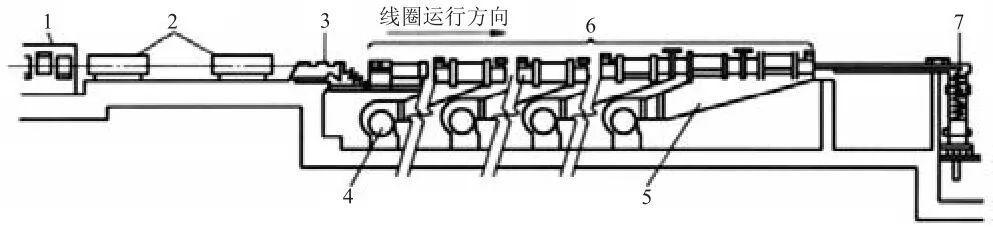
图1 斯太尔摩风冷辊道示意图
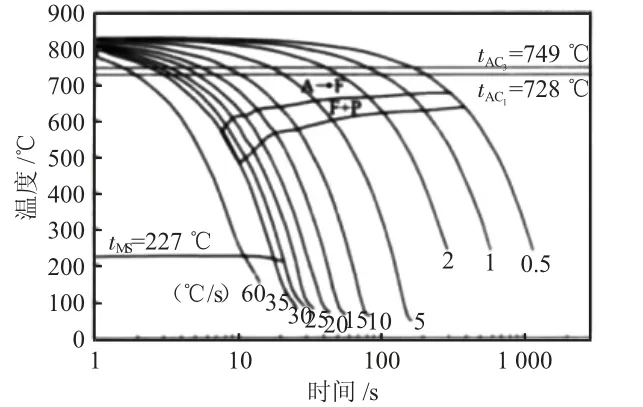
图2 70 级帘线钢的连续冷却转变曲线
3 试制结果与分析
3.1 金相组织
图3 为盘条C82DA 的金相组织,组织为索氏体+珠光体,图中白色区域为片层珠光体,未观察到网状渗碳体和马氏体组织。表2 为3 组试样的金相检测结果,3 组试样的索氏体含量均在95%以上,晶粒度为10 级,脱碳层为0.04~0.05 mm。各项组织检测结果满足技术协议要求。

图3 盘条C82DA 的金相组织
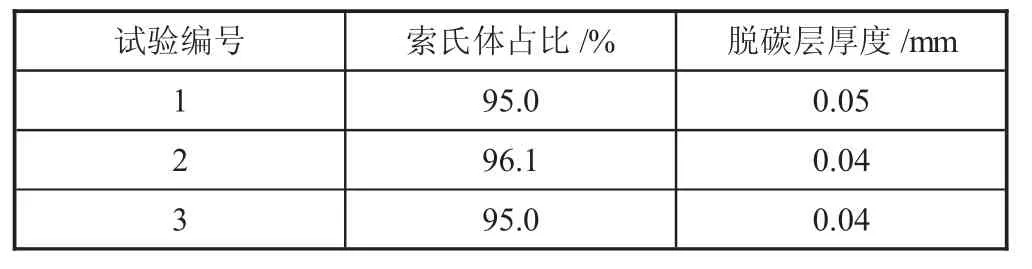
表2 盘条C82DA 的金相检测结果
3.2 力学性能
盘条C82DA 的3 组试样力学性能如表3 所示,抗拉强度最低为1 115 MPa,最高为1 164 MPa,平均断面收缩率为41.3%,性能指标满足技术协议要求。由于盘条经吐丝机在风冷辊道上分布后,边缘区域堆积密集,圈与圈之间存在搭接点,而中间区域相对稀疏,搭接点区域与中间非搭接点区域温度相差较大,冷却速度也相差较大,抗拉强度相差50 MPa 左右[2]。因此,为提高盘条力学性能和组织的均匀性,在后续生产中应进一步优化辊道速度。
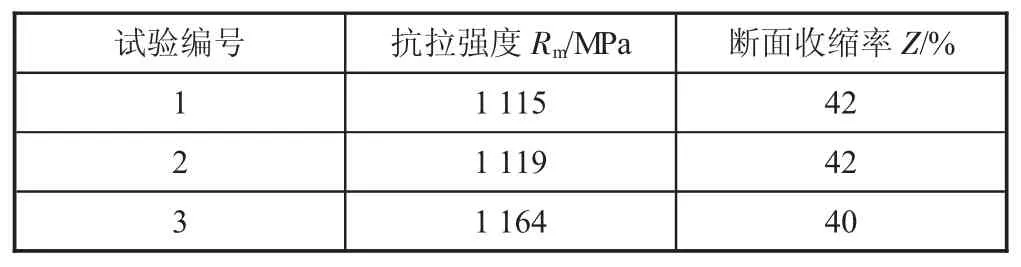
表3 盘条C82DA 的力学性能结果
4 结论
酒钢炼轧厂二高线开发的高性能胎圈钢丝用C82DA 盘条化学成分稳定,通过优化控冷工艺,金相组织索氏体含量均为95%以上,未发现网状渗碳体和马氏体组织,晶粒度为10 级,脱碳层、力学性能等指标满足技术协议要求,用户反馈良好。
