耦合工艺在垃圾转运站废水处理中的应用研究
2023-12-20陈俊鸿
陈俊鸿
(深圳市润源建筑工程有限公司,广东 深圳 518104)
引言
垃圾转运站废水是生活垃圾在转运站压缩过程中产生的压滤液、冲洗压缩设备和地面产生的混合废水等,属于高浓度有机废水。目前,国内垃圾转运站废水主流处理工艺为“生化法+膜过滤”,产生的膜浓水采取外运或蒸发的方式处理。此工艺易受水温和进水浓度影响,出水不稳定,同时处理站占地面积大,投资和运营成本非常高。为了降低垃圾转运站废水处理的投资和运营成本,本团队研发了一项“光催化+过滤+厌氧氨氧化”的耦合工艺,专门用于处理垃圾转运站废水等高浓度有机废水。本文以深圳市某垃圾转运站废水处理实例进行论述。
1 项目综述
1.1 项目概况
某街道目前一共有15个垃圾转运站,承担着该街道范围内生活垃圾的压缩转运任务,在垃圾压缩过程和冲洗设备及地面的过程中会产生高浓度有机废水,如不进行处理将会对周围环境造成污染,影响附近居民的生活质量。为此,该街道在六个垃圾转运站内建设了废水处理设备,在一定程度上改善了周围环境,也得到了附近居民的好评。现在该街道希望在剩余的九个垃圾转运站中挑选一个站点作为废水处理一体化设备示范点,继续提升垃圾转运站周围的环境质量。
1.2 废水处理设计水量
该垃圾转运站为两厢式转运站,根据业主提供的用水量参数和实测数据,该站点的设计处理水量按5 m3/d,每天处理24小时,则时流量为0.21 m3/h。
1.3 废水进出水水质
垃圾转运站废水进出水水质如表1所示。

表1 垃圾转运站废水进出水水质单位:mg/L
2 废水处理工艺及流程说明
2.1 废水处理工艺流程
废水处理工艺流程见图1。
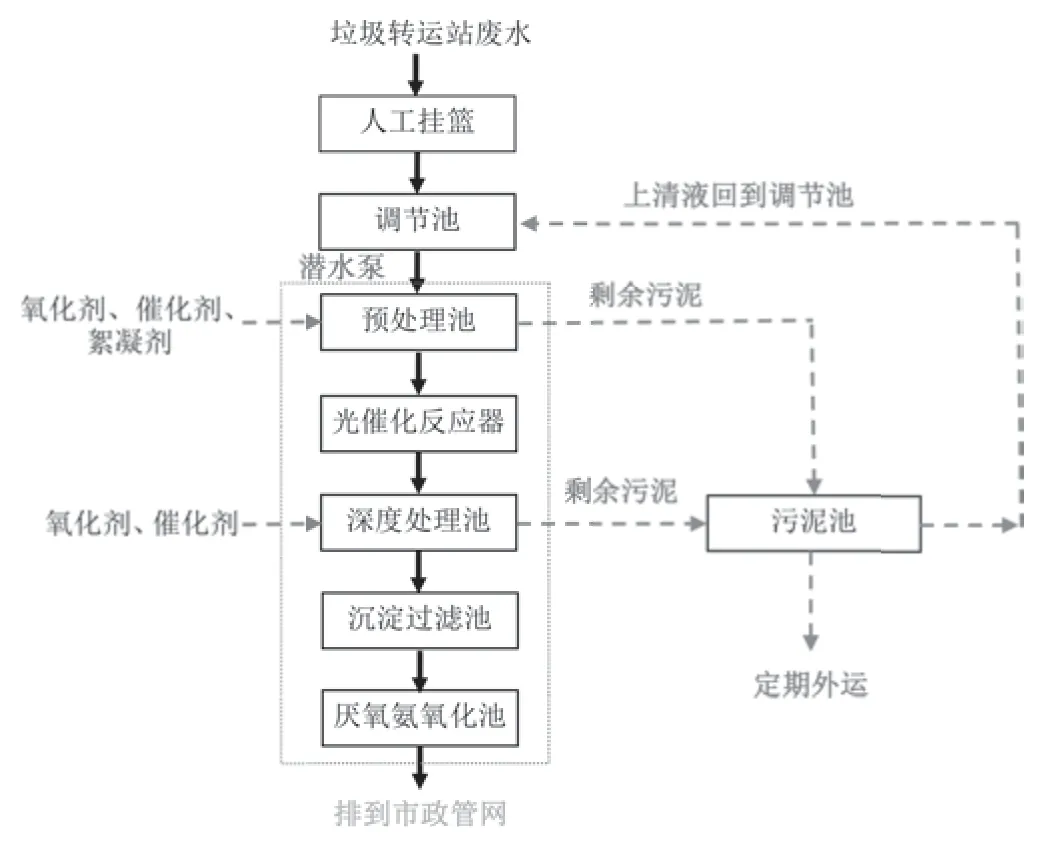
图1 废水处理工艺流程
2.2 工艺流程说明
垃圾转运站废水自流进调节池进水口,在调节池的进口处安装人工挂篮,去除原水中的粗大悬浮物和漂浮物,之后流到调节池调节水质水量,然后通过潜水泵将废水依次抽至预处理池、光催化反应器、沉淀过滤池和厌氧氨氧化池进行处理,处理达标后排放到市政管道中。厌氧氨氧化池产生的厌氧氨氧化细菌定期取出作为商品销售;预处理池和深度处理池产生的污泥定期排到污泥池中暂存;上清液溢流到调节池重新处理;沉在池底的污泥定期通过吸粪车抽吸外运处理;一体化设备内的臭气通过管道收集后集中抽到生物喷淋塔处理后排放[2]。
3 设备运行结果与分析
本项目对一体化设备进行连续三个月的调试运行,原水COD在10 000~12 000 mg/L时,对废水各工艺段采用不同的药剂投加量,同时检测在该投加量下对应的进出水各项指标,发现随着加药量和加热温度的不同,设备出水的各项指标也有所变化,故认为设备的处理效率与加药量和加热温度存在对应关系[3]。预处理池投加的药剂为氧化剂1、催化剂1、絮凝剂,溶液的配制浓度分别为:10%、20%、3‰;深度处理池投加的药剂为氧化剂2和催化剂2,溶液的配制浓度分别为:10%、25%。
3.1 预处理池各指标的去除效果分析
本项目的有机物主要是通过投加氧化剂氧化及通过光催化反应器去除。当预处理池中投加的催化剂和絮凝剂达到一定量,废水中的pH值维持在8.0左右时,氧化剂加药量和出水各指标的关系如表2所示。
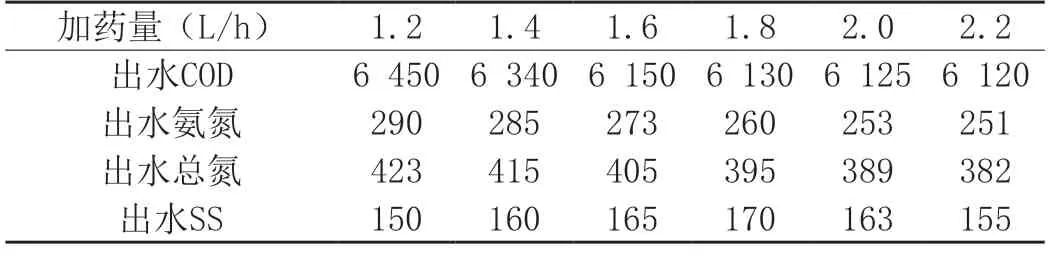
表2 预处理池加药情况单位:mg/L
由表2可以看出,随着加药量的增大,出水COD浓度在不断降低,但当加药量大于1.6 L/h时,COD浓度变化不大,且氨氮和总氮的去除率变化均不大,证明该氧化剂对氨氮和总氮的去除率很低;出水SS值也基本维持在165 mg/L左右,原因可能是絮凝剂投加量为一定值时,出水的SS也是一定值,与氧化剂投加量无关。
3.2 光催化反应器各指标的去除效果分析
光催化反应器的主要功能是去除COD和氨氮。在反应器内壁涂刷生物模板的催化剂,同时安装紫外线灯管,通过加热器对反应器内的废水进行加热,顶部接真空泵将反应器内抽成真空状态[4]。当反应器内真空度在一定值(-0.075 MPa)时,通过调节加热温度来测定反应器出水各指标值,以确定最佳加热温度,加热温度和出水各指标的关系如表3所示。
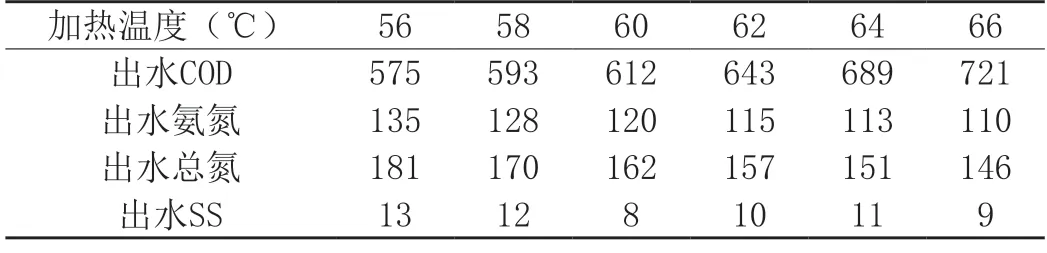
表3 光催化反应器加热情况单位:mg/L
由表3可以看出,在一定的真空度时,加热温度越低,出水COD浓度越低,原因可能是低水温无法达到大部分有机物的沸点,有机物无法随水蒸气挥发出来,故出水COD较低;氨氮和总氮随着加热温度的升高而降低,原因可能是温度高使得氨氮挥发得快;出水SS均小于15 mg/L,原因是原水中的大部分SS都留在反应器中,没有被蒸发出来。综上所述,加热温度维持在58~60 ℃时,各指标处理效果最好。
3.3 深度处理池各指标的去除效果分析
当光催化反应器的出水无法达到厌氧氨氧化工艺的进水要求时,需在深度处理池对有机物进行进一步处理,以满足厌氧氨氧化细菌的进水要求。当催化剂投加量一定时,氧化剂加药量和出水各指标的关系如表4所示。

表4 深度处理池加药情况单位:mg/L
由表4可以看出,随着加药量的增加,出水COD浓度也随之降低,当加药量超过0.5 L/h时,COD浓度降低得不明显;氨氮和总氮的去除率不高,证明该氧化剂对氨氮和总氮的去除率很低;出水SS比光催化反应器高,是因为在氧化过程中产生了新的沉淀物。
3.4 沉淀过滤池各指标的去除效果分析
深度处理池的出水经过沉淀过滤池进行固液分离,该过滤池采用了笔者的实用新型专利:一种污水过滤装置,目的是将原水的悬浮物去除,结果显示出水指标均在60 mg/L以下,完全满足厌氧氨氧化工艺的进水要求[5]。
3.5 厌氧氨氧化池氨氮的去除效果分析
沉淀过滤池的出水流到厌氧氨氧化池进行细菌培养,该工艺采用了两段式的短程硝化-厌氧氨氧化工艺,同时严格控制溶解氧的浓度和水的碱度。通过调节短程硝化池的溶解氧浓度来确定出水氨氮的浓度,以及厌氧氨氧化细菌的培养效果,短程硝化池溶解氧浓度和出水氨氮及总氮的关系如表5所示。
由表5可以看出,当短程硝化池内溶解氧浓度在0.4~0.6 mg/L时,出水氨氮浓度最低,原因可能是在这个溶解氧范围内能产生较多的亚硝态氮,并和氨氮反应生成氮气,从而达到氨氮去除效率最佳的效果。同时,培养出的厌氧氨氧化细菌颗粒饱满,可以作为产品销售给市政污水厂和工业废水厂,产生一定的经济效益[6]。
4 结论与建议
本文通过深圳市某垃圾转运站废水处理实例,证明一体化设备采用“光催化+过滤+厌氧氨氧化”工艺,预处理池和深度处理池氧化剂加药量分别按1.6 L/h和0.5 L/h投加,光催化反应器的温度控制在58~60 ℃时处理效果最好,各项指标完全可以达到排放标准。设备的总占地面积为14.4 m2,可以实现垃圾转运站废水处理投资和运行费用较低、占地面积较小的目的。根据该耦合工艺的实践,其同样适用于其它高浓度有机废水的处理,如化工废水、制药废水、食品废水和餐厨垃圾渗滤液等。