洗涤产品生产环境与生产工艺的微生物风险分析
2023-12-30杨秀茳孙廷丽刘丽瑜邓小锋刘永龙
杨秀茳,李 东,孙廷丽,刘丽瑜,邓小锋,刘永龙*
1.广东迪美生物技术有限公司,广东省防霉抗菌工程技术研究中心,广东 广州 510535;2.广东省科学院微生物研究所,广东省微生物分析检测中心,华南应用微生物国家重点实验室,广东 广州 510070
洗涤剂生产工艺简单,一般在非洁净环境下进行生产,容易在生产过程中引入微生物,从而形成产品污染风险。广东省3—5月份气温回暖,空气湿度大,非常适宜微生物的生长繁殖,产品污染的风险也会增加。因此,加强对生产环境、原材料和生产设备的清洁并进行微生物控制以减少产品生产过程中的污染是洗涤剂生产过程中非常重要的环节。为获取微生物分布的基础数据、帮助工厂识别微生物风险点并评价防腐体系的有效性,本文对广东省某洗涤剂厂3—5月的生产环境和生产过程中的微生物风险进行了采样分析,对污染风险菌进行了分子生物学鉴定并对产品进行了防腐功效测试。通过调查研究,可以掌握生产环境中的微生物分布状况,帮助工厂识别污染风险点和潜在污染源,避免因大面积污染引起的经济和社会损失,同时为污染产品的溯源提供依据。
1 材料与方法
1.1 材料
微生物培养基:营养琼脂培养基(NA)、沙氏琼脂培养基(SDA),购于广东环凯微生物科技有限公司;标准菌株:铜绿假单胞菌(Pseudomonas aerugimosa)ATCC 9027、大肠埃希氏菌(Escherichia coli)ATCC 8739、金黄色葡萄球菌(Staphylococcus aureus)ATCC 6538、 洋葱伯克霍尔德氏菌(Burkholderia cepacian)ATCC 25416、日沟维肠杆菌(Enterobacter gergoviae)ATCC 33028、白假丝酵母(Candida albicans)ATCC 10231、黑曲霉(Aspergillus niger)ATCC 16404、平滑正青霉(Eupenicillium levitum)ATCC 10464,购于广东省微生物菌种保藏中心;DNA 快速提取试剂盒(D7113-01),购于Magen 公司;防腐剂CJ-2,由广东迪美生物技术有限公司提供。
1.2 仪器
环凯HKM-II 型空气浮游菌采样器(广东环凯微生物科技有限公司);灭菌锅(LDZF-75KB-Ⅱ);生化培养箱(SHP-250);超净工作台(HDL APPARATUS);基因扩增仪(ETC 811)。
1.3 试验方法
1.3.1 生产环境采样方法
3—5月份按每月一次的频率分别对某洗涤剂厂的空气、水样、原材料、设备表面和包装材料进行采样检测。生产环境的空气参照《GB 16293-2010 医药工业洁净室(区)浮游菌的测试方法》中的标准;生产用水参照《GB/T 5750.2-2006 生活饮用水标准检验方法水样的采集和保存》中的标准;设备表面和包装材料采样方法参照《GB 15979-2002 一次性使用卫生用品卫生标准》中的E2,采样面积5.0 cm×5.0 cm;采样结束后按照《化妆品安全技术规范》(2015年版)测定所采样品的菌落总数[1-4]。
1.3.2 生产过程取样方法
用无菌取样瓶对生产过程的每一关键步骤重复取样3 次,于当天、第1 天和第5 天按照《化妆品安全技术规范》(2015年版)进行菌落总数的检测[4]。
1.3.3 菌种鉴定与最小抑菌浓度(MIC)的测定
将采集到的样品中分离得到的单菌落进行纯化培养后,按照DNA 提取试剂盒的说明书提取污染菌总DNA,利用细菌的通用引物16sRNAF:5’-AGAGTTTGATCATGGCTCAG-3’, 16sRNAR: 5’-TAGGGTTACCTTGTTACGACTT-3’进行PCR 扩增,扩增条件为: 预热95℃,4 min,变性94 ℃,50 s,退火54 ℃,40 s,延伸72 ℃,1 min30 s,循环30 次,最后延伸72 ℃,10 min。对扩增序列进行测序,结果通过BLAST 比对分析。同时参照《消毒技术规范》2.1.8.3 的琼脂稀释法对该洗涤剂厂所用防腐剂CJ-2 进行最小抑菌浓度(MIC)的测定[5]。
1.3.4 生产成品的防腐挑战试验
选择两个香型的5 个成品进行防腐挑战试验,试验方法参考美国材料实验协会标准ASTM E640的防腐功效测试方法[6]。在测试过程中,每个成品分为三份:一份接种标准细菌(大肠埃希氏菌ATCC 8739、金黄色葡萄球菌ATCC 6538、铜绿假单胞菌ATCC 9027、洋葱伯克霍尔德氏菌ATCC 25416、日沟维肠杆菌ATCC 33028),一份接种标准真菌(白假丝酵母ATCC 10231、黑曲霉ATCC 16404、平滑正青霉ATCC 10464),一份接种污染优势菌。
2 结果与讨论
2.1 生产环境的采样结果
2.1.1 空气采样结果
对该洗涤剂厂的12 个生产区域空气中的浮游菌含量进行了检测,结果见表1。检测结果显示,12个采样位点的空气中均检测到了浮游菌,特别是在乳化间和生产车间,分别在4月份和5月份检测到了较多的浮游菌,分别为2 010 CFU/m3和2 030 CFU/m3,其余位点检测到的浮游菌总数均<1 000 CFU/m3。参考《化妆品生产企业卫生规范》对生产过程中的空气质量进行评判,结果表明,制水间、打料间、灌装间和储罐区的空气质量均合格,乳化间和生产车间的空气质量分别在4月份和5月份检测为不合格,存在微生物污染风险。建议对两个风险点的空气进行紫外灯照射或喷洒雾化消毒剂消毒,并监测消毒效果[7]。
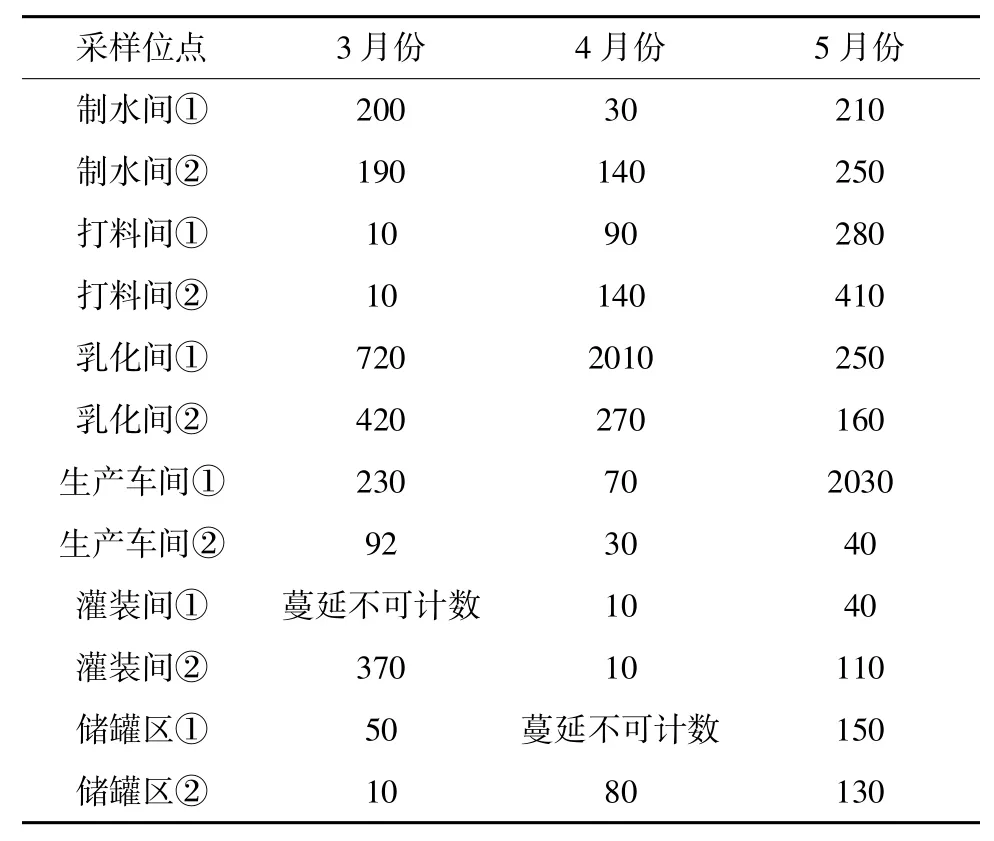
表1 空气中的浮游菌总数单位:CFU/m3
2.1.2 水样采样结果
对该洗涤剂厂的生产用水、过滤膜后水、水储缸水和打料水进行采样检测,结果见表2。结果显示,3月份有5 个水样的微生物菌落检出量在102~103CFU/mL 之间,4月份有2 个水样的微生物菌落检出量在104~105CFU/mL 之间,5月份有3 个水样的微生物菌落检出量在104~105CFU/mL 之间。参考《化妆品生产企业卫生规范》,生产用水的水质应达到《国家生活饮用水卫生标准》(GB5749-2006)的要求(pH 除外),即菌落总数应小于100 CFU/mL,3 个月份的水样均存在超标现象,3月份的超标率较高,达62%,4月份和5月份超标率较低,分别为25%和38%。从检测结果可知,该洗涤剂厂的生产用水存在较大的污染风险,建议加强对水质卫生的监管,交替使用二氧化氯和次氯酸钠进行定期消毒并监测消毒效果。

表2 生产用水中的微生物检测结果单位:CFU/mL
2.1.3 设备表面采样结果
对生产设备的打料缸、配料罐、灌装线和储罐的表面进行采样检测,结果见表3。检测结果显示,10个采样位点连续3 个月未检出微生物,说明该洗涤剂厂生产设备表面的卫生状况良好,污染风险低。
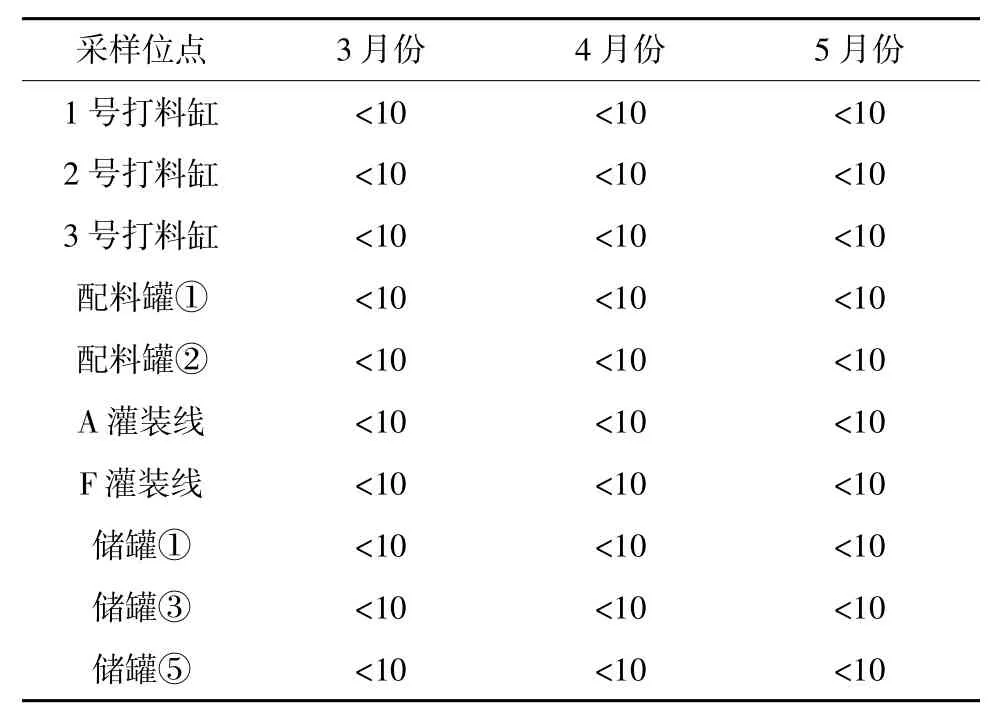
表3 生产设备表面微生物总数 单位:CFU/样本
2.1.4 原材料与包装瓶采样结果
检测了3 个批次的生产原材料和包装瓶,见表4。检测结果显示,15 个采样位点均未检出微生物,说明该洗涤剂厂原材料和包装瓶的卫生状况良好,污染风险低。
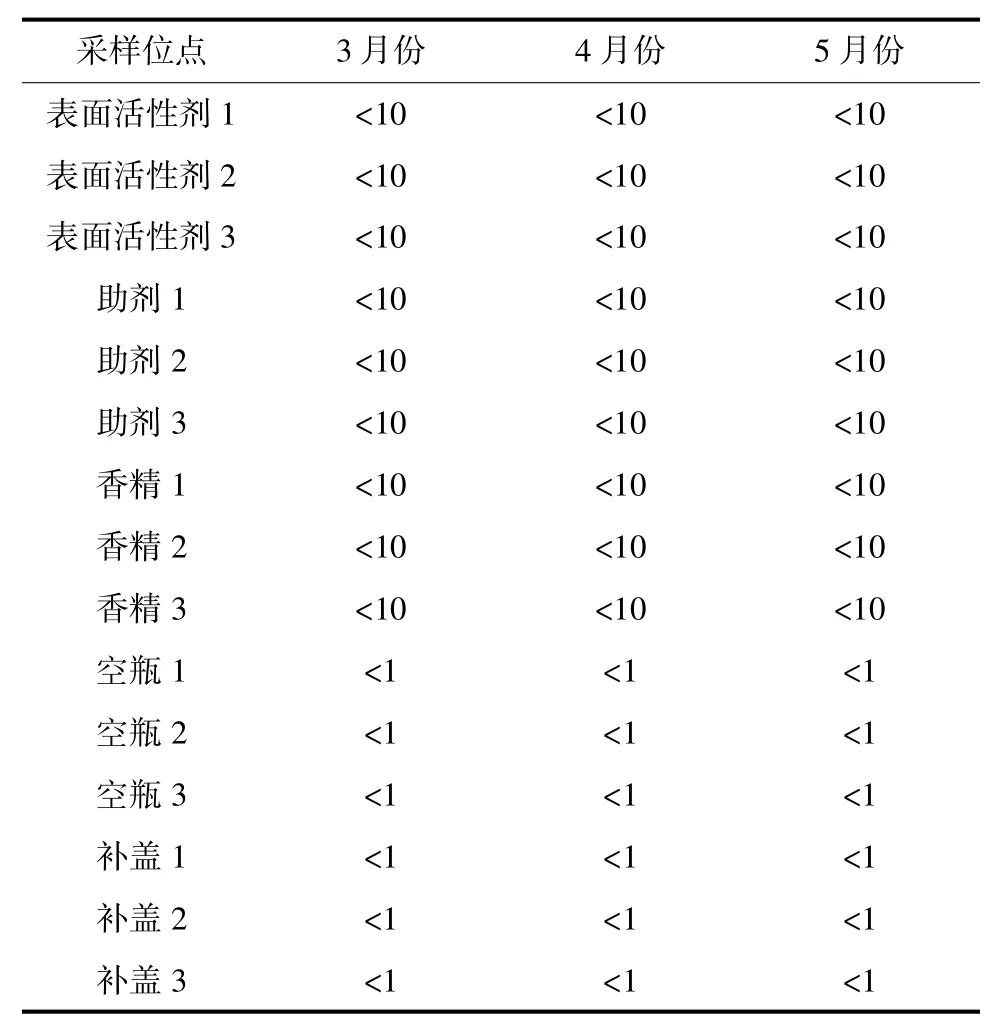
表4 生产原材料和包装瓶微生物总数单位:CFU·g-1(原材料)或CFU/样本(包装瓶)
2.2 生产过程取样结果
为找到生产过程中容易引入污染的步骤,从源头控制产品质量以避免出现风险,对两种香型的洗涤剂生产过程中的每个步骤分别进行了3 次取样检测,分析生产过程中的污染风险点及易感微生物,微生物检测结果见表5 和表6。
通过表5 和表6 的数据分析,发现两种香型的洗涤剂产品在加入活性物和助剂的步骤中检测到微生物,且在放置1 d 和5 d 后的复检中,微生物呈现迅速繁殖的趋势。这说明在产品生产过程中,特别是在上述步骤中存在较高的微生物污染风险。同时,结果也提示,在非无菌生产的条件下,两种香型的配方体系都易受到微生物的影响,因此在生产当天需采取有效的防腐措施,以预防微生物在产品中增殖。结合空气中偶有微生物超标和芽孢检出、水样检测中频繁有菌的情况,分析该污染风险可能来源于生产用水、生产罐、生产器具、中转器具、环境或操作因素,需要加强对生产用水和生产环境的消毒控制,同时加强对生产过程中微生物风险的控制。
2.3 防腐剂及防腐体系的有效性验证
对取样检出的微生物进行了菌种鉴定和MIC测试,结果见表7。研究发现,从风险点共检出25 株细菌,其中肺炎克雷伯氏菌和阴沟肠杆菌为优势菌种,分别有9 株和7 株,其余菌种包括烟草肠杆菌3株、无丙二酸柠檬酸杆菌3 株以及粘质沙雷氏菌、食二氮植物杆菌和铜绿假单胞菌各1 株。有趣的是,所有检测到的菌株对洗涤剂厂所用防腐剂CJ-2 的平均MIC 值均<0.01%。这一结果表明,该防腐剂在该洗涤剂中表现出高效抑菌活性,且远低于建议使用量的0.05%~0.1%。因此可以得出结论,环境中的微生物对该防腐剂在该洗涤剂中未表现出耐药性,显示出了该防腐剂在维持产品品质和生产环境卫生方面的有效性。

表7 微生物种群鉴定及平均MIC 值
为验证防腐体系对微生物,尤其是环境中的风险微生物的有效性,我们进行了防腐挑战试验,选择香型Ⅰ洗涤剂的3 个产品和香型Ⅱ洗涤剂的2 个产品进行测试,具体结果见表8。试验结果表明,这5个产品在面对标准细菌、标准真菌和优势菌(肺炎克雷伯氏菌和阴沟肠杆菌)的挑战中,均通过了测试。在添加菌液3 d 后,微生物数量迅速下降至未检出水平,并在接下来的28 d 内持续保持未检出状态。这说明目前工厂采用的防腐体系能够有效地抵御微生物的侵袭,虽然在生产过程中可能会引入少量微生物,但通过在生产当天立即添加杀菌剂和防腐剂,可以有效杀灭引入的微生物。因此,正确使用防腐剂及防腐体系可以有效控制并降低产品产生继发性污染的风险。

表8 两种香型生产成品挑战试验结果
3 结论
该洗涤剂厂对生产设备、原材料和包装材料的微生物污染控制得较好,在微生物检测中均未检出,对产品的污染风险较低;对空气和生产用水的微生物污染控制较差,空气检测在4月份和5月份存在超标现象,对产品存在潜在威胁。水样中检测出较多的微生物,3 个月份的抽检中均存在超标现象,检出量在102~105CFU/mL 之间。水是生产洗涤剂的重要原材料,也是微生物生存繁殖的必要营养物质之一,生产用水中的微生物会直接进入产品且在营养丰富的产品中快速繁殖,对产品有直接污染的风险。因此,要加强对生产用水的微生物控制。对生产过程中每一关键步骤的取样检测结果显示,生产过程中的风险点在于加入活性物和助剂的步骤,应重点对其进行控制。从风险点分离鉴定的菌种主要是肠杆菌科的菌种,其中优势菌为肺炎克雷伯氏菌和阴沟肠杆菌,两者均为条件致病菌,多引发医源性感染,临床上对抗生素的耐药性日趋严重[8-13]。文献资料显示,日化用品中也常有肺炎克雷伯氏菌检出[14-16],阴沟肠杆菌则较少检出[17],两种菌株均未见对日化常用防腐剂产生耐药性的报道。检出菌种对该洗涤剂厂所用防腐剂CJ-2 的MIC 值均<0.01%,低于实际添加量。对5 个生产成品进行了标准菌株和优势风险菌株的防腐挑战试验,结果均通过了挑战,结合生产过程的结果进行分析,说明所添加防腐剂的防腐性能良好,可有效防御微生物污染。因此,建议工厂定期开展微生物检测工作,合理有效地采取消毒预防措施并添加防腐剂,建立有效的防腐体系,全方位控制微生物污染,以减少微生物污染带来的危害和损失。