包装体积自动化测量系统的设计
2024-01-03林品云LINPinyun
林品云LIN Pin-yun
(福建省闽量校准技术中心有限公司,福州 350001)
0 引言
随着我国商品经济高速发展,过度包装的现象日益严重,由过度包装产生的废弃物不仅污染环境、浪费资源且损害消费者的权益。如何在技术上对过度包装进行检测,便有了很大的需求。目前,各级计量技术机构判断商品是否过度包装主要依据JJF1244-2010《食品与化妆品包装计量检验规则》[1],通过选用钢直尺和游标卡尺作为测量设备,根据规范要求对商品的销售包装与初始包装体积进行测量,计算出包装空隙率,根据空隙率值判断商品包装是否过度。传统的检测方法效率低下,人为因素引入的误差较大,且无法测量软包装、不规则物体体积,面对层出不穷的商品包装样式,其弊端日益显现,已经无法满足商品包装检测的需求。商品包装计量检测已常态化和深入化,当下迫切需要一种科学高效的体积测量方法,能在形态各异的商品中快速且准确地判断是否存在过度包装。
近年来随着三维扫描技术的发展,不断有提出运用三维扫描技术进行方法及理论研究[2],但普遍存在测量误差大、步骤繁琐、适用面窄等缺点,尤其对于软包装、不规则物体,采取三维扫描和转盘的方式,容易存在扫描盲区且无法实现整个测量过程的自动化。为了提高测量的准确性,本文基于三维扫描技术,采取机器自动化扫描的方式,结合点云体积算法,搭建自动化体积测量系统,从而快速准确高效地得到包装商品体积的数据,实现对商品体积的自动化测量和过度包装的智能化识别,有效解决软包装、不规则物体的测量问题。
1 测量系统设计
1.1 工作原理
自动化体积测量系统利用吊装支架将待测物吊装在中心位置,通过3D 结构光相机扫描待测物大致尺寸和位置,通过对扫描数据进行采集处理,生成自动化机械臂扫描轨迹和空间位置。机械臂将根据系统生成的扫描轨迹进行自动化运行,此过程中位于机械臂末端三维扫描仪会对待测物进行空间多角度扫描,并将采集数据输送到后台系统进行数据处理。通过对扫描数据的初步处理,生成三维模型,并进行点云体积计算,最后得出待测物体积。同时也能实现对商品过度包装数据采集与处理过程的一体化、自动化,并生成商品过度包装判定结果。测量系统根据扫描结果能自动生成电子记录和证书,并自动保存测量结果,测量系统的自动化作业流程如图1 所示。

图1 测量系统的自动化作业流程图
1.2 系统构成及要点分析
1.2.1 硬件系统部分
自动化体积测量系统的硬件部分由六自由度机械臂、三维扫描仪、3D 结构光相机和吊装支架组成,系统硬件结构示意图如图2 所示。其中六自由度机械臂和吊装支架作为测量系统的机械支撑单元,三维扫描仪和3D 结构光相机作为数据采集单元。

图2 系统硬件结构示意图
机械支撑单元是实现自动化测量的执行机构,系统选用六自由度机械臂代替人工执行扫描工作,能够完全实现测量过程自动化,避免人工介入给测量结果带来人为因素影响。其中六自由度机械臂具有六个独立的自由度,实现在三个轴向(X、Y、Z)的平移运动和绕三个轴向(X、Y、Z)的旋转运动,机械臂重复定位指标为±0.2mm。吊装支架则是测量系统的固定支架,用于将待测物吊起并固定在中心位置,可有效解决软包装、不规则物体的测量盲区问题,支架最大承载能力可达1000kg。不规则物体扫描点云图如图3。
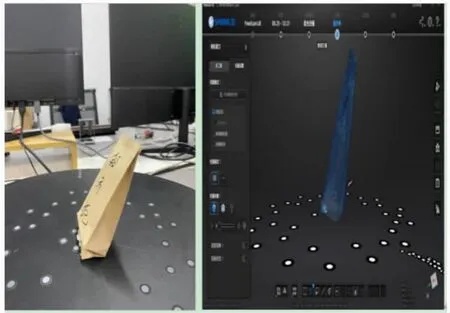
图3 不规则物体三维扫描点云数据
为高效、便捷获取物体三维点云数据,数据采集单元采用手持式三维扫描仪,具备体积小、重量轻、操作方便灵活、扫描模式多等优点,其扫描最大允差:±(0.1mm+0.06 mm/m),光源采用非激光高亮度三色LED,可适应光线变化,扫描浅色到黑色材质,实现混合拼接,提高扫描效率,同时也能支持彩色纹理扫描,并即时显示扫描数据[3]。扫描仪安装在机械臂末端,测量时可跟随机械臂一起运动,对物品进行多角度精确扫描[4]。3D 结构光相机是轨迹采集设备,主要用于确定物体大致尺寸和位置,安装于吊装支架底部,可全方位多角度采集物体的尺寸和位置,以便机械臂进行轨迹生成。
1.2.2 系统软件部分
软件系统根据自动测量功能可分为路径采集模块、面积采集模块和轨迹控制模块。工作时由路径采集模块采集数据生成轨迹控制模块的移动路径,轨迹控制模块操作面积采集物体表面的三维立体信息,过程中对采集的图像数据进行处理,利用特征提取及立体匹配技术、三维拼接重建技术获得待测物的完整点云数据[5],通过两次测量获取包装盒及商品的点云数据,再通过点云体积计算商品销售包装体积和初始包装体积,软件功能结构图如图4。软件系统以检测人员的实际需求为指导,操作界面简洁、易操作、检测结果可视化,能够满足实际检测业务的要求。

图4 软件功能结构图
系统特征点提取是将扫描仪投射在物体表面的激光条纹作为图像特征,经过去燥、预平滑处理之后,结合极值法,提出的一种特征提取算法,能够实现对扫描的图像进行准确高效的特征提取。特征匹配则基于激光条纹特征,将激光条纹的像素点作为匹配基元,通过外极线匹配算法,保证了图像中特征匹配的准确性,为后期三维重建的点云数据提供基础数据,最后通过点云体积计算出物体体积。点云体积计算方法具有非侵入性、高效性和计算精度高等优点,其算法流程如下:首先将获得的完整点云数据载入处理系统,点云数据的第一个点都是待测物的唯一的以xyz 形式保存的坐标;其次系统会将点云数据转换为体素表示,根据点云的分辨率和所需的精度确定体素的大小,再将三维空间划分为一组小的立方体区域,并记录每个体素中包含的点的数量;然后根据统计出的每个体素中包含点的数量,乘以体素的体积以估计整个物体的体积;最后将计算得到的商品包装体积输出并显示,再通过体积差异识别进行过度包装判定,具体算法流程如图5 所示。

图5 点云体积算法流程
1.3 系统误差分析及数据处理
1.3.1 误差分析
测量系统适用于测量物体体积半径范围为:(0.1-1000)mm,系统测量允许误差:±(0.1mm+0.06mm/m),误差主要来源于三维扫描仪。系统中3D 结构光相机及机器人仅用于确定及完成轨迹生成,二者均不影响系统准确度。
1.3.2 数据处理
系统数据处理方式主要依据JJF 1244-2010《食品与化妆品包装计量检验规则》,包装空隙率计算方法:X=,式中:X 为包装空隙率,V0为商品销售包装体积,Vn为商品初始包装总体积,k 为商品包装必要空间系数,根据规范可知,k 值为0.6。系统通过测量商品外包装体积V0,再测量出商品初始包装Vn,基于以上公式计算出包装空隙率,依据规范的判断标准即可判定商品是否存在过度包装[6]。
2 试验验证
扫描仪作为引入系统测量误差的主要设备,为了验证其测量准确度,采用直接比较法进行验证试验。为了验证机械臂是否会引入误差,采用机械臂扫描和人工扫描的方式,对同一块量块进行测量,具体如下:
试验选取一块长方体量块作为实验对象,用万能工具显微镜和自动化测量系统分别对其进行测量,测量过程如图6、图7 所示。万能工具显微镜测量范围:(200×100)mm,最大允许误差:±1μm,自动化测量系统测量允许误差:±(0.1mm+0.06mm/m)。万能工具显微镜测量准确度远高于自动化系统,在本次验证过程中,由万能工具显微镜测量出来的值可作为参考标准值使用。验证过程按照规范要求操作,对量块的长、宽、高分别进行测量,取三次测量的平均值作为测量结果,测量结果如表1、表2 所示。
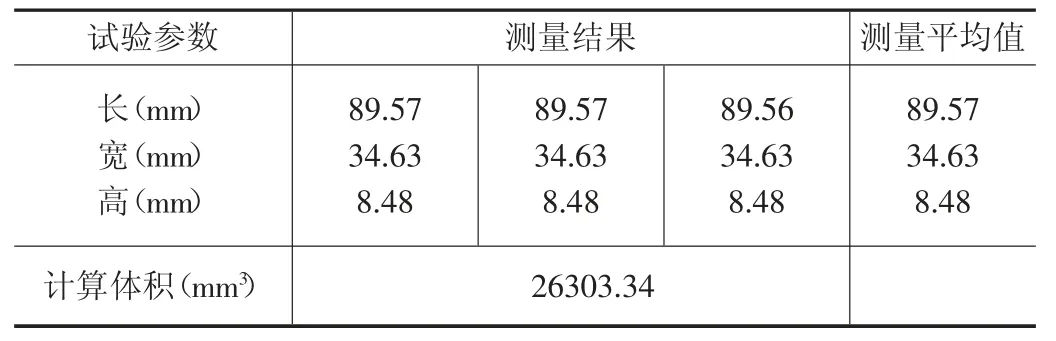
表1 万能工具显微镜测量结果
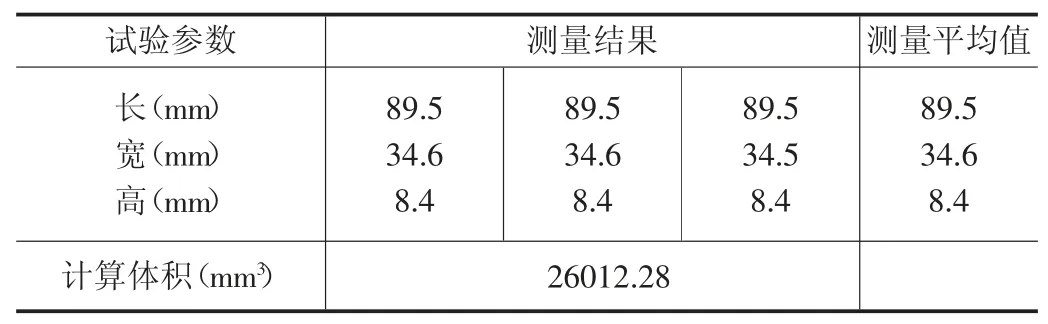
表2 自动化测量系统测量结果
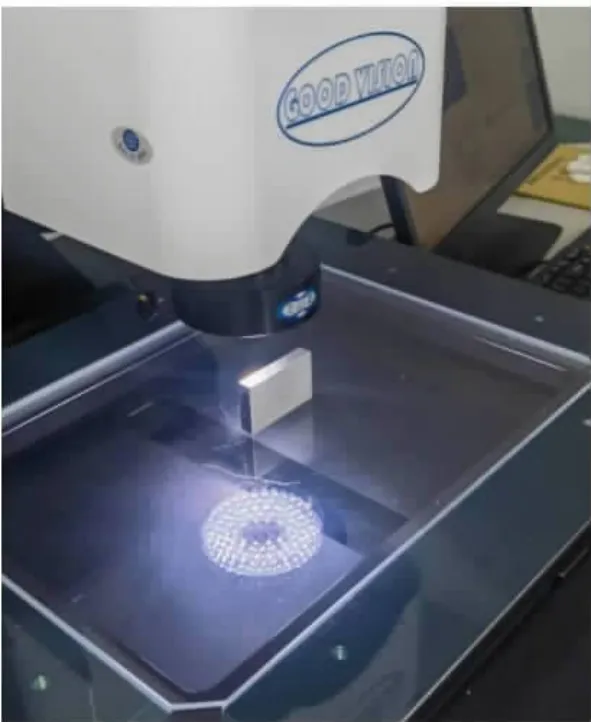
图6 万能工具显微镜测量过程

图7 自动化测量系统三维扫描点云数据
由表3 的测量结果数据分析可知,最大误差为-0.08mm,在系统最大允差要求范围内。采用机械臂和人工手持扫描仪对同一块量块进行扫描,经过试验后发现,两种不同方式的扫描结果几乎一致。由此可知,扫描仪作为系统主要采集单元,是系统误差的主要来源,其测量准确度满足要求。
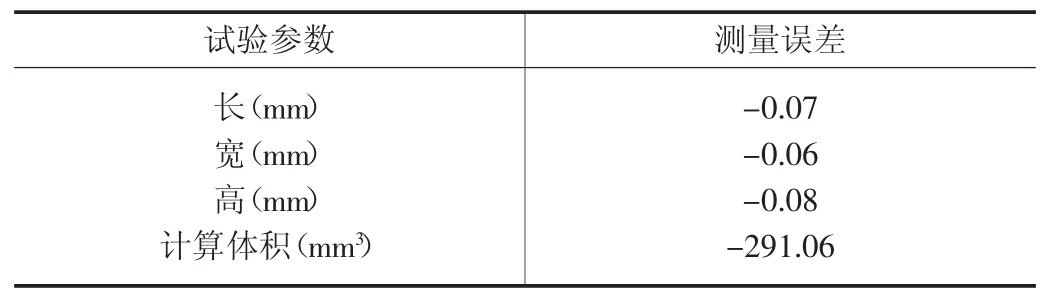
表3 测量结果数据分析
3 结束语
本文针对当前商品过度包装检测面临的问题,采用三维扫描技术,结合六自由度机械臂自动扫描技术,研究设计了自动化体积测量系统,通过对测量系统硬件部分和软件功能的详细阐述,并进行系统测量准确性的试验验证,试验表明系统能够满足实际使用需求,可实现商品软包装和不规则物体体积的高精度测量,同时具备商品过度包装智能化识别的功能,可以更准确、高效,实现测量过程自动化。自动化体积测量系统的建成能有效解决市场监管者在日常检验过程中遇到检测数据难获取、数据处理复杂、判定结果慢等问题,极大提高检测人员工作效率和工作质量。通过改变传统的测量方式,给检测人员提供更多检测方案选择,同时也在保障广大消费者利益、减少包装材料浪费、节约资源保护环境等方面具备较大的经济效益和社会效益。
