激光功率对镀锌板复合焊接过程稳定性的影响
2023-12-23周方明毕研华陈丽丽陈琪昊魏通达石铭霄
周方明,毕研华,陈丽丽,陈琪昊,魏通达,石铭霄
(1.江苏科技大学 江苏省先进焊接技术重点实验室, 镇江212003)
(2.唐山宏正机械设备有限公司, 唐山063000)
在镀锌板电弧焊的过程中,表层低熔点的锌金属因受热过度形成喷射状的锌蒸汽,大大降低了焊接电弧的稳定性,从而影响焊接质量[1-3].文献[4]提出通过激光填丝钎焊的方式,精确控制加热范围,减少板材表面镀锌层不必要的烧损,从而得到高质量焊缝.文献[5]在研究镀锌板焊接过程中焊缝气孔影响因素及产生机理时使用低热输入的CMT焊接技术来抑制锌蒸汽对焊接电弧的扰动.文献[6]采用了一种低热输入高效率的单旁路耦合电弧GMAW用于镀锌板的焊接,通过旁路分流一部分熔化焊丝的焊接电流,减小了母材的热输入,从而减少锌蒸汽对焊接电弧的影响.
激光-电弧复合焊接技术是近30年来发展较快的一种优质高效的焊接方法,同时也得到了广泛研究.研究表明激光的加入,能够明显提高电弧的稳定性[7-8]、提高焊接速度[9-10]、改善焊缝成型[11-12].但是国内外的研究主要集中在大功率激光和MIG/MAG电弧复合焊接铝、镁等有色金属的工艺及机理方面,对于低功率激光诱导MIG电弧焊接镀锌板的研究却很少.文中利用低功率激光诱导MIG电弧焊接镀锌板,在此基础上进一步研究激光功率对焊接过程稳定性的影响.
1 试验设备及试验方法
低功率激光诱导MIG电弧焊接试验系统由焊接系统和信号采集系统两部分组成,其分布示意图如图1.焊接系统包括锐科光纤激光器(Raycus RFL-C500)、数字焊接电源(OTC-XD500S)、送丝机和水冷机.对于光纤激光器,其最大输出功率为500 W,通过直径为0.6 mm的光纤将发射波长为1.06 μm的连续波传输到激光头内,然后透过准直镜照射到焦距为250 mm的聚焦镜上,焦点半径为0.5 mm.信号采集系统主要包括高速摄像机、电流电压传感器、数据采集卡、计算机及其附件.焊接过程中高速摄像的采集频率为2 000 幅/秒,电信号的采样频率为20 kHz,可以实现焊接过程中电信号与高速摄像图片信号的同步采集.
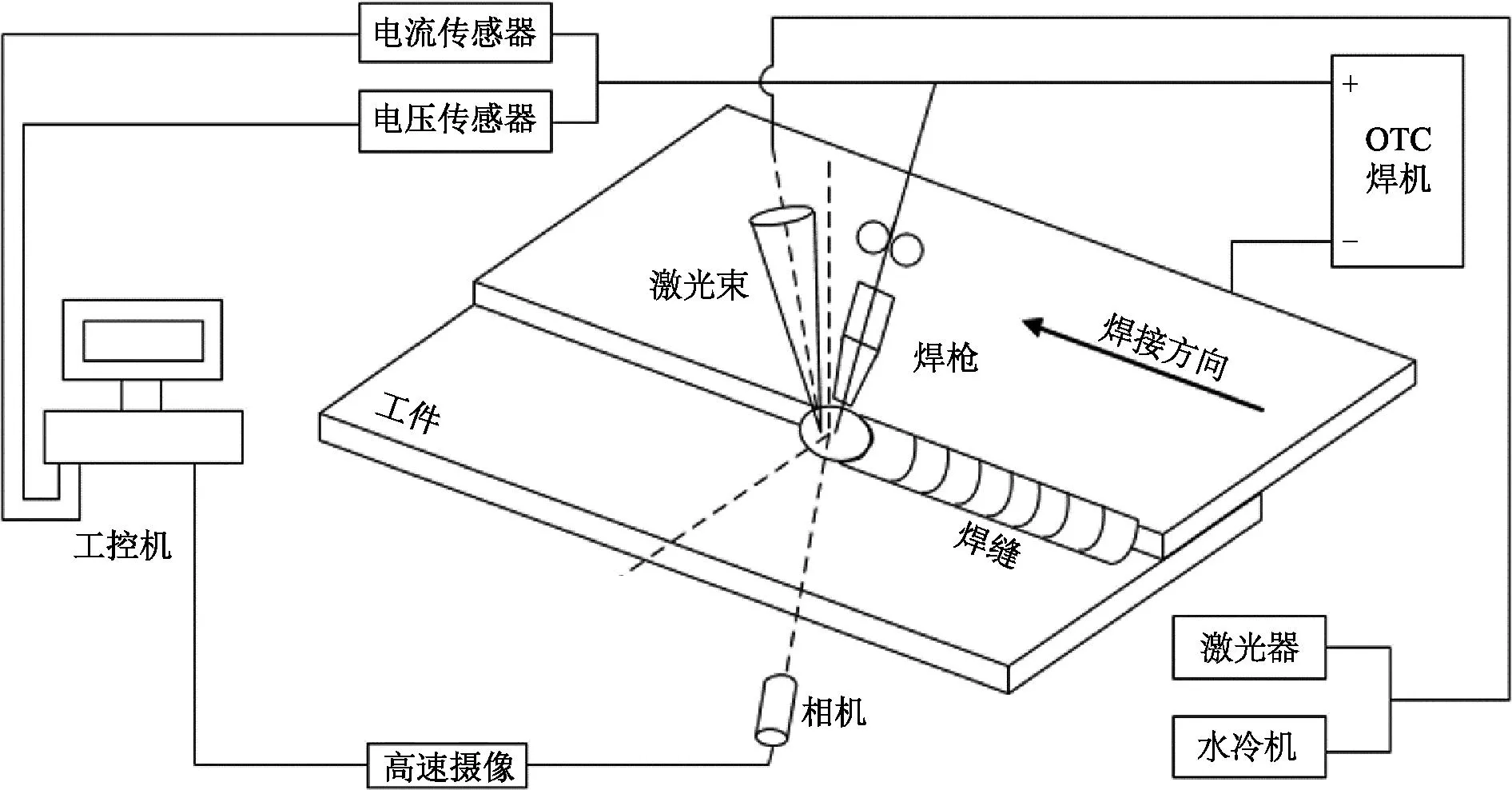
图1 试验设备及分析仪器分布
试验中利用专用的装置将激光焊接头与MIG焊枪进行装配,激光焊接头轴线方向与竖直方向摆成15°的角度,此措施可以大大降低由镀锌钢板产生的反射激光对激光器及焊接头产生损伤的风险:焊枪轴线与水平位置成75°夹角,激光焊接头和MIG焊枪都可以通过夹具对其位置进行调节.焊接过程采用平焊的方式,激光在前,MIG电弧在后,工件以搭接接头的形式固定在行走机构上,接头形式及相关参数如图2.工件由步进电机按照预先设定的速度平稳地带动工件运动,实现焊接.
试验材料为200 mm×60 mm×2 mm的镀锌钢板(镀锌层面密度:133 g/m2,两面都有镀层)和直径为1 mm的铜基焊丝CuSi3.母材和焊丝的标准化学成分如表1.
表1 母材和焊丝的化学成分
2 试验结果与分析
2.1 激光功率对电弧形态的影响
从图3(a)中可以看出,在电流I=110 A,电压U=19.3 V,焊接速度Vw=0.7 mm/min时,单独MIG电弧焊接镀锌板的电弧等离子体体积较小,并且受锌蒸汽的影响,电弧边缘存在明显的上翘现象.在光丝间距Dlw=2 mm,离焦量df=0时,当激光功率较小时,如P=100 W(图3(b)),低功率激光的加入对电弧形态产生了一定的影响,使电弧边缘上翘程度减弱,但是由于受到激光功率大小的限制,激光作用点对MIG电弧的吸引作用并不明显,表明激光和电弧之间的相互作用较弱;随着激光功率的增大,如图3(c),P=400 W时,熔池表面激光作用点处的激光能量密度逐渐增大,此时激光对MIG电弧的吸引作用相比于P=100 W时更加显著,电弧边缘上翘的现象几乎消失,并且电弧等离子体在焊接方向上明显变大,同时也使整个电弧等离子体空间增大,降低了电弧的能量密度,减少了对镀锌板表层锌金属的烧损,增强了工件的耐腐蚀性.因此,在试验条件下,激光功率越大,激光对电弧的吸引作用越强,激光和电弧之间的相互作用越明显,工件的耐腐蚀性能越优异.
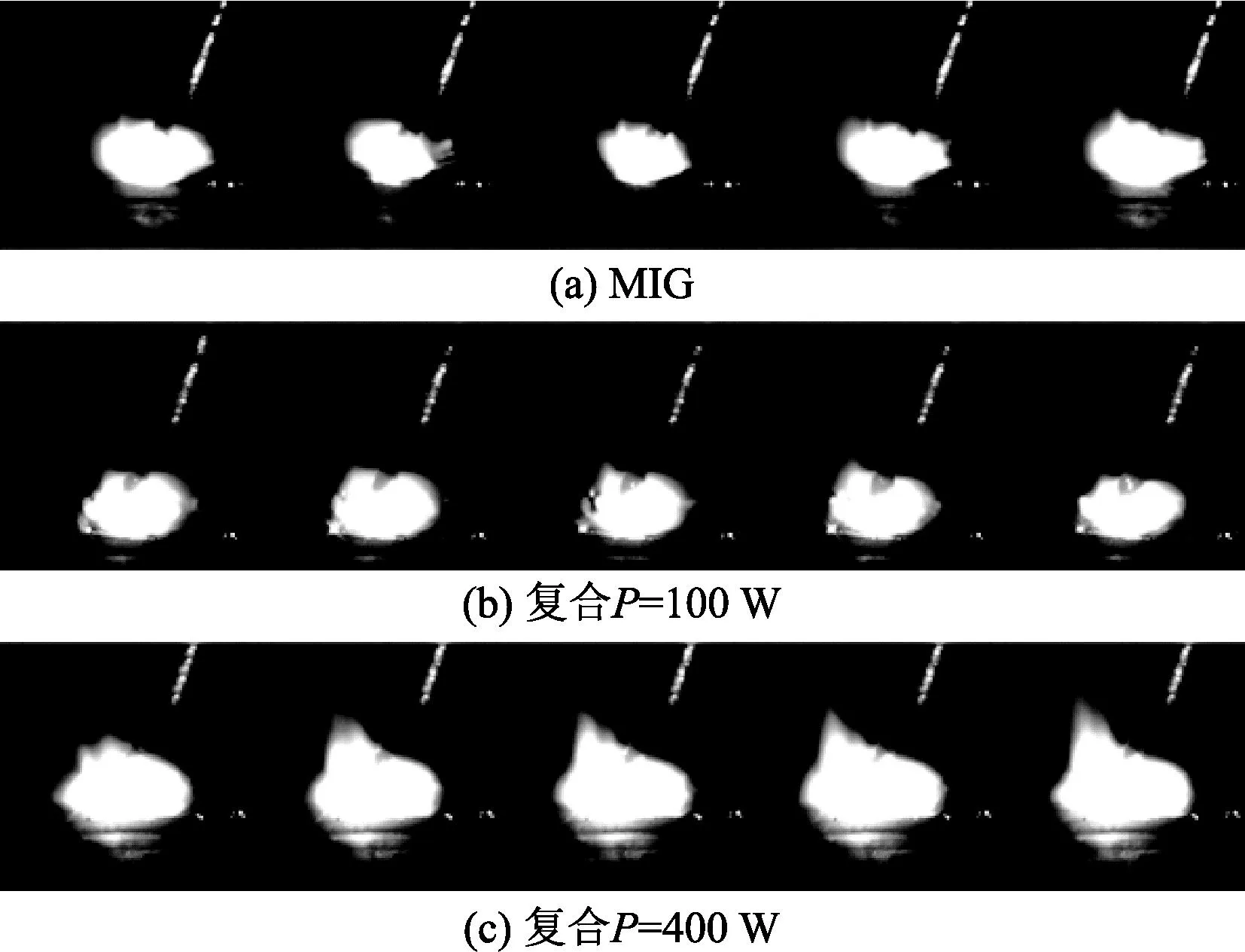
图3 不同激光功率下的电弧形态
从3组试验的比较来看,在诱导焊接中,激光的加入会对MIG电弧产生吸引作用,使原本受锌蒸汽影响而飘忽不定的电弧趋于稳定,大大提高了焊接电弧的稳定性.分析可知,这是因为激光作用在工件表面,由于其自身高能量密度的特点,会在工件表面激光作用点处产生大量高温高密度的等离子体,使该处的导电率较大,根据电弧最小电压原理可知,电弧会自动选择在电阻最小的地方燃烧,因此电弧会被吸引到激光在工件表面作用点处,同时,工件表面激光作用点处大量的高温高密度的等离子体为电弧提供了一个非常稳定的阴极斑点,同样使得电弧被吸引至激光作用点附近,从而使原本飘忽不定的电弧前端趋于稳定,焊接过程的稳定性也得到大大提高.
2.2 激光功率对电信号的影响
为了科学地评价焊接过程的稳定性,利用汉诺威分析仪对低功率激光诱导MIG电弧以及单独MIG电弧焊接镀锌板的电信号进行测试采集,具体的焊接参数为I=90 A,U=18 V,P=400 W,Vw=0.6 mm/min,Dlw=2 mm,df=0,然后将采集到的电流、电压值绘制成随时间变化的曲线,曲线越集中,焊接过程越稳定.图4分别为单独的MIG电弧焊与加入100、300、500 W激光的诱导焊的电流、电压随时间变化的趋势.
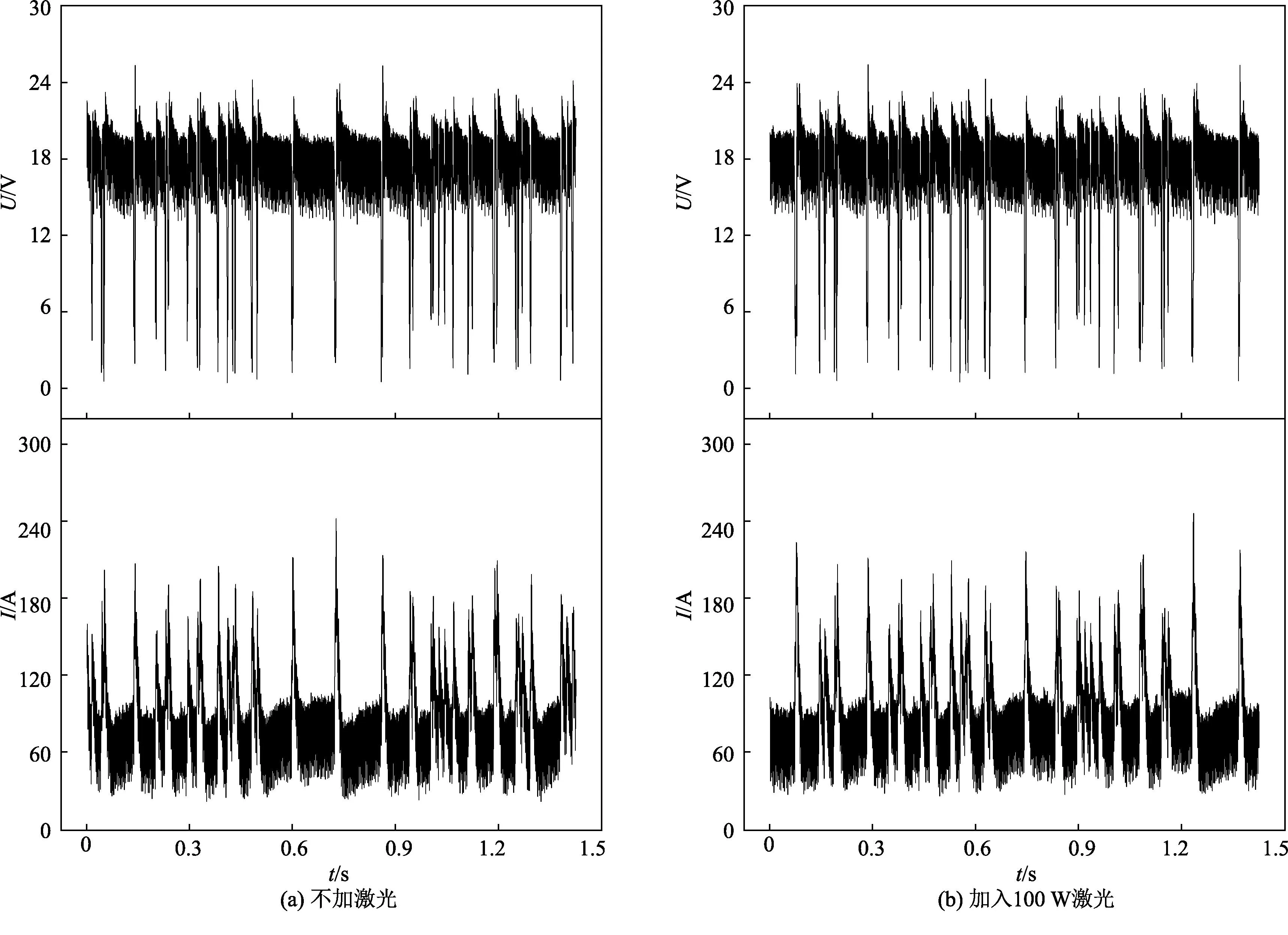
图4 不同激光功率下电信号随时间变化的趋势
通过对比可直观看出,与单独的MIG电弧焊相比,当激光功率较小,如100 W时,诱导焊电流、电压未发生明显变化;当激光功率逐渐增大至300、500 W时,诱导焊电流变化仍不明显,但是燃弧阶段电压的波动幅度明显缩小,电压随时间变化的曲线更加集中,电压值也明显减小,由此可知随着激光功率的逐步增大,激光诱导MIG电弧焊接镀锌板的过程也逐渐趋于稳定.
为了进一步找出激光对焊接电流、电压的影响规律,将相同焊接条件下多次低功率激光诱导MIG电弧焊接过程的焊接电流和电弧电压取平均值作为这一焊接条件下的电流、电压值,从而得到焊接电流、电压随激光功率变化的趋势图,如图5.结果显示,激光功率从0增加至500 W时,与单独的MIG电弧焊接镀锌板相比,诱导焊平均焊接电流有增大趋势但是变化幅度很小;诱导焊平均电压小于单独MIG电弧焊平均电压,并且随着激光功率的增加,诱导焊平均电压减小幅度增大,当激光功率达到500 W时,诱导焊平均电压降低约2 V.

图5 焊接电流、电压随激光功率变化的趋势
2.3 激光功率对熔滴过渡的影响
从之前的研究中可以发现,单独的MIG电弧以及低功率激光诱导MIG电弧焊接镀锌板的过程中,熔滴以短路过渡的方式进入到熔池当中.根据短路过渡的特点可知,焊接过程中存在规律性的燃弧和熄弧现象,反映在电压信号上即为存在电压趋向于0的时刻,因此通过比较图4中的电压随时间变化的趋势可知,在单独的MIG电弧焊接镀锌板时,如图4(a),存在较多电压趋于0的时刻,即存在多次熔滴过渡的现象,但是可以明显看出该过程中熔滴过渡的规律性较差,存在短时间内的多次熔滴过渡的现象,如0.2~0.5 s时间段内;也存在较长时间内仅有几次熔滴过渡的现象,如0.5~0.9 s时间段内,这种熔滴过渡的不规律性,表明焊接过程十分不稳定.随着诱导焊过程中激光功率的不断增加,从图4(b~d)中电压随时间变化的趋势可知,电压趋于0的时刻规律性明显增加,如激光功率P=500 W时,也反映出该焊接过程更加稳定.
2.4 激光功率对焊缝成形的影响
单一MIG电弧和低功率激光诱导MIG电弧焊接镀锌钢板搭接接头典型焊缝表面成型如图6,焊接参数为I=90 A,U=18 V,P=400 W,Dlw=2 mm,df=0,Vw=0.7 mm/min.

图6 MIG焊与激光诱导焊典型焊缝表面形貌对比
在同一焊道中,焊缝前半部分采用低功率激光诱导MIG电弧焊接,后半部分采用MIG电弧焊接.单一MIG电弧焊缝表面纹路稀疏、存在飞溅严重而导致焊缝不均匀的现象;低功率激光诱导MIG电弧焊缝表面成型美观,形成了无飞溅的、连续的、表面平滑致密无缺陷的均匀焊缝.另外,两种焊接方式由于MIG电弧的存在,加热区域不容易精确控制,在焊缝周围都存在不同宽度的黑色锌层烧损带,这对工件使用过程中的防腐性能产生了影响.
3 结论
(1) 激光在工件表面的作用点,对电弧有着明显的吸引作用,使受锌蒸汽影响而飘忽不定的电弧边缘牢牢地固定在工件表面,增加了焊接过程的稳定性.
(2) 低功率激光的加入,能够缩小焊接电流、电弧电压的波动幅度,使整个焊接过程变得更加稳定,熔滴过渡变得更加规律;另外,低功率激光的加入对焊接电流的大小影响不大,但是会降低MIG电弧电压约2~3 V.
(3) 激光的加入能大大提高熔滴过渡的稳定性,使熔滴过渡的时间间隔趋于一致.
