基于分类抽样的发动机总装检验优化
2024-01-01于吉锴
【摘要】目前航空发动机总装检验过程中存在诸多痛点,线性的装配检验方式灵活性低、适应性较差,同时对人的需求极高,极易产生错检、漏检,对装配节拍以及周期有极大的影响。本文设计了一种基于分类抽样的发动机总装检验方案,通过对检验对象的分类,针对不同对象设计检验方案,以此为基础规划了基于分区的检验路径,通过对方案的分析及验证,证明了抽样检验方案的合理性,提升了总装检验的精确性和可靠性。
【关键词】发动机总装检验;抽样检验;分类抽样
【DOI编码】10.3969/j.issn.1674-4977.2024.04.046
Optimization of Engine Assembly Inspection Based on Classification Sampling
YU Jikai
(Shenyang Engine Research Institute ofAECC, Shenyang 110015, China)
Abstract: There are many pain points in the current aviation engine final assembly inspection process. The linear assembly inspection method has low flexibility, poor adaptability, and extremely high human demand, which is prone to errors and omissions, and has a great impact on the assembly rhythm and cycle. This article proposes a classification sampling based engine final assembly inspection plan. By classifying the inspection objects and designing inspection plans for different objects, a partition based inspection path is planned based on this. Through analysis and verification of the plan, the rationality of the sampling inspection plan is proved, and the accuracy and reliability of the final assembly inspection are improved.
Keywords: engine assembly inspection; sampling inspection; classification sampling
1分类抽样
抽样检验是一种基于统计学理论的,按照数理统计学的方法,在一批等待检验的大批量产品中,随机抽取一定数量的样本,对抽取的样本进行全数检验,再根据样本的检验结果对整个批次产品的质量情况进行统计评估,最终做出接受或拒绝该批产品的质量判定方法[1]。分类抽样是一种数学方法,用于从总体中抽取样本。首先,根据个体的特征将总体分为若干个子总体,每个子总体被称为一类。然后,从每一类中按照一定比例随机抽取个体,以形成一个样本。这种方法适用于总体由差异明显的几部分组成的情况,通过事先了解的信息来提高样本的代表性。分类抽样结合了科学分组和随机原则的特点,确保每个个体被抽到的概率相等[2]。
2目前航空发动机总装检验现状
航空发动机装配过程主要包含部件装配、核心机装配/传装装配、总装装配。其中,部件装配是将各个零件装配为部件单元体的过程,一般包括组装、平衡等工序;核心机装配是指将高压压气机、燃烧室、高压涡轮组成核心机单元体的过程;传装是将发动机除外部管路、附件之外的其余组成单元体装配成发动机主机的过程;总装装配是将附件、外部管路、电缆等装配成整机的装配过程。航空发动机总装是发动机装配过程中的最后一个环节,在总装过程中将附件及管路电缆精确安装到发动机主机外部是工艺的核心内容,也是工艺的难点和薄弱点。总装过程相较于部件装配、传装等工序,手工操作工序多、自动化程度低。近年来,随着视觉检测技术的发展,部分检测能够通过设备开展,但距离人工检测的水平依旧差距较大。人工检查为主的发动机总装检验仍是对总装质量进行控制的最重要手段。
航空发动机总装流程通常按照一定的顺序进行,每个步骤都有特定的装配要求和标准,以确保发动机的正确装配和配合。在总装流程中,每个步骤都需要进行相应的检验工作,以确保装配的质量和精度。从工艺流程来看,总装工作呈线性分布,即每个装配步骤都按照一定的顺序进行,前一步的完成是下一步开始的前提。按照目前的检验方式,检验工作也伴随呈现线性分布。每个装配步骤完成后,都需要进行相应的检验工作,以确保该步骤的装配质量。这种线性分布的装配和检验方式有助于确保发动机的质量和性能,同时也便于对整个装配过程进行管理和控制。
虽然线性的方式在确保发动机质量和性能方面具有一定的优势,但也存在一些问题。在此模式下,每个装配步骤都需要等待前一步骤的检验工作完成,这可能导致整个装配过程的时间较长。在目前科研生产任务日趋繁重的情况下,线性方式无法满足快速交付的需求。此外,线性的装配和检验方式对于装配过程中的灵活性和适应性较低。在实际生产过程中,可能会遇到突发情况或变更,需要相应地调整装配和检验计划。然而,线性方式可能较难适应这种变化。为了进一步提高生产效率和灵活性,需要对检验方法进一步优化,以适应高强度的装配检验需求。
3总装检验分类抽样方法
3.1分类方法
航空发动机总装检验虽然呈现一定的线性分布,但由于其特殊性,检验方式对于问题发现和纠正并不会对后续的工序造成限制。如果在后续步骤中发现前面步骤的问题,不需要彻底回溯之前的装配和检验工作。实施总装分类抽样的检验模式对时间和成本的影响可控,不会对整个生产进度造成延误。
按照目前常见的航空发动机外部结构,发动机外部总装检验点数以千计。根据检验对象,将总装检验分为文实相符性检验和常规检查,其中文实相符性是装配前的必要检查环节,原则上不执行抽样检验,本文不予以分析。常规检验根据总装检查对象,分为力矩、卡箍、保险丝、锁片、开口销、管路间隙、堵头堵盖及高低压转子灵活性检验八类。
3.2分区方法
为了更好地便于现场人员执行检验,基于目前的主流航空涡扇发动机,将发动机总装检验区域进行分区。将发动机按照45度线划分为4个区,如图1所示;以发动机主要承力部件的安装边为分界面,沿轴向以中介机匣和涡轮后机匣划分为3个区,如图2所示。按照该原则整个发动机可以分为12个区。具体分类检查过程中,按照原则优先分区进行。

3.3抽样方案设计
按照一般的抽样原理,对M个检验点中随机抽取N个样本进行检测,发现有K个样本合格,则该台发动机的随机抽检合格率R=K/N。当随机抽取的样本数量N足够大,则随机抽检合格率R在一定的概率水平条件下,就可以代表发动机的装配合格率水平。运用这一随机抽检合格率,就能很好地评价发动机的装配质量。
按照GB/T 2828.1—2012《计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》,确定一个抽样检验方案(n,Ac Re),其中n代表样本量,Ac代表接收数,Re代表拒收数,当不合格数小于等于接收数,判定该批接收;不合格数大于等于拒收数Re,判定该批拒收。按照抽样方案设计原则,抽样方案设计过程需要确定批量N,确定检验水平IL,接受质量限AQL。
3.3.1批量N的确定
发动机装配过程,“批”的确定是基于提交检验的批,可能由几个生产批或生产批的一部分组成。依据装配过程的特点,同一发动机的一个机件或一类机件在完整工序中产生的同一特性数量可以被视作一个批。基于上述定义,发动机装配过程的批量N指的是同一发动机的一个机件或一类机件在装配过程或独立特性确定过程的总和[3]。
3.3.2接受质量限AQL的确定
发动机装配过程形成多种质量特性,根据经验及可接收缺陷数,将发动机总装检验项目接收质量限AQL确定为1.5%。其他检验项目可根据不同质量特性质量水平统计值及在后续试验过程可控制程度和对试验影响程度确定不同的AQL。
3.3.3检验水平IL的确定
按照检验项目,管路接口检验、管路间隙、紧固件力矩三类项目采用特殊检验水平S-4。其余抽检项目采用一般检验水平Ⅱ级。在初始检验阶段,因对产品质量不确定,采用一次抽样检验方案,本文不开展转移规则设计。
3.4检验路径设计
为优化检验路径,真实实现检验环节的减人减负,实现检验工作的高效高质,将检验过程按照检验点分类整合的原则开展路径设计。对总装检验而言,以不可调整、不可复验的检验工作为基点,将其余检验工作调整工作顺序,整合并入该部分检验点。
以总装检验项目分类为检验路径设计基础,包含文实相符、力矩、卡箍、保险丝、锁片、开口销、管路间隙、堵头堵盖及高低压转子灵活性检验九类。按照发动机装配用途和装配工序确定各项目检验时机如下:1)文实相符在集件后检验;2)管路接口力矩检验可在发动机打保险前完成检验;3)卡箍装配检验时机为发动机装配后;4)保险丝锁紧、锁片的检验时机在发动机装配完成后检验;5)活动机构连接防松用开口销在发动机装配完成后检验;6)管路间隙、堵头堵盖及高低压转子灵活性检验时机为发动机装配完成后。
在实际执行过程中,允许按照检查路径检验时,单项目或多项目结合检验。在总装完成集件后,开展文实相符检验;在管路等接口连接结束后,开展管路接口力矩检验;在发动机装配完成后,执行卡箍、保险丝锁紧、锁片、开口销、管路间隙、堵头堵盖及高低压转子灵活性检验,该部分检验可组合执行。
4方案数据验证
按照设计的分类抽样检验方案,在装配现场开展实际的试点应用。按照某发动机外部设计,按照分类抽样原则,设计的抽样检验方案如表1所示。
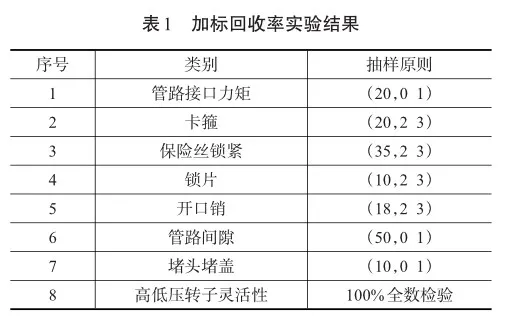
采用OC曲线对上述的抽样方案进行验证。同步按照上述抽样检验方案,现场对发动机开展模拟运行。以管路接口力矩的抽样方案(20,0 1)为例,采用二项式计算接受概率,绘制OC曲线,如表2、图3所示。

从曲线中可以看出,当装配质量变坏时,接收概率迅速下降,当不合格品率为10%时,此方案以低概率12.16%接收。通过对以上抽样方案验证,证明以上抽样方案是较为合理的。
5结束语
本文深入探讨了分类抽样方法在航空发动机总装检验中的应用,并据此设计了一套总装抽样检验方案。该方法基于航空发动机总装检验的对象,对不同对象设计抽样检验方案,同时,为方便检查者实现过程,通过对发动机外部进行分区,设计了分类分区的检验方案,提升了总装检验的精确性和可靠性,为航空发动机的制造和质量控制提供了有力的保障。这一方案的设计思路和实践经验,对于航空发动机部件装配、传装等其余装配检验过程的设计也具有积极的参考意义,有助于推动整个航空发动机制造行业的质量提升和技术进步。
【参考文献】
[1]贾玻,刘文轩,王瑞丰,等.批产航天产品抽检方案应用探究[J].军民两用技术与产品,2023(11):56-59.
[2]郑京伟.分层抽样法在高速岔枕关键尺寸抽样检验中的应用[J].铁道技术监督,2021,49(5):31-34.
[3]孟凡斌,范顺昌.抽样检验在发动机装配检验中的应用[J].上海质量,2024(2):53-58.
【作者简介】
于吉锴,男,1974年出生,高级工程师,硕士,研究方向为检验检测、质量管理等。
(编辑:于淼)