在线测试驱动桥总成NVH的工装夹具设计
2023-12-25何其猛杨志日
何其猛,杨志日
江西江铃底盘股份有限公司 江西抚州 344000
汽车行业专业化分工越来越细致,整车制造企业已经逐渐将大部分零部件交给零部件生产企业来做。驱动桥是汽车底盘传动系统的重要组成部分,同时也是主要噪声源之一,它的NVH性能对整车NVH性能有直接影响,这样,驱动桥生产企业必然遇到NVH问题。设计者考虑的问题也不单纯是驱动桥各零部件的本身,而是零部件与零部件之间,各零部件与整车之间的连接,还要考虑生产在线检测过程中,驱动桥总成与工装夹具的连接对NVH检查结果的影响。另一方面,因在线检测NVH是用于对批量生产的产品,所以还要考虑工装夹具设计的稳定性、适应性,便于安装及调整,提高生产一线的工作效率和生产节拍。因此,研究驱动桥的NVH在线检测的工装夹具也是必要的。
在现有驱动桥总成的在线NVH检测过程中,通常需要使用夹具固定驱动桥相关部位。首先,现有传统方式夹具在装夹固定时,各个部位固定的方式比较繁琐,不便于批量使用。其次,装夹方式受人员技能等因素影响较大,一致性较差。最后,夹具本身制造复杂,对后桥总成各部位的吻合度和定位精度难以控制,影响NVH测试结果的准确性。基于现有技术不足及测试过程中存在的各种问题,设计一种后桥总成NVH测试夹紧方法及相应便于调整的夹具就显得尤为紧要。
新技术实现
在线NVH检测的新技术便于生产调整,整体一致性较好,新颖可靠的整套NVH测试夹具,可以快速在测试设备上定位并自动找正装夹,实现快速、批量的在线测试。主要设计点如下。
1)夹具底座采用三角形位置分布的锁孔,配合相应锁芯与测试设备固定,保证了整个夹具必要的稳定性以及安装的便捷性。
2)选取合理的高度定位点,底部通过托杆对桥壳主减进行定位,托杆采取凸轮轴式,便于中心高度的调试和调整
3)正向定位采取三点式,按一定位置对主减壳正面进行定位,其中上部正向定位采取活动式,便于后桥放入及取出,由转动手柄控制
4)两侧设计调平器,两个调平器并通过转轴连接,形成力矩轴,保证后桥放入时两端高度始终保持一致。
压紧装置采用油缸压紧,保证测试过程压紧力稳定可靠。所有压紧、定位装置增加感应器,保证压紧定位正常,感应器给出信号后才能开机测试。整套工装夹具分三部分。
1.固定支撑件
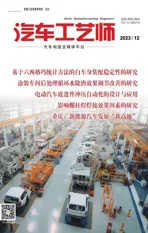
如图1所示,底座总成为一个焊接组合体,底座两侧有后支撑并连接加强板,按相应的位置焊接于底座上表面,保持了支撑和底座的刚度和稳定性。底座的锁孔套采用三角形位置分布,配合相应锁芯与测试设备固定,保证了整个夹具必要的稳定性以及安装的便捷性。前支撑架是驱动桥总成各向定位及支撑的基础,通过螺栓及销钉与底基座固定。主减壳支撑放入桥体时,主减输入端的一般定位装置,通过螺栓固定于底基座上。
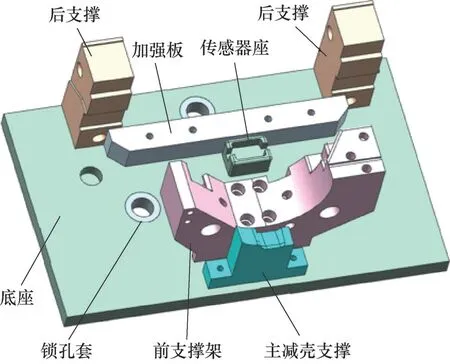
图1 底座固定支撑部分
2.活动调节部件
如图2所示,当驱动桥放入桥壳支撑时,两侧的调平器在联动轴的作用下,并保持一样的高度,联动轴在后支撑孔内可以转动,保持调平器联动。支撑弹簧、弹簧螺母和弹簧杆,旋入在弹簧杆丝端,调节两侧调平器的支撑高度,同时用于支撑调平器。后支撑上安装压紧液压缸两侧各一,通过油管连接,提供压紧力给压紧杆。转柄通过螺栓联接在转柄座上,与活动臂连接,活动臂可以绕销轴转动,起到压紧和松开作用。
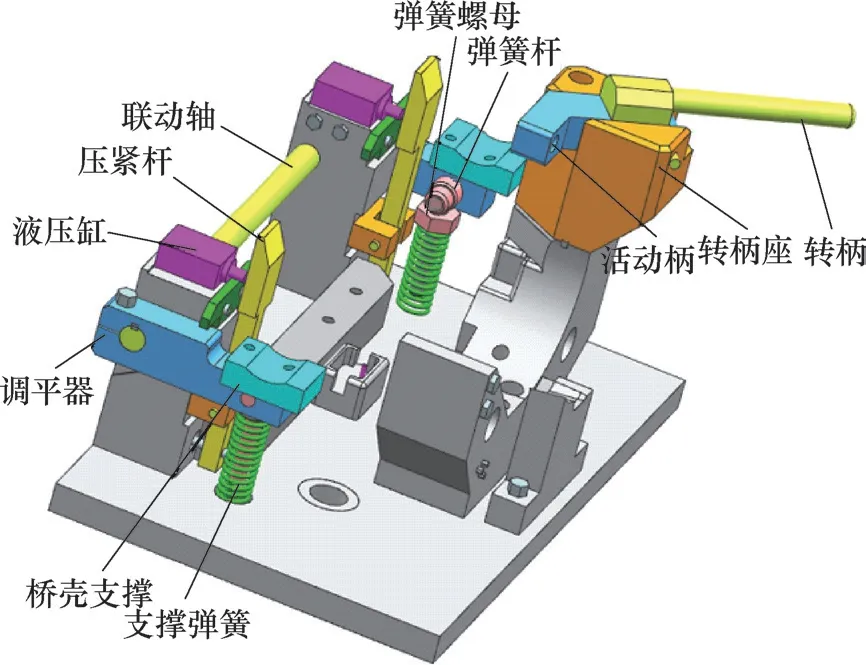
图2 活动调节部件
3.中心限位及传感器
如图3所示,两个凸轮轴固定在前支撑架孔内,后侧设有防转块,调试时可以旋转调整中心高和偏心距,接触桥壳外圈支撑后桥,使驱动桥定置在中心。前支撑架的三个定位点接触主减壳面,固定在活动臂上的定位点,并随其转动而松紧,形成正面定位。

图3 中心限位
在线检测过程
整套工装夹具底座装入机床,再套入测试NVH设备台进行锁紧。将驱动后桥总成放入夹具中,桥壳首先接触两端桥壳支撑,整个调平器结构保持了驱动桥总成两端同步水平,继续往下放,主减外圈同步接触到两偏心定位器,完成中心定位,此时底部感应器做出完成提示。转动转柄将活动压紧装置转为闭合压着状态,打开液压缸压紧开关,两侧压紧液压缸顶出,将压紧后桥总成方向顶进压紧杆往后桥,此时后桥总成主减法兰面与三个定位点完成正面定位,两侧压紧感应器做出完成提示。按照测试工况连接设备进行后桥总成NVH测试,如图4所示。测试完成后松开各压紧开关,转动转柄将活动压紧装置松开,取出后桥总成。
图4 在线检测现场
工装夹具的稳定性检测
为了验证整套工装夹具的可靠性,采用同一台驱动桥,在相同工况下,多次拆卸、装夹,利用NVH检测仪器,检测该驱动桥在加减速过程中不同转速所对应的振动噪声值 (见图5,x轴为转速,y轴为分贝值)。检测一次则有一条曲线,多次检测后所有曲线偏离小,则证明了整套工装夹具稳定性好、适应性强。

图5 NVH检测曲线
结语
整套工装夹具结构新颖,便于调试,简化了制造工艺,并采用自动压紧以及多处感应装置,减少了人为因素、装夹以及误操作等不可控事件的影响,有效避免了外界因素对NVH测试结果的影响,其中夹紧方法测试效率显著提高,满足了快速、批量的下线测试需求。本文通过该NVH测试夹具为首次自主设计与制造,经调试后,其稳定性及一致性很好,产品装夹方便。在公司乃至同行业里面,该技术及方案具有一定的参考价值,可为后续产品提供有效的借鉴作用。