分段传动造纸机的电气传动及可视化监控设计
2023-12-22黄启煌董剑瑞
张 敏,黄启煌,董剑瑞
(广东理工学院,广东 肇庆 526100)
0 引言
造纸工艺是采用纤维含量小于0.5%的纸浆悬浮稀释液进行脱水的大型作业。造纸机把纸浆制作成纸张。该设备一般是将浆料运送到网部进行脱水、再经由烘干部进行烘干、最后压光以及卷取,实现成品纸的生产。因此,造纸机的主要组成部分包括了网部、压榨部件、烘干部件、压光部件及卷取部件等。造纸机采用直线轴传动的运动控制方法。直线传动在各种工况下不易保持协调,容易出现断纸、不同纸厚等问题。
随着我国电力电子技术、机械制造技术和高性能驱动器的发展,造纸工艺得到了大幅度的改进,线轴结构逐渐演变成独立的交流分段驱动器,从而将直线轴传动纸机改为分段式传动纸机[1]。分段式传动纸机布置简单,每个机械部分由一个完全控制的驱动器驱动,所有的分段驱动器通过主参考命令同步。这种系统在负载扰动期间,扰动部分的速度将瞬间降低,直到驱动控制装置能够将其恢复到参考速度。本文阐述分段式传动纸机结构及传动操控系统,结合PLC、变频器等控制器件,利用威纶触摸屏设计可视化监控页面,方便操作人员参数设定、现场监控等。
1 分段式传动纸机的结构
分段传动造纸机使用单独的传动装置和电机,其电气传动的工艺流程如图1 所示。

图1 分段式传动纸机电气传动的工艺流程
网部也称之为成形部,是纸的形成的开始。首先,在纸浆内的纤维经由沉积作用,在网面中形成湿纸,由于湿纸水分超过了95%,随后要经强制性的脱水,让湿纸能够有一定的强度与干度,可以由网面中剥离出来。网部的组成部分主要分为真空伏辊、驱网辊与导网辊。
压榨部的作用就是用挤压方式把纸幅内部所含水分最大程度上的挤出来,使纸幅能够具备较高的干度,确保整个纸张表面的质量,强化纸张整体紧实度,压榨部分为真空式吸移辊与真空式压榨辊。烘干部主要负责纸张水分的去除,提升成纸张的质量,烘干部的设备主要是多组烘缸。在经由压榨部进行挤压之后,成纸中的水分很难再被挤压出,故在烘干部,利用纸幅和烘缸外表面之间的接触,使成纸中的水分能够被蒸发掉,使成型湿网在该部分被巩固。烘干部包括主要包括前烘干与后烘干,经两次烘干后,一般能够让成纸当中水分的含量降低5%~8%。
施胶部主要目的在于避免液体渗漏,确保纸幅表面具有良好的性能,施胶部中包括了施胶的上辊与下辊。压光部安装于后烘干部的后面,压光部主要负责纸幅整体平滑度、光泽度以及紧实度的增强,校正成纸的厚度以及确保成纸的均匀。一般而言压光部中包含有2-10 根完整的压光辊[2]。卷取部是造纸机中的最后的一个组成部分,卷取部件的功能就是完成整副纸张的卷纸工艺,使其能够便于存储及运输等操作。
2 分段式传动纸机的操控系统
典型的造纸机中传动点主要包括:真空伏辊、驱网辊与传动导网辊、传递压榨、施胶机、压光机与卷纸机等。根据造纸机的类型和传动速度之间的差异性,传动点数量有所不同。纸机传动操控系统就是对各传动点内驱动的电机进行相应的控制,当造纸机处于运行状态的时候,要求整机尽量处于速度、负载的恒定,通过选择速度链控制、负荷分配、张力控制等方式确保造纸机平稳而可靠地运行。
2.1 速度链控制
在分段式传动造纸机的整个生产过程中,多电机同步控制是造纸机控制系统设计的重点和难点。同步性能往往会受一些因素的影响,例如:负载扰动、电机驱动特性不匹配、运行过程系统参数发生变化、摩擦、间隙等导致系统非线性[3,4]。各台电机实际运行速度需要根据生产要求及规律来完成控制,如纸幅存在张紧时,相应地要减缓传动点的运行速度,同时,该点后面的全部传动点应该相应降速,否则会出现纸幅断裂,给实际生产带来很大的不便及损失。整个生产过程中,由于各传动点实时速度的调节均无法单独进行,这让纸机整体速度的操控呈现出链式结构,也就是速度链,造纸机速度链结构图如图2 所示。
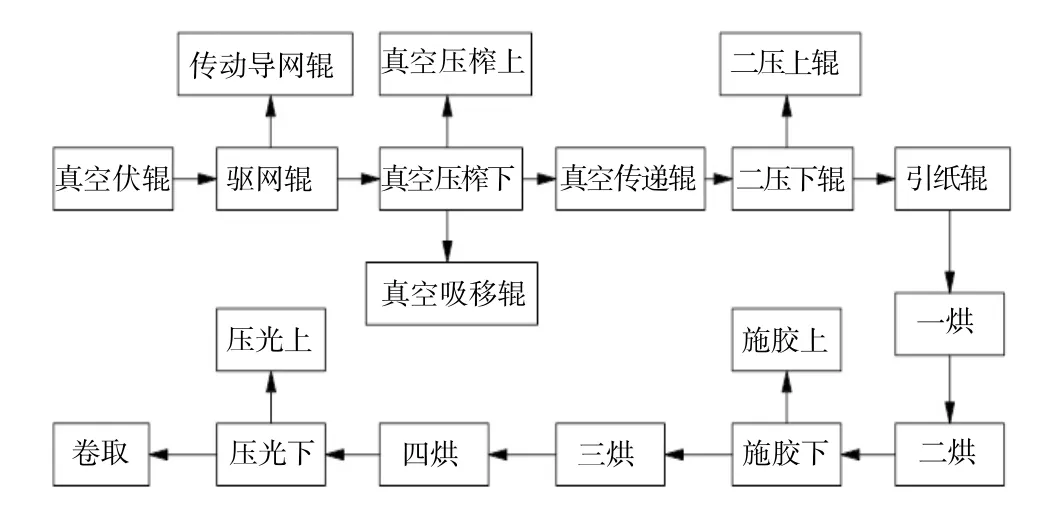
图2 速度链结构
速度链中的所有传动点都是根据负荷分配组内部的实际位置进行分类的,即:总主传动点、主传动点与从传动点。总主点的速度也就是纸机运行的整体车速,它是其他所有各个传动点速度的基准。造纸机内部速度链中包括了主链和子链,总主点以及主点都是在速度链中的主链内部设置的,在主链内部设置的各主点的实时速度就是由上级主点的实时速度所带动的,再根据上级主点实时速度进行相应的调整。子链内部的从点,其运行的实时速度是参考负荷分配组内的主点而确定的,并在主点实际运行速度的基础上完成自身速度的调整,从而完成造纸机内部速度链整体有效操控,为造纸机整体稳定的运行提供基础条件。速度的调节采用调节速比的方法进行,一般情况下用计算的方法来计算本分部的速度,但该值的大小并不是确定不变的。通过改变变频器的频率达到控制各纸辊速度的目的,且不同生产需求的速度比跟生产纸的品种、辊径等有关,需要进一步计算。
2.2 负荷分配控制
在整个造纸过程中,网部功能的实现主要是利用了真空伏辊以及驱网辊完成相应的驱动操作,压榨部的驱动则主要是利用上压榨辊配合下压榨辊挤压完成操作的,当造纸机运行至这些部分时,传动辊之间就会存在不同力度之间的有效耦合,电机才能驱动负载,这样的系统就是多电机型的传动控制系统。对纸机中的多电机式传动分部有效控制,应当保持关联传动辊实际运行速度相同,完成各个传动电机内部所承受的实际负载和额定功率之间的互相匹配,也就是各电机有相同负载率。如果没有办法满足便会影响到生产过程或产品本身,在电机因为负荷不够均匀而长时间的保持过载或轻载状态的时候,就会严重地损害电机整体性能。所以在多电机式传动控制系统中,重点要实现负荷之间的分配操控。
多电机式传动系统内部负荷不均的原因是电机基本机械特性的差异性。一个完整的负荷式分配组当中,若干电机因为不同的机械特性,导致其处于相同速度的时候,可能出现部分电机负载过大、部分电机负载过小,进而导致有的电机出现过载,有的电机出现轻载。分配负荷控制主要目的就是让传动电机有相同的负载率,可通过电机功率P、电机电流I 或电机转矩T 等参数作为检测量表示电机实际负荷,实践中,根据具体情况选择合适的检测量作为负荷的分配依据,达到使电机负载率相同的目的。造纸机采用交流异步电动机作为动力源,其具体的交流电机负荷分配做法为:在负荷分配中选取其中一台作为负荷分配的主节点,用于维持稳定的速度,其他从节点通过调节输出频率控制输出转矩,完成负荷分配的硬件可以是负荷分配控制器或PLC 控制器,这两类方法都运行可靠且造价较低[5]。
2.3 张力控制
在造纸机的生产过程中,张力应当控制在成形网实际的可控范围当中,如果张力过小,由于纸幅受力不够而产生飘动,成形网则无法实现辊筒转动的有效驱动;如果张力过大,不仅纸张可能撕裂,同时还会降低辊筒与网子实际使用寿命。在纸幅经由施胶、压光以及卷取等分部的时候,水分含量接近成品纸实际水分含量,纸幅的伸缩性比湿纸少;同时,传动辊间存在较大的速差变化的时候,纸幅张力同样会出现较大改变。如果张力较大,超出一定值时会导致纸张断裂,张力过小则会出现飘动,造成起皱以及脱边等现象,这些情况都会对造纸机中的硬件部分造成损耗,同时使纸幅的质量得不到保障。要有效避免上述问题造成的不良影响,应当对造纸机进行张力控制,使纸幅张力处于安全范围当中,确保造纸效率与纸幅质量。其工作示意图如图3 所示,张力的控制方法即在各张紧导纸辊上安装纸幅张力传感器,张力传感器所测的信号经过自身的信号处理器进行滤波、放大、转换等处理后送到PLC 控制模块,再叠加触摸屏上输入的张力给定值,经程序处理运算后,得到一个张力偏差值,该偏差值经过PLC 内部的PID 控制器处理后的控制量送入变频器,从而改变变频器的输出频率,达到改变电机转速,实现张力的闭环控制,保证成纸质量及成纸效率[6,7]。

图3 张力控制示意
3 造纸机的可视化监控设计
在造纸机的生产过程中,采用PLC 构成自动控制系统,控制造纸过程中的制浆、造纸和存储、运输等操作,同时,对造纸设备重要的运行参数及状态进行实时监测[8]。纸机操控系统的直接参与者是现场操作人员,他们能够经过触摸屏监控画面实时监控纸机实际运行状态,应当完成各传动点的启停操控、速度调整、能完成纸幅的绷紧以及松弛等控制,且调节速度能够具备较高精度及快速的反应。系统调试中,造纸机可以用较低的速度爬行运行,在负荷分配中各个传动点调试时能够独立运行,但当投入生产时要求能联合运行。由于要求纸机实际运行状态与运行数据要显示在组态设计画面中当中,能实现可视化监控,因此PLC 控制系统与人机界面和变频器间应当完成实时通讯。
用户界面与监控功能由组态软件实现控制界面设计,此处以驱网辊为例,设计组态监控画面,进行组态过程操作介绍,其仿真画面如图4 所示。在系统界面中进行的操控动作主要包括了:停止操作、启动操作、单动操作、联动操作、前后爬升操作、加速操作与减速操作等。同时,为方便实时数据监测,界面中包含了:变频器频率设定与设备实际运行数据、动作数据、反馈值数据等。

图4 驱网辊可视化监控界面
4 结语
本文阐述的分段驱动造纸机,采用三菱FX3U-64MT 可编程控制器作为控制器,结合三菱E700 变频器实现造纸机的传动点自动化变频调速,让生产的效率实现全面地提升[9]。同时通过威纶通触摸屏进行现场监控,整个控制系统省时省力,人机界面的引入也使非熟练工人更容易操作。同时该机操作所需人力少,无生产损失,造纸机运行效果好,这将以良好的精度和可重复性满足行业的要求。当发生故障时,不需要对电路进行复杂跟踪,所有的命令都可以通过人机界面给出,可视化操作效果好,系统可靠性高。