Origin of extension twinning-mediated static recrystallization and unique parallel alignment of (0001) poles to transverse direction in Mg-3Al-0.4Mn (mass%) alloy sheet
2023-12-27NktXuGengKmdo
T.Nkt ,C.Xu ,L.Geng ,S.Kmdo
aNagaoka University of Technology, 1603-1, Kamitomioka, Nagaoka 940-2188, Japan
b School of Materials Science and Engineering Harbin Institute of Technology, Harbin 150001, China
Abstract The origin of unique parallel alignment of (0001) poles to transverse direction (TD) was investigated using Mg-3Al-0.4Mn (mass%)alloy sheets rolled with different process conditions.When rolling was performed with intermediate reheating,the alloy showed a sluggish static recrystallization (SRX) behavior during post-annealing,facilitating the nucleation and growth of statically recrystallized grains from extension twins.This resulted in the apparent texture component with the parallel alignment of the (0001) poles to the TD,and the sheet exhibited good ductility for both the rolling direction (RD) and TD.In contrast,continuous rolling without intermediate reheating led to the formation of severely deformed regions near double twins.SRX was promoted at such regions,forming a typical basal textural feature with weak RD-split of the (0001) poles.Although extension twins were formed after the continuous rolling,SRX was facilitated at the severely deformed regions with double twins,and the formation of the unique alignment of the (0001) poles to the TD was suppressed.The RD-split texture led to the large elongation to failure along the RD,while it along the TD decreased owing to the narrow distribution of the (0001)poles toward the TD,resulting in the in-plane anisotropy in ductility.
Keyword: Magnesium;Rolling;Twinning;Static recrystallization;Texture.
1.Introduction
Weight reduction is a key concept for designing automobiles because of the emissions of CO2gas and resultant climate change [1].While Fe is a common material for structural components of automobiles,Mg has the great potential to achieve significant weight reduction because the density of Mg is approximately 78% lighter than that of Fe.[1].For the sheet application,excellent formability is necessary.This is because the sheet materials are deformed to achieve the shape of the final products.In particular,because the cost of the final products increases by the sheet forming at elevated temperature [2],formability at room-temperature (RT) is crucial.A typical rolled Mg-3Al-1Zn (mass%,AZ31) alloy showed a moderate 0.2% proof stress (0.2%PS) of~200 MPa,while its ductility is relatively low compared with that of Al alloy sheets.The elongation to failure (EF) of a AZ31 alloy sheet is 15%,while that of a commercial Al-Mg-Si alloy sheet is reported to be 20% [2].The limited ductility results in the poor formability,which hinders the application of Mg alloys for the automotive panel products such as door panel and roof.
The poor ductility and formability of Mg sheets are resulted from the strong parallel alignment of the (0001) poles to the normal direction of the sheet (ND) [3–5].This is called basal texture,which limits the deformation along the thickness direction by the basal slips.Indeed,the prismatic slips are active during uniaxial tension,resulting in moderate ductility.However,forming process such as bending and stretching generally includes plane strain deformation,which limits the deformation along the width direction.Under plane strain deformation,the activity of the prismatic slips is suppressed[6–8].Therefore,the mechanism for the weakening of the basal texture is studied extensively [9].
New rolling method is also proposed to introduce a high density of extension twins.Xin et al.have conducted rolling along the TD (side-rolling) using a basal-textured AZ31 alloy[14].This facilitates the occurrence of ETW,while this also cannot be used in thin sheets [9].To overcome this problem,Song et al.have used equal channel angular rolling and continuous bending [15].A specially designed die is attached to exit of roller,and a AZ31 alloy sheet is subjected to shear and bend deformation several times.This causes severe deformation,which facilitates the formation of extension twins such that the (0001) poles align parallel to the RD.However,the sheet is initially heated at an extremely high temperature of 550 °C,presumably owing to the softening of the material,which suppresses cracking during the severe deformation.A very small reduction ratio of 5% is also used.They indicate that the process has the risk for catching the fire,and productivity seems low.Moreover,large friction is expected between the surface of rolled sheets and die,particularly in the production of large-scale sheets.This may cause rough surface or stacking of the sheets during the process.Thereafter,scale-up is difficult,and commercial rolling is desired for facilitating ETW.
Indeed,ETW occurs during commercial rolling process,while it is demonstrated that SRX is not preferred from extension twin [16,17].During rolling process,other types of twinning such as 101 compression twinning (CTW) and 101-102 double twinning (DTW) are introduced.Further,the deformation is localized,which forms severely deformed regions.Double twins and the severely deformed regions promote SRX during post-annealing,which also contributes to the texture weakening [16–18].However,the tilting angle of the (0001) poles of the statically recrystallized grains (SRX grains) is relatively small.The (0001) poles generally tilt approximately 15–30° from the ND,and this cannot enhance the activity of ETW during the in-plane plastic deformation of rolled Mg sheets [19].
Although SRX from extension twin is difficult during commercial rolling process,we have recently found the occurrence of anomalous textural feature [10,20].The (0001) poles tilt approximately 90°from the ND.Although the detailed observation is needed,such the inclination can be interpreted as the lattice rotation by ETW.Further,our previous works suggest that ETW-mediated texture weakening can be achieved without non-commercial processing such as pre-compression,side-rolling,etc.In this work,a Mg-3Al-0.4Mn (mass%,AM30) alloy sheet,which is designed as a new Mg alloy for the sheet application [21,22],was rolled using two different conditions to unveil the underlying mechanism of SRX by ETW.The sheet was rolled using two different conditions,and microstructural development during SRX was systematically investigated by electron backscattered diffraction (EBSD).
2.Experimental procedure
A direct-chill-cast AM30 alloy was homogenized at 415°C for 2 h and at 500 °C for 12 h under an Ar flow,followed by water quenching.The alloy was cut into plates with a length,width,and thickness of 100 mm,130 mm,and 10 mm,respectively.After preheating the plates at 220 °C for 0.5 h,hot-rolling was conducted without intermediate reheating to obtain sheets with a thickness of 2 mm using the roller temperature,rolling speed,and reduction per pass of 220 °C,5 m/min,and 20%,respectively.The roller temperature was maintained using induction heated jacket rolls (TOKUDEN CO.,LTD.),and the sheet was rotated 180° around the TD after each rolling pass to simulate reverse rolling process [23].The 2 mm-thick sheets were annealed at 500 °C for 1 h,followed by water quenching.Additional rolling step was conducted to obtain sheets with a thickness of 1 mm using two different conditions,as shown in Fig.1.Some sheets were rolled with intermediate annealing at 500 °C for 0.5 h after each rolling pass (Fig.1(a)),and this was denoted as RE(rolling with reheating) process,while the remaining sheets were rolled continuously (Fig.1(b)),which was denoted as CR (continuous rolling) process.During the RE process,the sheets were preheated at 220 °C for 0.5 h before each rolling pass.In contrast,in the CR process,the sheets were preheated at 220 °C for 0.5 h only before the first rolling pass.The roller temperature,rolling speed,and reduction per pass were 220 °C,5 m/min,and 20%,respectively.Throughout the rolling,the sheet was rotated 180° around the TD after each rolling pass.The 1 mm-thick rolled sheets were finally annealed at 350 °C for 1 h,followed by water quenching.
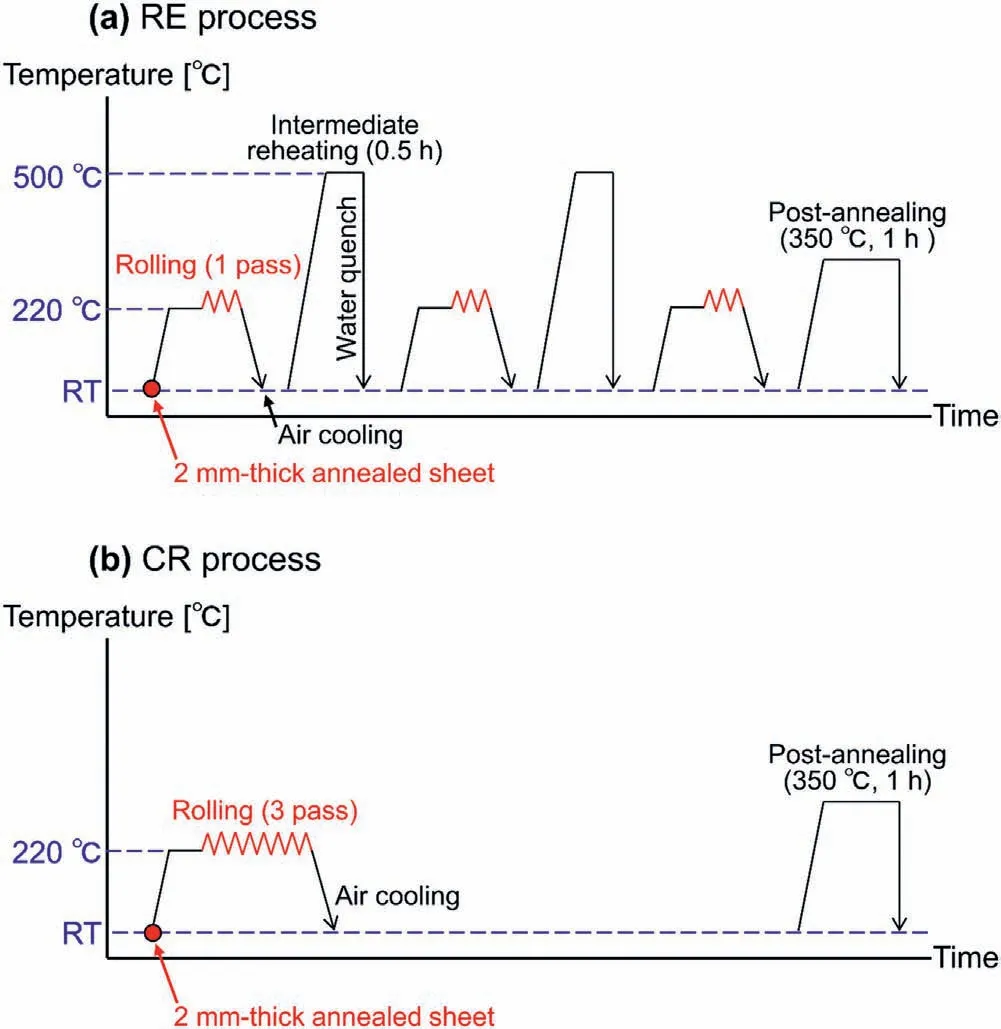
Fig.1.Schematic drawings of (a) RE and (b) CR process.
Uniaxial tensile test was conducted after the post-annealing on a universal testing machine (Shimadzu,AGX-50kNVD).The changes in the length and width were measured by a noncontact video-type extensometer.The gage length and width of the tensile test specimens were 20 mm and 4 mm,respectively.The loading direction was parallel to the RD and TD.The initial strain rate was 10-3s-1.Lankford value (r-value),r,was estimated by the following equation.
whereεLandεware the plastic strain in length and width,respectively.The test was repeated at least twice for each condition.
Microstructure was characterized by EBSD and transmission EBSD (tEBSD) on a scanning electron microscope(JEOL,JSM-7000F) with a TSL EBSD system.The step size was changed from 0.03 to 2.0 μm,and hexagonal grid was used.Quasi-in-situ analysis was conducted to investigate the SRX behavior in a manner similar to that in our previous work [18].Initially,EBSD measurements were performed on the as-rolled samples.The analyzed area was 210×210 μm2.The samples were annealed at 350 °C using an infrared vacuum furnace (THERMO RIKO CO.,LTD.,IVF198W).Subsequently,EBSD measurements were conducted again.The EBSD observation was performed on the center plane perpendicular to the TD.The samples were mechanically polished on ISPP-1000 (IKEGAMISEIKI) using SiC papers,alumina powders,and colloidal silica suspension,while for the tEBSD observation,a thin foil was prepared by twin jet polishing(TenuPol-5,Struers) and ion-milling (TEM Mill Model 1050)such that the center plane perpendicular to the ND could be analyzed.The twin jet polishing was performed at 90 V and~45–50 °C using a solution of methanol (1500 ml),2-butoxy ethanol(300 ml),magnesium perchlorate(33.5 g),and lithium chloride (15.9 g).The ion-milling was performed at 2 kV for~15 min.OIM Analysis V8.6 was used to analyze the EBSD and tEBSD data.Some data were rotated such that the microstructural features along the ND were shown.Clean-up procedure was not used,while confidence index(CI)was used to remove the uncertain data and the effect of second phase particles.The criteria of CI was 0.1 for the standard EBSD.In contrast,CI below 0.05 were ignored for tEBSD.This is because the band contrast becomes weak and noisy in tEBSD owing to the effect of the thickness of the thin film [24].The pole figure (PF) was calculated using a harmonic series expansion with a series rank of 16 in the software.The maximum intensity is described with the PF in this manuscript.For the quasi-in-situ analysis,kernel average misorientation(KAM)was calculated using a maximum misorientation of 5°,a constant step size of 0.3 μm,and 1st neighbor points with hexagonal grid.Grains with grain orientation spread (GOS)value below 1° were considered as SRX grains.
3.Results
Fig.2 shows nominal tensile stress-strain curves of the(a)RE-and(b)CR-processed samples,and ther-values at strain of 5%,10%,and 15% are shown in Fig.2(c).The 0.2%proof stress (0.2%PS),ultimate tensile strength (UTS),and elongation to failure (EF) in Table 1.Both the RE-and CRprocessed samples show the similar 0.2%PS along the RD,~150 MPa,while the 0.2%PS of the RE-processed sample is relatively low along the TD,126 MPa.The EFs of the REprocessed sample are 22.6% and 23.6% along the RD and TD,respectively.The CR-processed sample also exhibits a good EF of 25.5% along the RD,while it decreases to 20.1%along the TD,showing the anisotropy in ductility.

Table 10.2%PS,UTS,and EF of RE-and CR-processed AM30 alloy sheets.
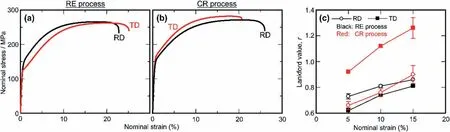
Fig.2.Tensile stress-strain curves of (a) RE-and (b) CR-processed AM30 alloy sheets. r-values at strain of 5%,10%,and 15% are shown in Fig.2(c).
Fig.3(a)shows an inverse pole figure (IPF) map and a(0001) PF of the(a)2 mm-thick sample (before RE/CR process).IPF maps and (0001) PFs of the(b)RE-processed and(c)CR-processed samples after the post-annealing at 350 °C are also shown in Figs.3(b,c).The average grain size of the 2 mm-thick sample is 25 μm,and the sample shows the weak RD-split texture.The (0001) poles are inclined by 20–30° toward the RD.Notably,the RE-processed sample has a unique textural component,which corresponds to the parallel alignment of the (0001) poles to the TD.Although the apparent intensity appears at the center of the PF,the distribution is scattered,which leads to the small maximum intensity.In contrast,the CR-processed sample shows the RD-split texture,which is similar to that of the 2 mm-thick sample.The (0001) poles incline toward the RD with the tilting angle of 20–30°.The sample also shows the narrow distribution of the poles to the TD,leading to the relatively high maximum intensity of the (0001) poles.Such textural features are frequently observed in commercial AZ31 alloy sheets rolled at moderate temperature [25,26].The average grain size of the RE-processed sample is 17 μm,whereas that of the CRprocessed sample is relatively fine,12 μm.
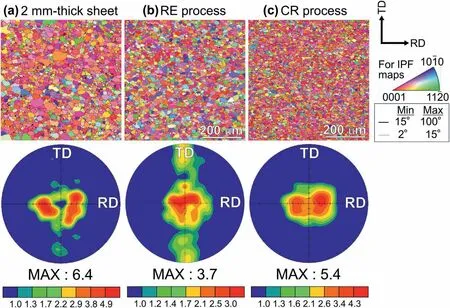
Fig.3.IPF maps and (0001) PFs of (a) 2 mm-thick AM30 alloy sheet (before RE/CR process) and post-annealed AM30 alloy sheets after (b) RE and (c)CR process.
The microstructural evolution during the RE process is summarized in Fig.4.Figs.4(a-c)show IPF maps,(0001)PFs,and band contrast (BC) maps.The IPF maps and (0001)PFs after the intermediate reheating at 500 °C are shown at the bottom,and the misorientation angle distributions of the as-rolled samples are calculated in Fig.5.In the BC maps,boundaries for double twins (38° 〈110〉±4°),compression twins (56° 〈110〉±4°),and extension twins (86°〈110〉±4°) are drawn in green-,blue-,and red-colored lines,respectively[27,28].Many twins are apparent after each rolling pass.The occurrence of twins is also evident from the abundant misorientation peaks at 35–40°,55–60°,and 85–90° (Fig.5).The similarity of the misorientation angle distributions of all the samples indicates the similar fractions of the twins.The non-indexed regions are observed in the BC maps,as indicated by the white circles.This means that the deformation is localized.Near such regions,a relatively high density of double twins (green-colored line) exists.After the intermediate reheating,the samples show the recrystallized microstructure,and the maximum intensity of the(0001)PFs decreases.Moreover,the unique parallel alignment of the(0001) poles to the TD is apparent even in the 1 pass-rolled and reheated sample.Such textural feature is preserved after the 2 pass-rolling and subsequent reheating.
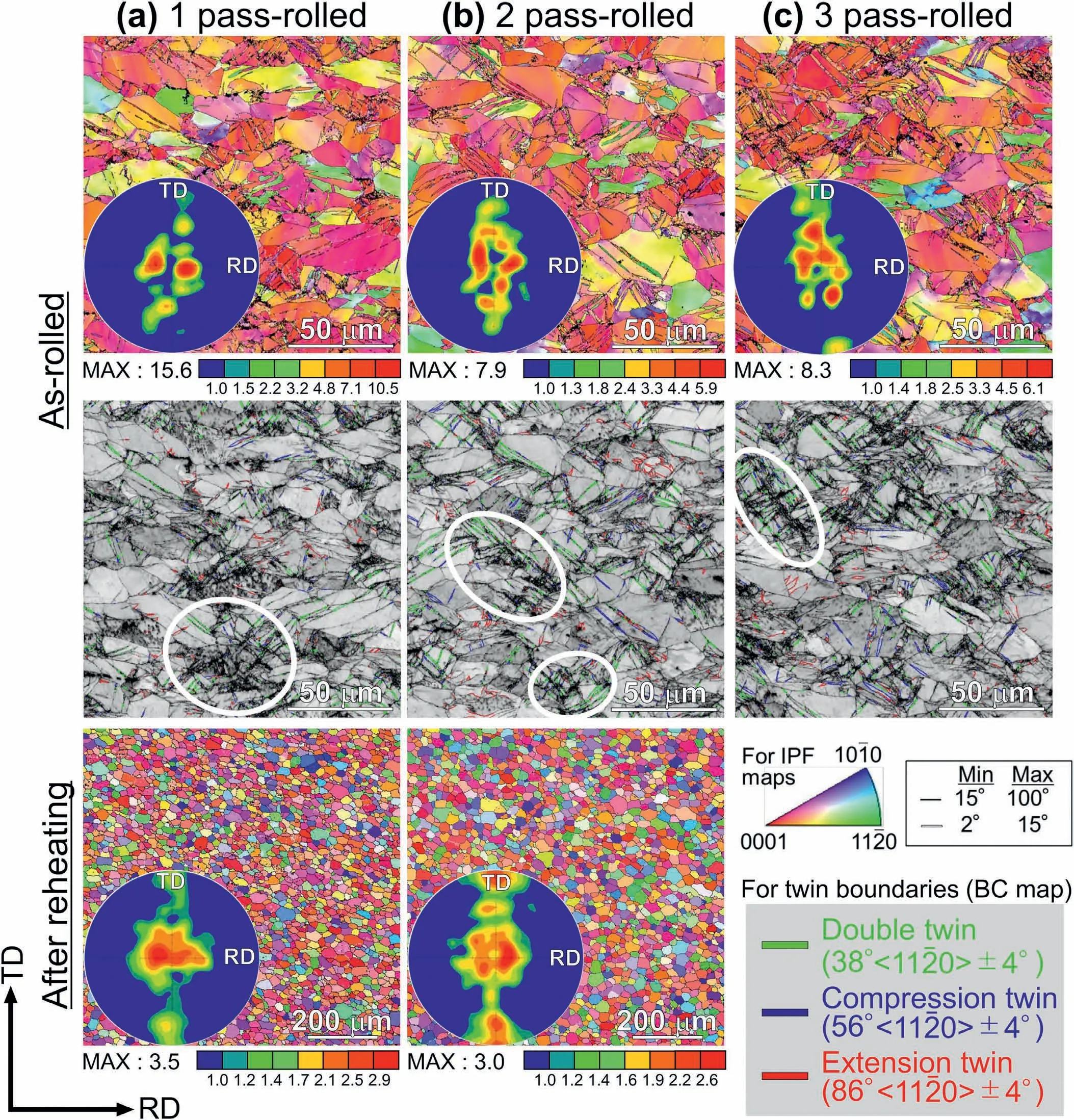
Fig.4. (a-c) IPF maps,BC maps,and (0001) PFs of RE-processed AM30 alloy sheets after each rolling pass.IPF maps and (0001) PFs after intermediate reheating are also shown at the bottom.
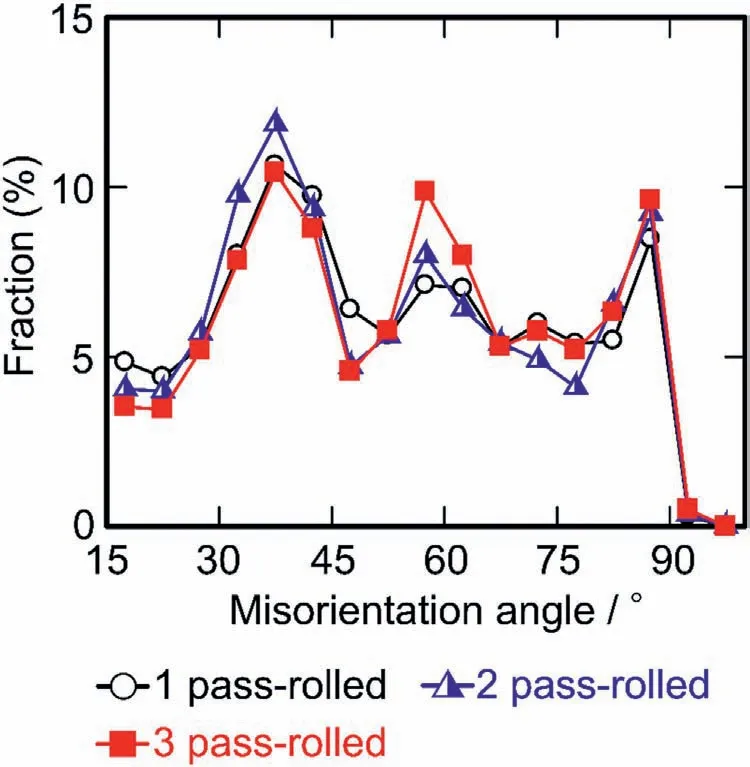
Fig.5.Misorientation angle distributions of RE-processed AM30 alloy sheets after each rolling pass.
Fig.6 shows the microstructural evolution during the postannealing of the RE-processed sample.Fig.6(a)shows IPF,BC,and KAM maps of the 3 pass-rolled sample.IPF maps after the post-annealing for 5 s,15 s,30 s,60 s,120 s,and 240 s are shown in Figs.6(b-g)with the data extracted from the SRX grains.The (0001) PFs are also shown in the IPF maps.In the BC maps,boundaries for double,compression,and extension twins are drawn in green-,blue-,and red-colored lines,respectively.The length and fraction (total length of boundaries for twins/ high angle boundaries(≧15°) × 100) are also summarized in Table 2.The as-rolled sample contains many twins.Particularly,the double twins occur most frequently.High KAM values are apparent at the region where the high density of double twins exist,as indicated by the white circles.The formation of the SRX grains is relatively suppressed during the post-annealing for 5~60 s,while the SRX is facilitated after the post-annealing for 120 s.At the initial stage of the post-annealing,the (0001) poles show the scattered distribution,while the parallel alignment of the(0001) poles to the TD gradually appears with the progress of SRX.The formation of the unique parallel alignment of the (0001) poles is further facilitated after the annealing for 120 s,as indicated by the black arrows in the PFs.Indeed,the preferential nucleation of the SRX grains is not apparent at the regions where high KAM values exist.
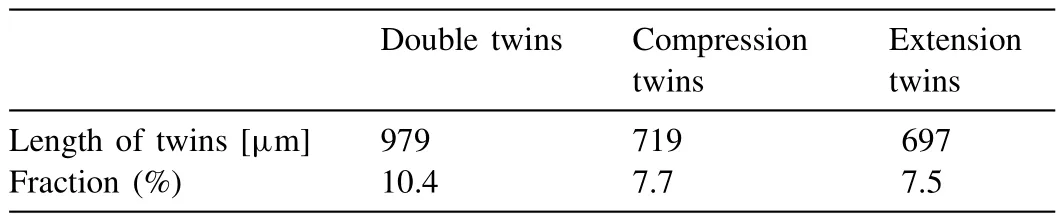
Table 2Length and fraction of twins in as-rolled AM30 alloy sheet after RE process.
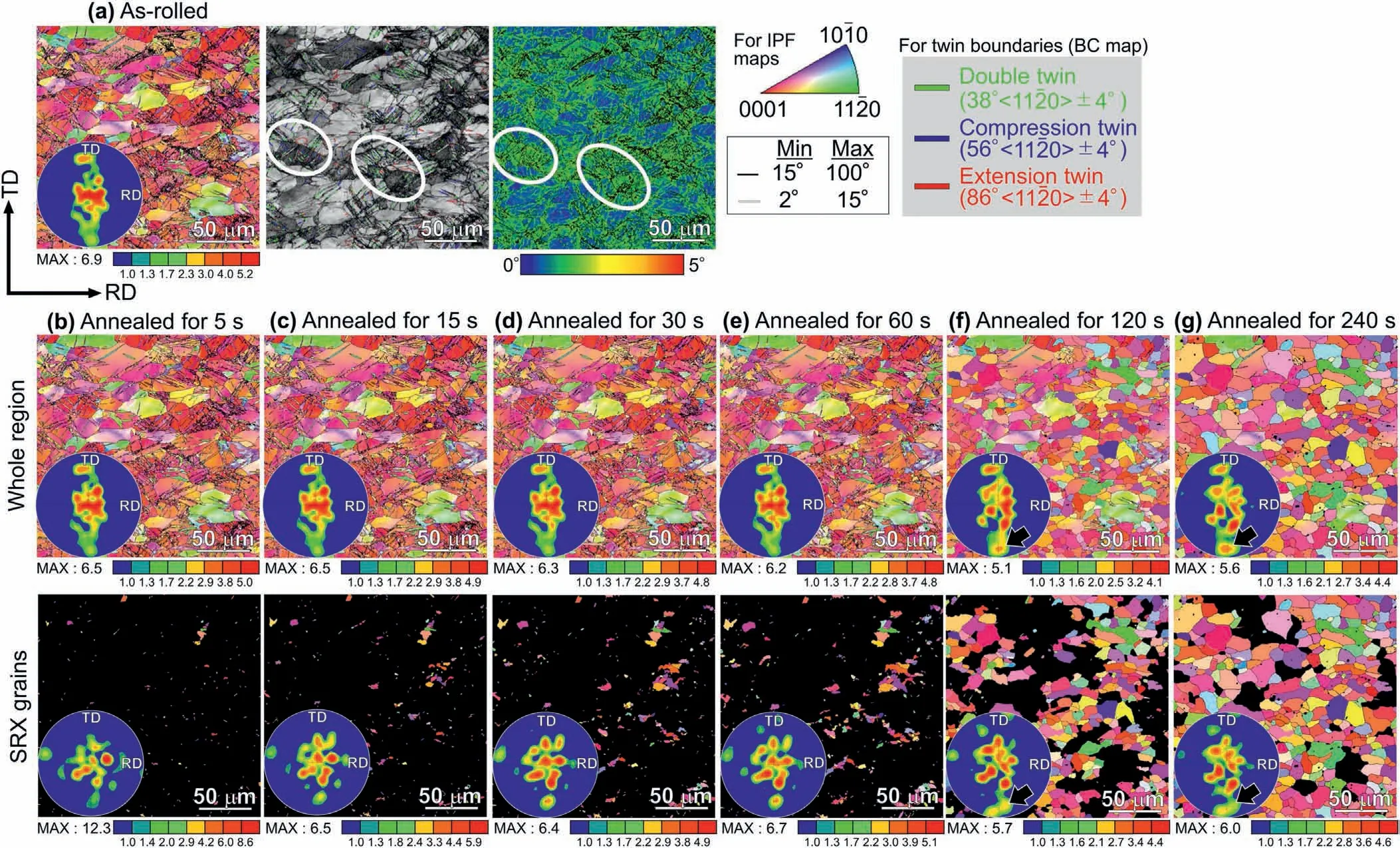
Fig.6.(a) IPF map,(0001) PF,BC map,and KAM map of RE-processed alloy sheet after 3 pass-rolling.IPF maps and (0001) PFs after post-annealing for 5 s,15 s,30 s,60 s,120 s,and 240 s are shown in Fig.6 (b-g) with data extracted from SRX grains.
Fig.7 shows the enlarged IPF maps during the postannealing in the RE-processed sample.The map of the asrolled sample is shown in Fig.7(a),while the maps after the post-annealing for 15 s,30 s,60 s,and 120 s are shown in Figs.7(b-e).Boundaries for double,compression,and extension twins are drawn in green-,blue-,and red-colored lines,respectively.The SRX is promoted after the annealing for 120 s.The SRX grains with the basal texture (G1-G3),relatively weak alignment of the (0001) poles (G4,G5),and parallel alignment of the (0001) poles to the TD (G6,G7) are formed.The nucleation of the SRX grains is further analyzed.Figs.7(f)and(g)show the enlarged IPF maps obtained from the white rectangular regions in Figs.7(d)and(e),respectively.G2’ is a basal-textured grain,which has the similar alignment of the (0001) to the adjacent grain (PB).G2’ is formed at the grain boundary of PB.Further,the SRX grains with the weak alignment of the(0001)poles are apparent near twins.G4’ and G5’ are formed near a double twin (TD) and compression twin (TC),respectively.The SRX grains show the similar alignment of the (0001) poles to that of the twins.Moreover,the formation of a SRX grain (G6’) is apparent in the vicinity of an extension twin (TT).The (0001) poles of both the G6’ and TTalign parallel to the TD.Fig.7(g)shows the formation of extension twins (Ta,Tb) within a parent grain having the parallel alignment of the (0001) poles to the TD (PTD).Twins with different orientations are apparent.The misorientation angle between Taand Tbis 57°,as indicated in Fig.7(g),showing the formation of extension twins with different variant [25,26].Near the grain boundary,new grains with the parallel alignment of the (0001) poles to the TD are apparent (G7).Moreover,a basal-textured grain (G3)is formed in the vicinity of Ta,showing the similar orientation of the (0001) poles.
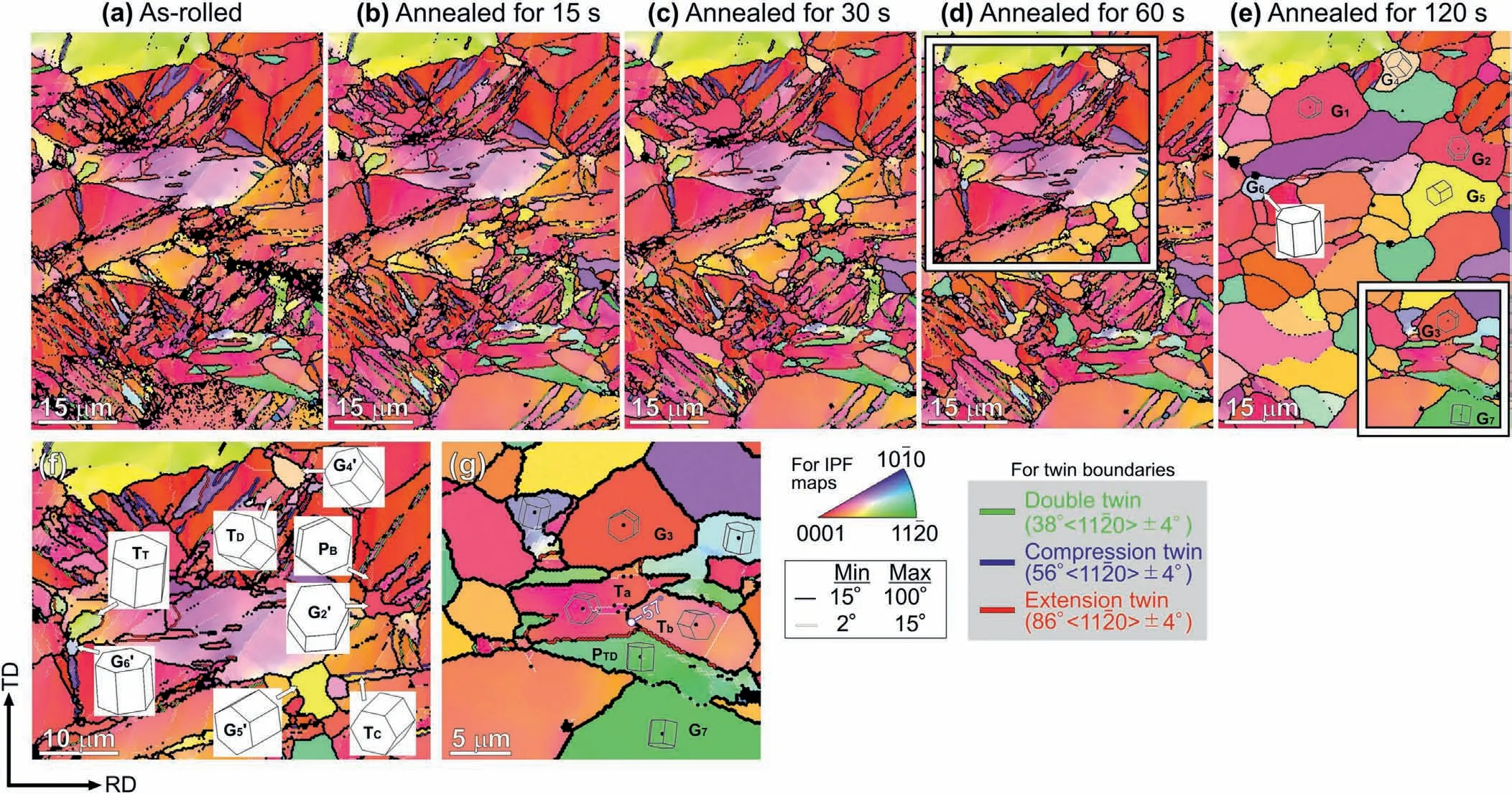
Fig.7. (a-e) Enlarged IPF maps of RE-processed alloy sheet after 3 pass-rolling and post-annealing obtained from Fig.6.Enlarged IPF maps obtained from the white rectangular regions in Fig.7(d) and (e) are shown in Fig.7(f) and (g),respectively.
Fig.8 shows the microstructural evolution during the postannealing of the CR-processed sample.Fig.8(a)shows IPF,BC,and KAM maps of the 3 pass-rolled sample.The misorientation angle distribution is also shown with the misorientation axis distributions at 30–40° and 80–90°.IPF maps after the post-annealing for 5 s,15 s,30 s,60 s,120 s,and 240 s are shown in Figs.8(b-g)with the data extracted from the SRX grains,and the(0001)PFs are indicated in the IPF maps.In the BC maps,boundaries for double,compression,and extension twins are drawn in green-,blue-,and red-colored lines,respectively.The length and fraction (total length of boundaries for twins/ high angle boundaries (≧15°) × 100)are also summarized in Table 3.The as-rolled sample has a high density of double and extension twins,which is verified by the abundant misorientation peaks at 30–40° and 80–90°with the misorientation axis of〈110〉(Fig.8(a)and Table 3).Compared with the RE-processed sample,the CR-processed sample has a relatively high fraction of the non-indexed regions,as indicated by the white circles in the KAM map.This indicates the localization of the deformation.Further,the CR-processed sample shows the relatively fast SRX.Approximately 50% of grains are recrystallized after the postannealing for 60 s,while the post-annealing for 120 s is required to reach the similar fraction of the SRX grains in the RE-processed sample(Fig.6(f)).In the CR-processed sample,the SRX is facilitated at the region where the deformation is localized,as indicated by the white circles (Fig.8(d)).The(0001) poles of the SRX grains show the weak RD-split textural feature during the post-annealing.
Table 3Length and fraction of twins in as-rolled AM30 alloy sheet after CR process.
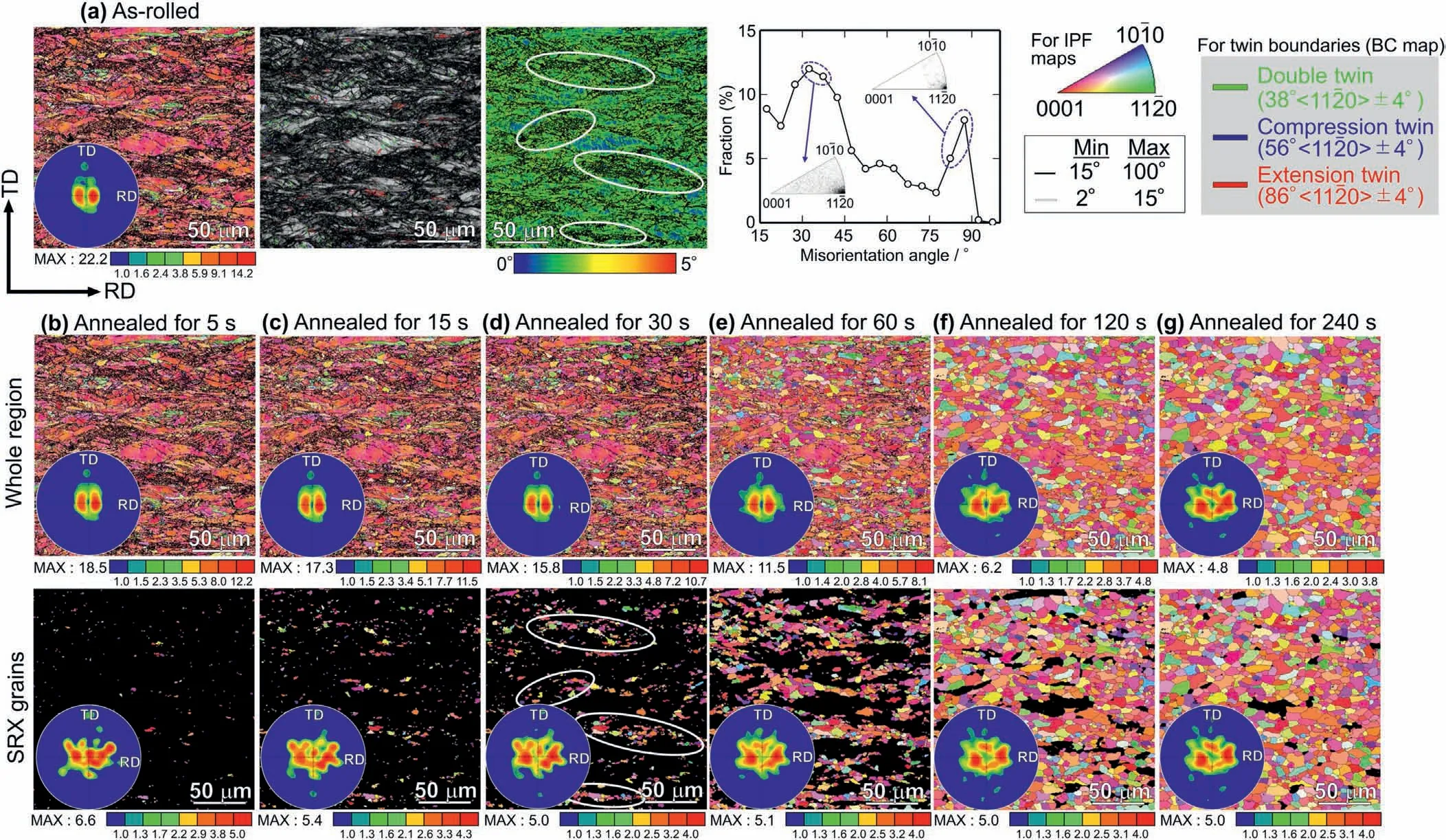
Fig.8.(a) IPF map,(0001) PF,BC map,KAM map,and misorientation angle/axis distribution of CR-processed alloy sheet after 3 pass-rolling.IPF maps and (0001) PFs after post-annealing for 5 s,15 s,30 s,60 s,120 s,and 240 s are shown in Fig.8 (b-g) with data extracted from SRX grains.
The deformed microstructure of the CR-processed sample was further analyzed by tEBSD.Fig.9 shows(a)IPF and(b)KAM maps of the 3 pass-rolled sample.The enlarged IPF map obtained from the white rectangular region in Fig.9(a)is shown in Fig.9(c).Relatively coarse twins (T1a,T1b) and thin twins (T2a-d) are found at this region.The inset shows the enlarged image of the thin twins.The misorientation angle between the parent grain and T1b indicates the formation of extension twins,while that between the parent grain and T2b indicates the formation of double twins.Misorientation angle profiles were obtained within the twins along the lines 1 and 2,and the results are shown in Figs.9(d,e).The misorientation angles of~10°,which are indicated by the yellow arrows,indicate the rearrangement of dislocations.Inside the thin twins,high angles of~90° are apparent,indicating that a primary compression twin is consumed by the occurrence and growth of extension twins [28].Both the double and extension twins show the continuous change of the misorientation,while the extension twin shows the relatively small change.The slope of the profile,which is obtained within the blue dashed lines is 2.7°/μm in T1b,while that in T2b is 9.5°/μm.

Fig.9. (a) IPF and (b) KAM maps of CR-processed alloy sheet after 3 pass-rolling.The enlarged IPF map obtained from the white rectangular region in Fig.9(a) is shown in Fig.9(c),and misorientation angle profiles within the twins along the lines 1 and 2,and summarized in Fig.9 (d,e).
Relatively high KAM values are distributed near the double twins.In such a region,several tiny grains are divided by the small misorientation angles,as indicated by the enlarged IPF map(Fig.9(c)).This means that dislocations are rearranged to form new grains.The tiny grains mainly have the similar color to that of the parent grain,showing the similar alignment of the (0001) poles to the parent grain.Indeed,a tiny greencolored grains is apparent,which has the misorientation angle of 86° between the parent grain.This would be caused by ETW [29].
The SRX behavior was further analyzed using the data shown in Figs.6 and 8.Fig.10 shows the change in the(a)KAM value of the RE-and CR-processed samples during the post-annealing at 350 °C.The evolution of the average size and number of grains,which have the typical rolling texture (the inclination of the (0001) poles within 30° from the ND) and parallel alignment of the (0001) poles to the TD (the inclination of the (0001) poles within 30° from the TD,TD-orientation),are shown in Figs.10(b,c).The REprocessed sample has a relatively small KAM value in the as-rolled state.The KAM value reaches the minimum value of~0.4° after the post-annealing for 240 s.In contrast,the CR-processed sample has a high KAM value,and it reaches the minimum value when the sample is annealed for 120 s.This means that the SRX in the CR-processed sample is relatively fast.The speed of the grain growth does not depend on the textural features,while the nucleation of the SRX grains with the rolling texture is fast.In the RE-processed sample,the number of the SRX grains with the rolling texture reaches~700 after the post-annealing for 60 s,while the number is~150 for the TD-orientation,and the number of the SRX grains decreases by the post-annealing for 120 s.In the RE-processed sample,the nucleation of the SRX grains with the rolling texture is relatively suppressed,and the number reaches the maximum after the annealing for 120 s.In particular,the number of the SRX grains with the TDorientation increases with the progress of the post-annealing,which indicates the sluggish SRX compared with that of the CR-processed sample.
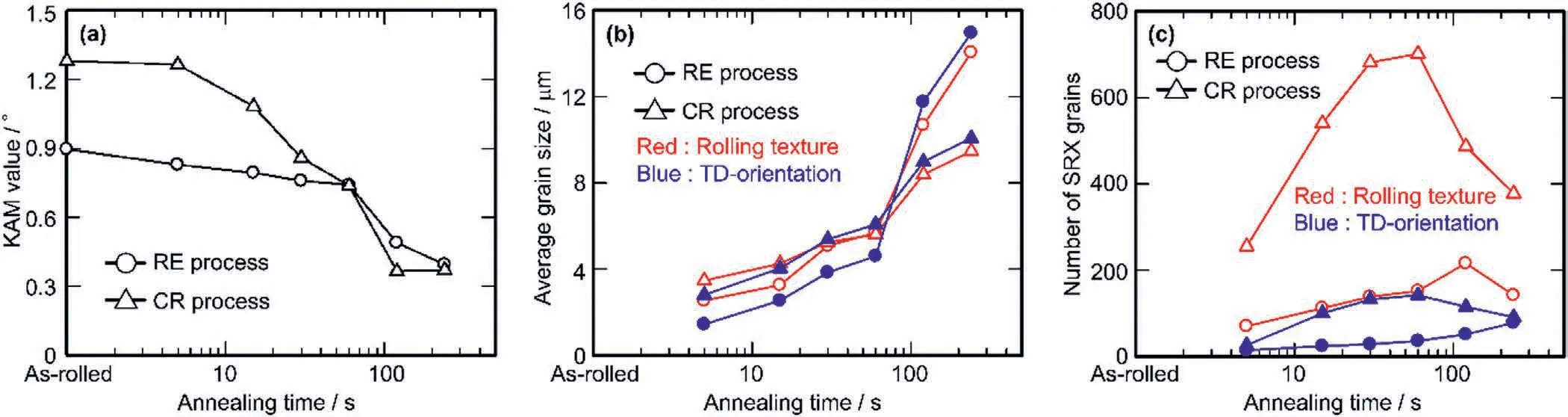
Fig.10.Changes in (a) KAM value, (b) average grain size,and (c) number of SRX grains of the RE-and CR-processed alloy sheets during post-annealing at 350 °C.
Fig.11 shows the changes in the fractions of twins during the post-annealing of the(a)RE-processed and(b)CRprocessed samples.In the RE-processed sample,the fractions are unchanged during the post-annealing for 5–60 s,while they decrease sharply after the post-annealing for 120 s.In the CR-processed sample,the fractions of the twins decrease gradually with the progress of the post-annealing.The fractions reach the minimum values after the post-annealing for 120 s,and they are unchanged when the time is increased to 240 s,which means that twins are consumed rapidly in the CR-processed sample.
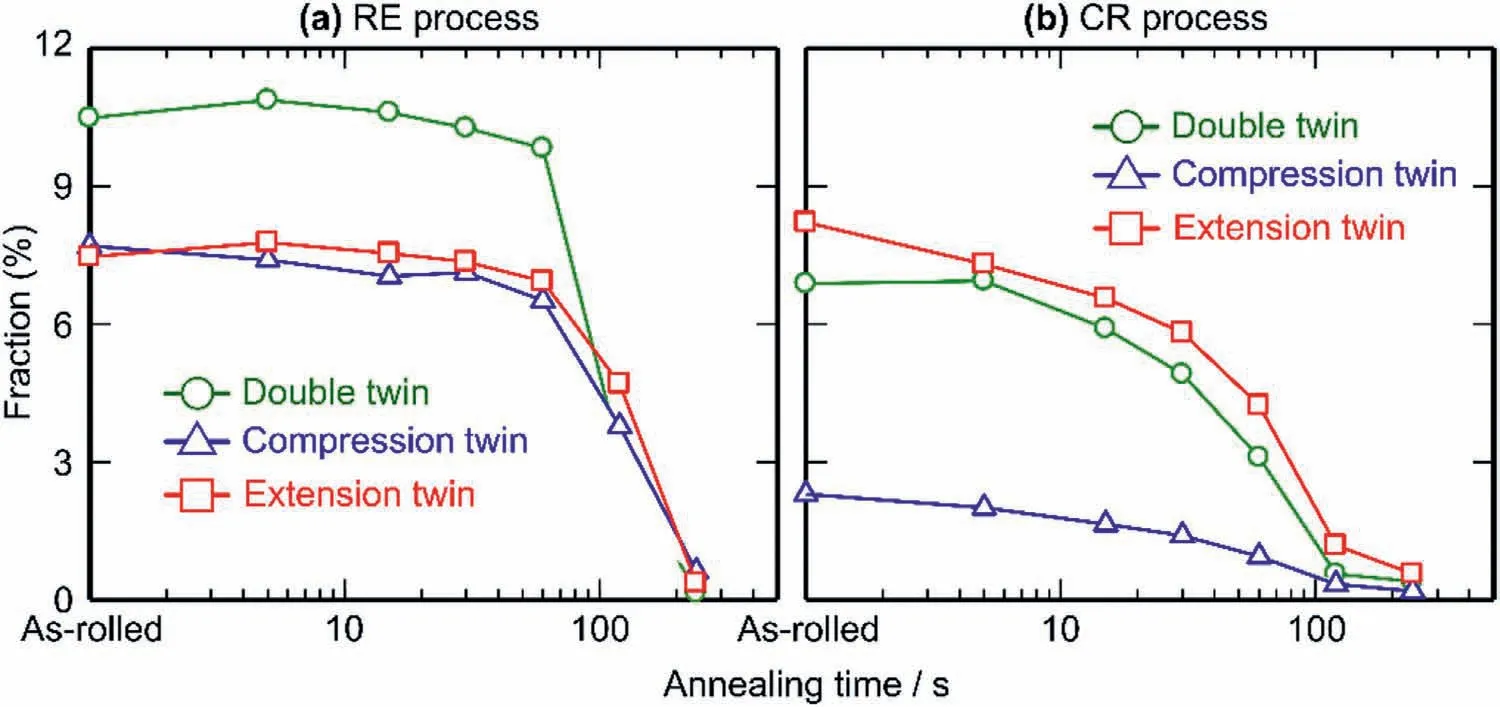
Fig.11.Changes in fractions of twins of (a) RE-processed and (b) CR-processed alloy sheets during post-annealing at 350 °C.
Fig.12 shows misorientation axis distributions at 34–42°,52–60°,and 82–90° of the(a)RE-processed and(b)CRprocessed samples after rolling and post-annealing for 120 s.In the as-rolled samples,strong intensity appears along the〈110〉.After the post-annealing for 120 s,the RE-processed sample show the decrease in the maximum intensities.The intensity at 34–42° shows the relatively large decrease compared with that at 82–90°.The randomly distributed intensities appear,while the strong intensities along the 〈110〉 are still preserved.In contrast,the maximum intensities in the CR-processed sample shows the significant decrease after the post-annealing for 120 s,and the misorientation axis distributions at 34–42° and 52–60° are randomly distributed without the sharp intensity along the 〈110〉.Indeed,the misorientation axis distribution at 82–90° shows the relatively large intensity along the 〈110〉,while the intensity is small compared with that in the RE-processed sample.
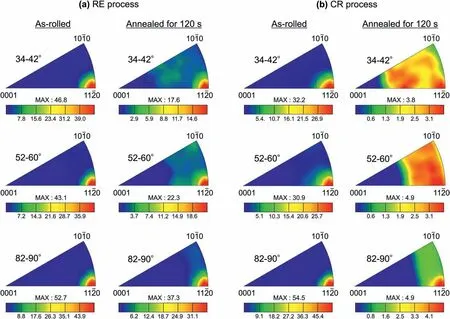
Fig.12.Misorientation axis distributions at 34–42°,52–60°,and 82–90°of(a)RE-processed and(b)CR-processed alloy sheets after rolling and post-annealing for 120 s.
4.Discussion
In this work,the origin of ETW-mediated SRX behavior and its impact on the textural development were investigated.When the AM30 alloy sheet was rolled with the intermediate reheating,the significant textural modification occurred.This led to the formation of the unique parallel alignment of the (0001) poles to the TD.In contrast,the typical textural feature was observed when the AM30 alloy sheet was rolled continuously without the intermediate reheating,forming the RD-split texture.
Owing to the parallel alignment of the (0001) poles to the TD in the RE-processed sheet,the easy activation of the basal slips and extension twins is expected during uniaxial tension along the TD [5].Although this resulted in the decrease of the 0.2%PS along the TD,the EF improved,leading to the good EF of 23.6%.Indeed,the EFs for both the RD and TD were also similar in the RE-processed sheet.This would be attributed to the activation of the prismatic slips even along the RD [5].In contrast,the CR-processed sheet showed the isotropy in the 0.2%PS,despite its RD-split textural feature with the narrow distribution of the (0001) poles toward the TD.This would be attributed to the fine grain size,which reduces the anisotropy between the critical resolved shear stresses for the basal and prismatic slips [30].The RD-split led to the large EF of 25.5% along the RD,while the narrow distribution of the (0001) poles toward the TD would limit the activation of the basal slips and extension twins during TD-tension at the later stage of deformation.The relatively highr-values of the CR-processed sheet along the TD also indicates that the basal slips and extension twins were suppressed [5],which led to the relatively small EF of 20.1%.
During the RE process,many twins were introduced after each rolling pass (Fig.4).The twins provided nucleation sites for the SRX grains with the similar alignment of the(0001) poles to that of the twins (Fig.7).For the extension twins within the basal-textured grain,the (0001) poles align parallel to the TD.Thereafter,the formation of SRX grains from the extension twins resulted in the parallel alignment of the (0001) poles to the TD,and this led to the formation of the unique textural features in the RE-processed alloy sheet after the post-annealing.Such the texture appeared even after the 1 pass-rolling and subsequent reheating (Fig.3(a)),while the subsequent processing did not change the textural features significantly (Fig.2(b),Fig.3).Indeed,extension twins were also formed in the parent grains with the parallel alignment of the (0001) poles to the TD.The (0001) poles of the extension twins aligned parallel to the ND,which provided the nucleation site of the SRX grain with the basal texture.This would suppress the continuous modification of the texture during the RE process.The high fractions of double and compression twins were also introduced,facilitating SRX.The SRX grains had the moderate tilting of the (0001)poles from the ND,which resulted in the scattered distribution of the (0001) poles around the ND.The scattered distribution by SRX from double and compression twins was reported in previous studies [17,31–34].
The high density of extension twins was also introduced by the CR process.However,the formation of the SRX grains with the typical RD-split textural feature was facilitated during the post-annealing.This hindered the formation of the parallel alignment of the (0001) poles to the TD by SRX from extension twins.When the AM30 alloy was rolled without the intermediate reheating,the high fraction of the severely deformed region was apparent.The localization of the deformation was also observed during the RE process,which was associated with double twins.Further,the tEBSD observation revealed the accumulation of dislocations near double twins.This indicates that the severely deformed region is shear band,which is developed by double twins owing to the occurrence of primary compression twins and rapid growth of extension twins [18,35–37].The quasi-in-situ EBSD observation revealed that the SRX grains nucleated preferentially at such regions,presumably owing to the high density of dislocations [35].Although the double twins contributed to the tilting of the (0001) poles toward the RD,the angle was reported to be 20–30° [18],as observed in Fig.2(c).This could not lead to the parallel alignment of the (0001) poles to the TD.Indeed,a new grain might be formed by extension twins after the CR process(Fig.9(c)).Such a grain would generally be consumed by the preferential growth of the adjacent basaltextured grains,limiting SRX from the extension twins,as we reported previously [29].The occurrence of the SRX grains with TD-orientation (Fig.10) in the CR-processed alloy sheet also indicates SRX from extension twins.However,the fraction was limited compared to that of the basal-textured grains.Further,the (0001) PFs did not show the occurrence of the unique parallel alignment of the(0001)poles to the TD during the post-annealing of the CR-processed alloy sheet (Fig.8).These results also indicate that SRX could be occurred even from the extension twins,while the nucleation and growth of the SRX grains with the RD-split texture were more pronounced.Therefore,the contribution of the extension twins to the final texture was limited in the CR-processed alloy sheet.
The difference of the SRX behavior was also apparent in Fig.11.During the post-annealing of the CR-processed alloy sheet,the fraction of double twins gradually decreased even at the initial stage of the post-annealing.By comparing the results in Fig.10,the decrease was associated with the occurrence of the SRX grains.Indeed,the fraction of the extension twins also decreases,while the (0001) poles of the SRX grains were typically tilted within~30° from the ND.Because the extension twins rotate the (0001) poles about 90°from the ND in the basal-textured alloy sheet,the decrease in the fractions of the twins would be associated with the nucleation and growth of the SRX grains from the double twins.In contrast,the RE-processed alloy sheet showed the relatively small reduction in the fractions of twins.This was particularly observed during the post-annealing for 5–60 s,indicating that SRX from double twins was relatively difficult compared with that after the CR process.
Importantly,SRX from extension twins was facilitated only after the RE process.This was not associated with the density of the extension twins because both the RE-and CRprocessed alloy sheets had the similar fraction of the extension twins (Table 2 and 3).After the CR process,the misorientation profile showed that the dislocations inside the extension twin was relatively small,while the deformation was highly localized near the double twin (Fig.9).They were consistent with the previous work [35].The relatively small degree of deformation would slow down the kinetics of SRX from the extension twin,while the high degree of deformation promoted SRX near the double twin.After the formation of the SRX grains near the double twins,they grew larger by consuming the surrounding parent grains and extension twins.This suppressed the possibility of SRX from the extension twins,which also hindered the formation of the parallel alignment of the (0001) poles to the TD,as summarized in Fig.10.The CR-processed alloy sheet showed the formation of the RD-split texture at the initial stage of annealing owing to SRX from the severely deformed regions with double twins.The texture was preserved during the post-annealing.The SRX grains,which were nucleated at the initial stage of annealing,preferentially grew during the post-annealing.
The deformation was also localized after the RE process,while the formation of the severely deformed region was relatively suppressed.As indicated in Fig.10(c),this slowed down the nucleation of the SRX grains,which was generally associated with severely deformed region and double twins.The consumption of the extension twins was suppressed (Fig.11(a)),and the extension twins were preserved even at the later stage of annealing,which provided possibility of the nucleation and growth of the SRX grains from the extension twins.The SRX from extension twins at the later stage of annealing could be observed by the quasi-in-situ analysis in Fig.7.During the post-annealing of the RE-processed alloy sheet,the SRX grains initially showed the diffused distribution of the (0001) poles,and the parallel alignment of the poles to the TD was apparent after the post-annealing for 120 s.Therefore,the unique alignment of the (0001) poles was only observed after the RE process.
The fast SRX behavior from the double twins could also be identified in Fig.12.The thick misorientation axis distributions along the 〈110〉 in the as-rolled alloy sheets indicated the formation of double (34–42°),compression (52–60°),and extension twins (82–90°).After the post-annealing,the misorientation axis distributions at 34–42° showed the large reduction in the maximum intensity,showing the randomly distributed misorientation axes along the several directions.This means the nucleation and growth of new grains from double twins.However,the misorientation axis distributions at 82–90° remained relatively high,indicating that the boundaries for the extension twins were preserved owing to the sluggish SRX behavior.The large reduction of the maximum intensity in the CR-processed alloy sheet also indicated the fast SRX,and the RD-split textural features could be associated with the preferential nucleation of the double twins [18].The scattered distribution of the misorientation axes at 52–60° after the post-annealing for 120 s suggests the occurrence of SRX from the compression twins,as observed in Fig.7,while they could not facilitate the formation of the unique parallel alignment of the (0001) poles to the TD owing to the possible tilting angle of~50–60°.In contrast,the compression twins provide the nucleation of new grains with the broadening of the (0001) poles toward the TD [32].In the CR-processed alloy sheet,the fraction of the compression twins was limited compared with that in the RE-processed alloy sheet.This also resulted in the narrow distribution of the (0001) poles toward the TD after the CR process.
In the previous studies,even a high density of extension twins was formed after rolling,the twins did not provide the effective nucleation site during SRX [17,18,31,32].Similar to the present work,the SRX started preferentially at the region where the deformation was localized,and the textural feature of the fully recrystallized microstructure was dominated by the initially recrystallized grains in the CR-processed alloy sheet.However,our work provided the strategy to facilitate ETW-mediated SRX by the control of the deformed microstructure after rolling.When the deformation was relatively homogeneous,the preferential nucleation and growth of SRX grains with rolling texture could be suppressed (Fig.10(c)),whereas extension twins could act as the site for the SRX.
Indeed,the enhancement of ductility was small in the REprocessed sheet in this work.This would be attributed to the relatively large grain size,which suppresses the activity of the prismatic slips [30].Because intermediate reheating was performed after each rolling pass in the RE process,a significantly high density of dislocations could not be accumulated before the post-annealing.This suppressed the possibility of the nucleation of SRX grains,which generally causes coarse grain structure.In contrast,owing to the absence of the intermediate reheating,the CR process induced a high density of dislocations,which was evident from the high KAM in the as-rolled state.This promoted the nucleation of SRX grains,leading to the fine grain structure.Further,although the severely deformed regions were formed after the CR process,the grain structure seemed homogeneous after the postannealing.Previous work reported that SRX from the severely deformed regions (shear bands) resulted in the non-uniform microstructure,while this was pronounced after the annealing at low temperature below 300 °C,and the microstructure became uniform at high temperature [32].In this work,the post-annealing was conducted at 350 °C.This coarsened the recrystallized grains from severely deformed regions.Therefore,the CR process also led to the formation of uniform microstructure.
To further improve the properties by ETW,the grain refinement is essential.Because the non-uniform distribution of dislocations resulted in the suppression of SRX from extension twins,the homogenous deformation microstructure would be important.In Mg,the deformation is localized easily,and this is particularly observed when the applied strain increases[36].However,the deformation microstructure is significantly affected by the alloy composition [38],and it might be possible to achieve homogeneous deformation microstructure even after rolling with high strain.Moreover,grain growth can be suppressed by Al-Mn precipitates owing to the grain boundary pinning effect [39,40].The pinning effect increases with the density of the precipitates,and Mn content would be very important to control the density.The excess addition of Mn leads to the formation of coarse Al-Mn particles.They are not effective in pinning the grain boundary.Therefore,the investigation on the appropriate Mn content would be effective in fabricating formable Mg alloy sheets by ETW-mediated recrystallization.Because the additional process such as precompression is not required to facilitate ETW-mediated recrystallization,the strategy provides the cost-effective production route,which broadens the application of Mg alloy sheets.
5.Conclusion
The AM30 alloy sheet was rolled with or without the intermediate reheating.The deformed microstructure and SRX behavior were investigated by the quasi-in-situ and transmission EBSD observations.The key conclusions of this work can be summarized as follows.
1.With the intermediate reheating (RE process),the parallel alignment of the (0001) poles to the TD was developed after the post-annealing.
2.The ETW-mediated SRX resulted in the unusual textural development with the parallel alignment of the (0001)poles to the TD in the RE-processed alloy sheet.
3.The rolling without the intermediate reheating (CR process)led to the formation of the typical RD-split texture of rolled Mg after the post-annealing.
4.The preferential SRX from the severely deformed region promoted the formation of the RD-split texture in the CR-processed alloy sheet.
5.The homogeneous deformation microstructure was key to promote ETW-mediated SRX and the significant textural modification during the post-annealing.
Data availability
All data are available from the corresponding author on reasonable request.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Taiki Nakata is a youth editorial board member for Journal of Magnesium and Alloys and was not involved in the editorial review or the decision to publish this article.
Shigeharu Kamado is an associate editor for Journal of Magnesium and Alloys and was not involved in the editorial review or the decision to publish this article.
All authors declare that there are no competing interests.
Acknowledgement
This work was supported by JSPS KAKENHI Grant Numbers JP22H00259,JP22K18900,JP21H01669,The Light Metal Educational Foundation,Inc.,Japan,National Natural Science Foundation of China (51971075,52220105003),and National Key Research &Development Program of China(2021YFB3703300,2022YFE0110600).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Corrosion behavior of composite coatings containing hydroxyapatite particles on Mg alloys by plasma electrolytic oxidation: A review
- Rational design,synthesis and prospect of biodegradable magnesium alloy vascular stents
- Antibacterial mechanism with consequent cytotoxicity of different reinforcements in biodegradable magnesium and zinc alloys: A review
- Preparation,interfacial regulation and strengthening of Mg/Al bimetal fabricated by compound casting: A review
- Pitting corrosion behavior and corrosion protection performance of cold sprayed double layered noble barrier coating on magnesium-based alloy in chloride containing solutions
- Designing strategy for corrosion-resistant Mg alloys based on film-free and film-covered models