磨煤机电机振动异常及异音分析、处理
2024-01-05韩格尔张利馗
韩格尔,张利馗
(华电内蒙古能源有限公司包头发电分公司,包头 014013)
0 引言
发电企业检修管理是生产管理的关键环节,当前在新能源装机占比大幅增长的背景下,火电企业除提供稳定的电力供应外,还需承担新能源消纳的调峰任务,进而对火电机组的安全、高效、稳定性调峰能力提出了更高要求。汽轮机、发电机等主机设备是关键设备,制造技术,监测技术较成熟完善,可靠性高,但火电机组系统复杂,一些辅机设备往往是火电机组状态监测的薄弱环节,也是造成机组限负荷和非停的主要原因之一。因此开展辅机状态监测工作,保证机组重要辅机设备健康运行是十分有意义的一项工作。如磨煤机作为火电机组重要辅机,运行状态直接影响到锅炉稳定性和带负荷能力,调峰火电机组的高效稳定运行也对其提出了更高标准。
1 系统设备简述
华电内蒙古能源有限公司包头分公司发电机组为2×600 MW亚临界凝汽式燃煤机组,磨煤机为北京电力设备总厂生产的ZGN123G,共12台。磨煤机电机型号YMK0600-6:电压6 kV,电流75.4 A,功率630 kW,转速990 r/min,驱动侧轴承为FAG 6322 NU322,自由侧轴承为FAG NU322。磨煤机与电机联结方式为“O”型减震圈柱销联结方式。我厂#2炉B磨煤机电机运行中电机驱动侧轴承异响,振动突升,驱动侧轴承温度56 ℃(正常),严重影响#2机组的60万kW满负荷稳定运行。
2 现场振动、超声、红外图谱测试分析
2.1 振动频谱分析
磨煤机电机为卧式电机,电机底座通过螺栓固定在基础台板上,电机本体上部有散热风箱。电机驱动侧轴承为6322和NU322,自由侧NU322,两个NU322承担径向支撑作用,一个6322起轴向定位作用。2023年4月28日运行中电机振动突然增大并伴有异音,电机驱动端水平200 μm、垂直210 μm、轴向180 μm。为进一步判断异常原因,采集振动频谱(图1~图3)。因#2机组60万kW满负荷运行不具备停运该电机条件,班组组织人员检查发现电机自由端地脚螺栓松动,经在设备运行工况中紧固螺栓同时调整散热风箱紧固螺栓,电机径向振动值降低至水平85 μm垂直55 μm轴向50 μm,但仍有异响。用艾默生CSI分析仪分析采集振动频谱图1a和图1b所示,水平通频值4.26,垂直通频值频谱值5.04,转频及谐波丰富,以2X及为主出,判断可能联轴器松动或电机驱动端轴承室出现松动现象。

图1 采集振动频谱
电机轴向频谱(图1c)特征以2X为主,转频及谐波分量较低,分析认为轴向中心存在不对称分量。
电机驱动侧pekavue(peakvue为1 000 Hz高通滤波冲击信号)频域未见轴承故障特征,见图2。时域冲击值6.86稍高,分析认为由低频振动引起的振动分量导致轴承与轴承室配合松动或联轴器等转动部件的金属摩擦致使时域冲击值稍大,排除轴承自身故障引起高频振动分量因素。

图2 高通滤波冲击信号
2.2 超声图谱分析
我厂超声检测分析仪为SDT270,该仪器利用设备在特定的工作状态下可以产生超声波的特性,采集过程中就可以忽略现场各种嘈杂的有声信号,只捕捉故障部位超声信号,并对超声信号分析判断设备运行状态。
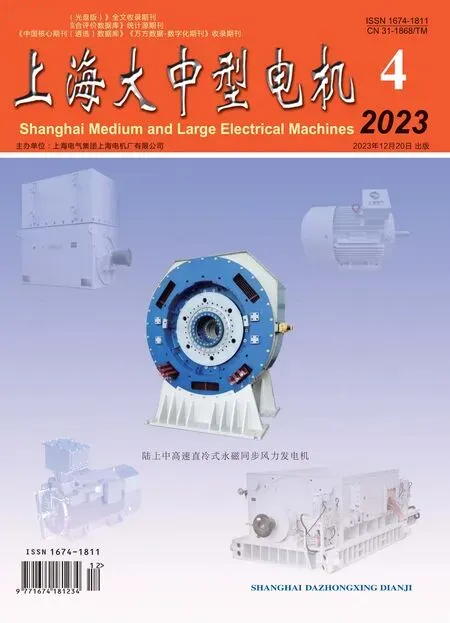
当两个物体之间尤其是金属物体之间产生磨擦或碰撞时,就会产生频域很宽的声波,其中包括超声波。现场采集异音磨煤机电机超声图谱(见图3)动态超声图谱反应0.035 s左右会出现一个峰值冲击,峰值为60 dB,依据JB/T 10061—1999A型脉冲反射式超声探伤仪通用技术条件,电机异音故障目前进入至较严重状态。动态超声频谱图未见由于滚动轴承的滚动疲劳裂纹、点蚀、损伤等的发生,在轴承部件的滚动接触面或其表面引起的故障冲击信号。分析认为异音故障现象反映到超声图谱为0.035 s等间隔的不规则冲击声波信号,对0.035 s转换成频率成分为1/0.035=28.58,接近于振动频率2X(33 Hz),其声波幅值平均为60 dB.判断为联轴器不对称造成金属摩擦或者轴承室与轴承外圈松动摩擦引起异音。
图3 超声图谱
2.3 红外热成像图谱分析
为进一步分析故障原因,并考虑到电机运行中拆除对轮护罩有安全风险,只对电机驱动侧采集红外热成像,见图4。图谱反映电机驱动侧轴承最高点温度为47.9 ℃,最高点位置为电机外小盖靠中间位置。通过分析图谱认为可排除轴承室松动的可能性,因为如果轴承室松动,轴承与轴承外圈松动造成的摩擦会使其温度增高,但就地实测温度为47.9 ℃不高,其次由于松动引起金属表面摩擦最高点的位置应该在大盖轴承表面,而不在外小盖上。

图4 红外热成像
3 综合分析及制定检修方案
由振动频谱、超声谱图、红外热成像综合分析,电机振动高、异音故障原因最大的可能性是由于对轮轴器中心不正,其次才是轴承室轻微松动。现阶段因考虑机组60万kW满负荷运行,不具备停运设备检查,加强巡检做好防范措施。5月5日机组35万kW负荷运行,具备停运该设备条件。依据之前判断结果,专业维修人员制定出检修方案:先检查电机与磨煤机对轮销弹性块,发现9块(共10块)已磨烂(见图5),更换10块弹性块,检查对轮销无磨损,重新打表找中心校正。其次检查轴承油脂良好,从而可以判断轴承室与轴承外圈配合良好。检查轴承铜保持架完好无损,轴承内外圈滚道、滚动体无腐蚀,无磨损,无凹坑。检查并更换处理后作试运带载,电机振动值降低至水平23 μm、垂直12 μm、轴向12 μm,异音消除,运行正常。
图5 磨损的轮销弹性块
4 结论
磨煤机电机作为火电机组重要辅机,当出现故障时,振动频谱采集的是旋转频率和振动信号,红外热成像检测的是磨煤机电机运行时的异常温度最高点的动态特征;超声诊断技术是磨煤机电机出现故障时发出的20 kHz以上人耳听不到声波振动频率段和分贝。如何将以上诊断技术三位一体有效结合,通过分析复杂的故障现象,化难为简作出该设备是哪种类型的故障,故障严重程度怎么样,同时要做出决策该设备能不能带“病”运行,还是要立即停运检修。通过修前故障诊断分析与检修专业维修全过程闭环,总结分析设备运检管理失误在哪里,怎么重新去避免这类故障形成,从而彻底消除设备故障根源,提升机组重要辅机设备可靠性。
随着电力体制的改革,调频机组启动次数不断增加,对设备可靠性提出了更高要求。提高设备可靠性的基础是首先要准确判断设备状态和劣化趋势,提高检修的针对性和有效性。而故障诊断借助精密诊断仪器和技术手段,可实现对设备运行状态的准确判断,为检修工作提供技术支持,指导检修人员彻底消除设备故障。