一种冲压模具生产批次标记快换结构
2024-01-05李鹏宇崔岩中国第一汽车股份有限公司繁荣工厂冲压车间
文/李鹏宇,崔岩·中国第一汽车股份有限公司繁荣工厂冲压车间
尹永波·中国第一汽车股份有限公司工程与生产物流部
潘远安·长春汽车工业高等专科学校机械工程学院
本文针对现有汽车冲压模具生产批次标记的结构进行改进,提出一种新的冲压模具生产批次标记快换的结构,更换时间从6.5 分钟降低到1 分钟,每次节约更换生产批次时间5.5 分钟,按照本公司4 条生产线,每条生产线有30 种模具来计算,全部更换一次共计节约11 小时,提高了生产效率。
汽车白车身冲压零件生产过程中,需要标记生产批次,目的是达到可追溯性、唯一性,并且与安装该零件的车辆识别代码(VIN)一一对应。除零件号和名称外,还需要标记零件的生产日期,即通过生产批次标记来实现。每个零件的模具每周都需要更换一次日期的生产批次标记,本文提出了一种生产日期批次标记的快换结构,提高了更换效率,降低了操作者的劳动强度。
现用生产批次标记
现用生产批次标记采用螺钉连接到冲压模具的上模中,如图1 所示。通过压机带动上模上下的往复运动,使标记中的生产批次冲压到冲压件上,在制件生产之前,将生产批次标记更换到当周日期。生产信息标记使用4 位数字表示,前两位为年,后两位为周。如“2023”表示2020 年第23 周生产。

图1 现用生产批次标记示意图
安装板
安装板材质为45#钢,要求表面淬火,工作端部淬火硬度30 ~35HRC,表面粗糙度为Ra3.2μm,如图2 所示。

图2 安装板
垫片
垫片材质为T8A 号钢,要求整体淬火,淬火硬度:50 ~55HRC,各部位表面粗糙度Ra3.2μm,如图3所示。

图3 垫片
字头
字头材质Cr12MoV,要求整体淬火,工作端部淬火60 ~63HRC,各部位表面粗糙度为Ra3.2μm,如图4 所示。以上部件在使用上不允许存在伤痕、缺陷、毛刺等不良问题。字头应设置在冲压方向上较平整的面上,在相对冲压方向±6°以内。生产标识等标记位置要留在产品上,要按照产品设计位置布置,不得影响焊接、外观和制件强度,设置位置标在模具的DL 图上。

图4 字头
改进后的生产批次标记
该结构生产批次标记更换需要先松开安装板和垫片的紧固螺钉,更换该日期的字头,然后再紧固螺钉。缺点为更换周期6.5 分钟,影响生产效率。生产线上更换需要仰头操作6.5 分钟,劳动强度大。
如图5、图6 所示,改进后的生产批次标记包括生产批次标记快换总成和快换固定座,生产批次标记快换总成安装在快换固定座中,快换固定座通过螺钉安装在冲压成形模具的压料板上。

图5 改进后的生产批次标记结构示意图

图6 A-A 剖视图
生产批次标记快换总成由字头、快换安装板和垫片组成。快换安装板侧壁有内凹形状。快换固定座和内凹形状相对应处由弹簧和钢珠组成,如图7 所示。如图8 所示,生产批次快换标记总成中字头放置在快换安装板中。快换安装板侧壁有内凹形状,内凹形状为水滴形。
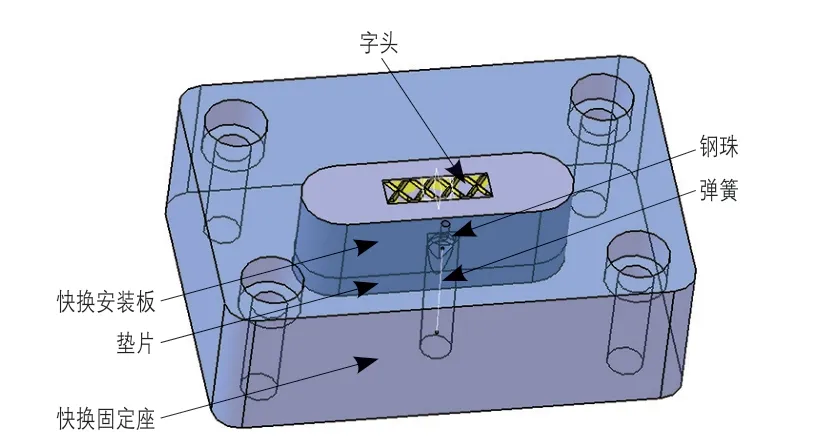
图7 改进后的生产批次标记

图8 改进后快换标记总成剖视图
如图9 所示,快换固定座由固定座、弹簧和钢珠组成,钢珠和弹簧放置在固定座中,弹簧始终处于压缩状态,钢珠始终受到弹簧的推力作用;固定座有孔。钢珠在弹簧推力的作用下,向外凸出于固定座内表面。
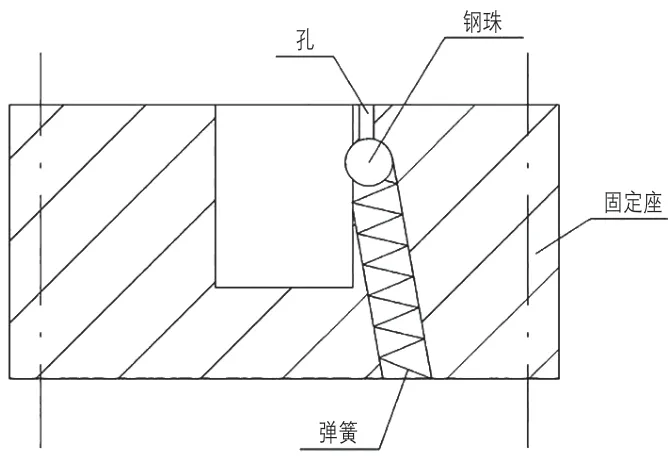
图9 改进后快换固定座剖视图
工作时,将快换安装板插入到快换固定座中,通过快换安装板侧壁的内凹水滴形状和快换固定座内的钢珠的配合,使得快换安装板安装并固定在所属快换固定座中。
生产批次标记更换时,通过快换固定座模具上的孔按压钢珠,弹簧会压缩变形,使得钢珠沿着弹簧轴线方向运动,当钢珠退回到无向外凸出于快换固定座模具内表面时,快换安装板可从快换固定座中取出,整个过程只需要1 分钟。
结束语
通过本次结构改善,在不更改生产批次标记使用条件的前提下,只需要再制作一套生产批次标记,在生产之前线下更换完成,线上更换省去紧固螺钉步骤,更换时间从6.5 分钟降低到1 分钟,每次节约更换生产批次时间5.5 分钟,提高了生产线的生产效率。
