基于NX MCD 的平面口罩焊接组虚拟调试
2023-12-22黎玲萍赵永信
黎玲萍,赵永信,陈 勇
(1.广西工业职业技术学院 智能制造学院,广西 南宁 530001;2.深圳复兴智能制造有限公司,广东 深圳518127))
0 引言
在进行产品的真机调试之前,为了高效和安全地完成前期的提前调试验证,虚拟调试是一项很重要的技术方法。虚拟调试主要分为软件在环和硬件在环两种,其中的软件在环虚拟调试就是利用虚拟的控制器对虚拟的模型动作序列进行控制,整个动作序列完成的设备和控制器均是虚拟的,而硬件在环虚拟调试就是包含了一部分硬件和一部分软件在调试过程中,当然,还没有验证的三维模型设备还是虚拟的,但是控制器及一些相关的HMI 等上位机则是真实的设备,这种虚拟和现实设备结合的调试则更进一步验证了所需要调试的三维模型的相关功能的可行性和合理性。在真机调试前完成一次虚实设备之间的硬件在环虚拟调试,用以验证设计对象动作功能的可行性和合理性,提高产品的生产效率的同时也更加安全。正是由于这些优点,近年来,不管是软件在环还是硬件在环的虚拟调试在机电设备中的应用研究还是很多。
在软件在环虚拟调试方面,侯星宇等[1]通过PLCSIM Adv 的通信方式实现了MCD 与TIA 之间的实时通信,采用了虚拟的PLC 和虚拟的MCD 自动换刀装置实现了其软件在环虚拟调试。李华川等[2]验证了基于MCD 和TIA 结合的工业机器人软件在环虚拟调试方案的可行性和有效性。林裕程等[3]通过PLCSIM Adv 的通信方式实现了虚拟PLC 对数控机床模型的控制。
在硬件在环虚拟调试方面,郑俊强等[4]以机器人码垛工作站为研究对象,在MCD 平台对其实现了虚拟调试,验证了机器人码垛工作站的数字化设计和虚拟调试的可行性,降低了开发成本。蔡文站等[5]以机器人打磨叶片为研究对象,通过OPC UA 通信协议实现机器人打磨叶片系统软/硬件联合虚拟调试,验证了基于MCD 平台的虚拟调试的可行性。
从以上的研究可以看出,虚拟调试无论在软件在环还是硬件在环的虚拟调试,其应用研究覆盖的面还是很广的,但是从虚拟调试的研究中发现把基于MCD 的虚拟调试应用在口罩生产的研究却鲜有看到。故文中以平面口罩装配单元的焊接组为研究对象,在NX MCD 平台,为平面口罩装配单元的焊接组建立了三维模型,在MCD 平台完成了其机电一体化概念设计,并利用OPC UA 的通信方式实现了MCD模型与真实PLC 之间的硬件在环虚拟调试,为从事机电一体化设计等相关领域的技术人员提供一定的参考。
1 焊接组的机电概念设计概述
平面口罩的焊接组件主要是实现口罩的耳带和口罩面之间的超声波焊接的功能,其机电概念设计的过程就是给焊接组添加相应的运动副和耦合副,然后添加相应的位置控制,其结构及添加结果如图1 所示,图中主要是添加了相应的运动副和耦合副。

图1 焊接组的结构及运动副
2 基于OPC UA 的焊接组通信设置
焊接组的主要控制对象是耳带夹子,而耳带夹子的运动就是控制其夹紧和松开动作、垂直上下运动和旋转运动。除此之外还需要控制压板的上下运动来实现焊接前把口罩面压紧,再控制焊接头的上下运动实现超声波焊接。为了实现这些控制动作,分别利用外置实际的PLC 信号来控制这些动作。接下来,就具体的通信设置及实现过程进行说明。
2.1 基于MCD 的虚拟调试思路
在NX MCD 中,可以支持多种与外部信号的配置方式,包含有OPC UA、OPC DA、PLCSIM Adv 等,在此焊接组的虚拟调试中,为了提前利用真实PLC对MCD 模型进行调试,选择利用OPC UA 的通信方式,主要的调试思路如下:
首先,在MCD 中完成焊接组的机械设计添加相应的运动关系,并且利用MCD 中的位置控制的电气驱动命令实现耳带夹子的夹紧松开位置控制、耳带夹子上下驱动的位置控制、耳带夹子旋转的位置控制、压板的上下驱动位置控制以及焊接头的上下驱动位置控制。
其次,在MCD 的内部把这些位置控制命令与信号相关联,让位置控制中的目标位置成为MCD 的输入信号,速度的控制则在MCD 的位置控制中进行调整。
最后,在MCD 中完成外置PLC 与MCD 模型的配置方式的选择及信号的相互映射,这样就可以实现PLC 的输出信号作为MCD 的输入信号,达到PLC 控制MCD 的模型动作的目的,这样就可以提前调试,在调试过程中参数的改变可以很直观地在模型的动作上面显示,使得调试更加直观和高效,调试完成后,调试的相关参数会更加合理,调试程序也可以直接用于后面的真机,调试好的模型结构参数也比较准确,利用NX 的加工模块可以完成加工,使得最终进行真实设备的装配时精度更高,以此节省了反复调试的时间,提高了效率。
2.2 OPC UA 信号配置及信号映射
为了实现真实的PLC 与NX MCD 虚拟模型的信号连接,需要建立其信号配置,主要分两步来实现。
第一步,文中选择了一款S7-1511C-1PN 的PLC来进行试验研究,该PLC 是支持OPC UA 服务的,并且利用TIA 软件来进行编程和调试,所以在TIA 中完成该PLC 的组态后,在硬件组态中激活OPC UA 服务器,并复制服务器的地址。
第二步,在NX MCD 中的外部信号配置中选择OPC UA 方式,在弹出的窗口中添加OPC UA 服务器,在URL 中粘贴在TIA 软件中复制的服务器地址,这样即可实现其外部信号的配置。
如图2 所示,在MCD 的外部信号配置中,选择PLC 需要控制焊接组的两个耳带夹子、耳带夹子上下运动、耳带夹子旋转、压板运动和焊接头运动的控制输出信号,把这些PLC 的输出信号从外部信号配置中勾选后就可以在MCD 的信号映射命令中一一对应实现信号的映射关联。
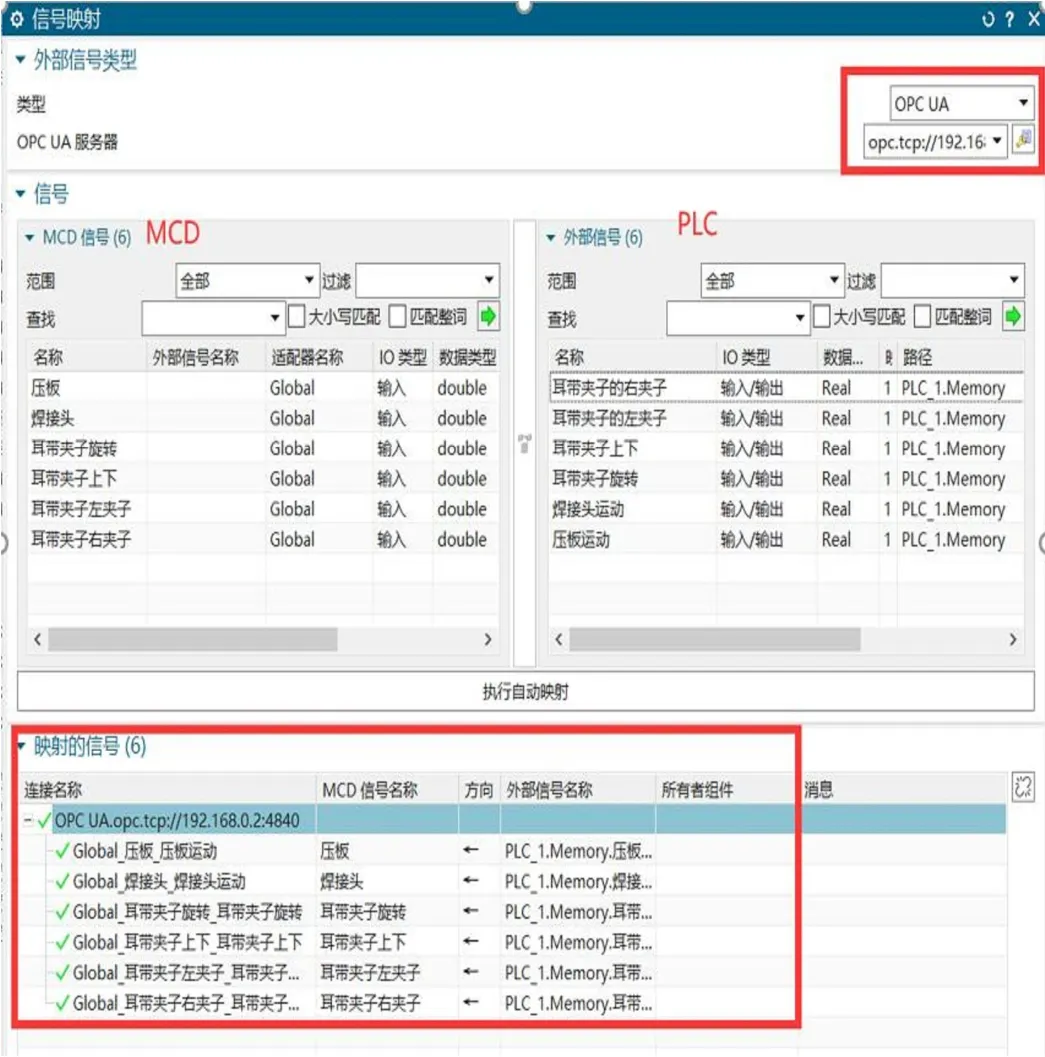
图2 PLC 的输出与MCD 输入信号的映射
3 焊接组的硬件在环虚拟调试
如图3 所示,图中的电脑中是平面口罩装配单元的焊接组虚拟模型,图中的PLC 是一款真实的PLC,由于是通过OPC UA 的方式实现的硬件在环虚拟调试,所以真实的PLC 与虚拟模型(电脑中的NX 软件中)通过一根网线进行连接。
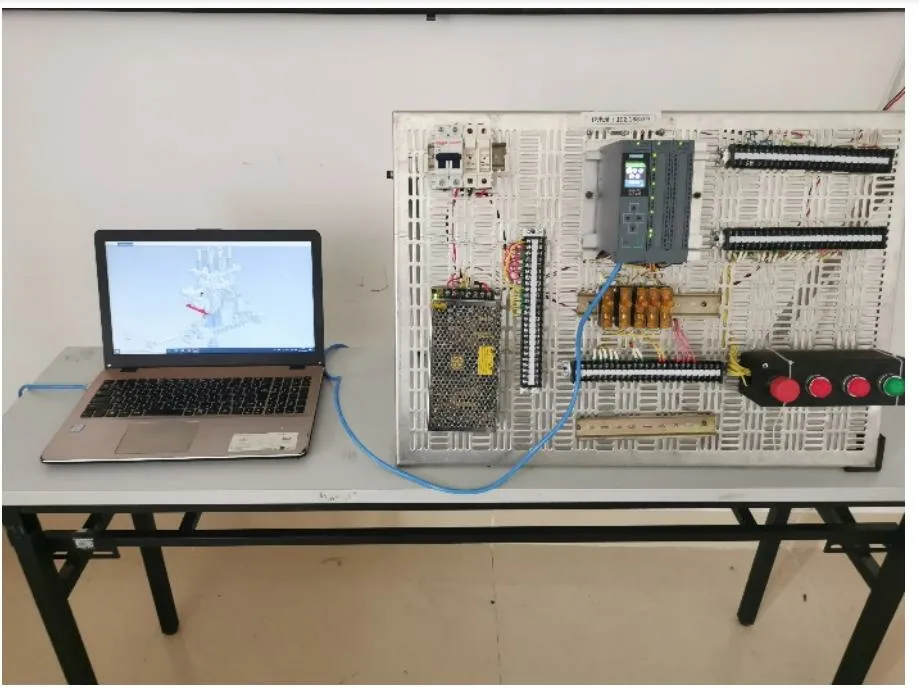
图3 硬件在环调试设备
完成了真实PLC 与虚拟MCD 模型的信号配置及信号映射后,首先需要先验证其信号关系是否映射成功,所以需要在TIA 软件中组态真实的PLC 并利用PLC 的信号监控来分别验证以下内容:
(1)通过PLC 中MD4 和MD8 中的数值分别控制左右两个耳带夹子的夹紧与松开移动位置;
(2)通过PLC 中MD12 中的数值来控制耳带夹子上下驱动气缸的上下移动位置;
(3)通过PLC 中的MD16 中的数值来控制耳带夹子旋转的角度;
(4)通过PLC 中的MD20 中的数值来控制焊接头的上下移动位置;
(5)通过PLC 中的MD24 中的数值来控制压板的上下移动位置。
这里需要特别说明PLC 控制MCD 模型是通过PLC 中数据类型为Real 型的数据来控制MCD 中的double 型的数据,否则无法实现映射。以上验证成功后,就可以利用PLC 中的MD4-MD24 这些存储器中的数值变化来控制焊接组的各结构的动作,以此来编程即可实现对MCD 的焊接组的动作逻辑的程序自动控制,以这种方式实现了焊接组件在没有生产前的硬件在环提前调试。
4 结语
本文以平面口罩焊接组的虚拟调试试验为主线,采用OPC UA 的通信方式实现了平面口罩焊接组的各运动部件的虚拟调试,主要调试了完成焊接组焊接动作所需要的耳带夹子的夹紧松开PLC 控制、耳带夹子的上下移动PLC 控制、耳带夹子的旋转运动PLC 控制、焊接头和压板的上下移动PLC 控制。利用真实的PLC 控制虚拟MCD 焊接组模型的试验说明了焊接组基于MCD 的硬件在环虚拟调试的可操作性和有效性,试验结果表明:平面口罩焊接组的硬件在环虚拟调试缩短了真机调试时间,提高了生产效率。