菌糠与不同种类原料混合对厌氧发酵产气性能的影响
2023-12-18丑三涛朱晓利
丑三涛,徐 攀,朱晓利,李 敏
(1.潍坊理工学院,山东 潍坊 261000;2.山东禄禧大盛环保科技有限公司,山东 潍坊 261000)
随着我国畜牧业及食用菌产业的迅速发展,产生了大量的畜禽粪便及蘑菇培养废料(菌糠)。厌氧发酵技术是处理畜禽粪便和农业废弃物的有效途径之一,能实现畜禽养殖废弃物的无害化处理与多层次资源化的利用,还能产生沼气,用于热电联产或生物天然气,维持农业生态化可持续发展[1]。目前有关菌糠与畜禽粪便混合发酵的系统研究在国内外少有报道,将菌糠与畜禽粪便结合起来,实现最优资源化利用及无害化处理具有重大意义。本次试验以菌糠和鸡粪、牛粪、鸭粪为原料,采用厌氧发酵方式,研究不同原料之间混合厌氧发酵产气潜力,确定菌糠与不同原料间最佳产气工艺参数,为解决能源短缺、碳减排,提高菌糠和畜禽粪便的利用率[2],促进沼气工程事业快速发展提供理论支撑[3]。
1 材料与方法
1.1 试验原料
发酵原料为菌糠和鸡粪、牛粪、鸭粪。菌糠取自东营沃德丰生物科技有限公司培养完双孢菇、平菇的废渣;鸡粪取自潍坊立华牧业股份有限公司;牛粪取自山东合力牧业有限公司;鸭粪取自安丘市大盛镇养鸭户。发酵原料理化属性见表1。表1 中,TS(Total Solids)为总固体;NH4-N 为氨氮;COD(Chemical Oxygen Demand)为化学需氧量。
1.2 试验装置
厌氧发酵小型试验装置见图1。
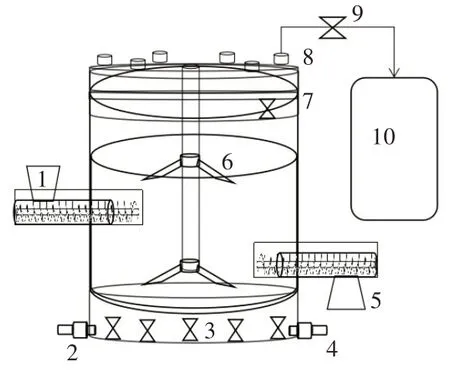
图1 厌氧发酵试验装置Fig.1 Anaerobic fermentation test equipment
1.3 试验设计
用300 L 连续式厌氧发酵小试装置进行厌氧发酵产气试验,发酵方式为连续式厌氧发酵,发酵周期为30 d,试验装置由玻璃罐和铝箔集气袋组成,玻璃罐口用橡胶塞密封,设有出气口用来连接铝箔集气袋收集气体。本试验共设置3 组,试验编号分别为菌糠与鸡粪混合(A1)、菌糠与牛粪混合(A2)、菌糠与鸭粪(A3)混合,进行厌氧发酵产气试验。试验参数,以m(原料TS)∶m(接种物TS)=1∶2的比例混合,用清水进行混料搅拌,发酵液中TS 的质量分数为10%,发酵温度为40 ℃。发酵过程中每天取发酵料液与气体样品,检测分析厌氧发酵过程中发酵料特性指标变化,包括pH 值、挥发性脂肪酸和碳酸氢盐碱度比(VFA/TIC)值、NH4-N。从产气开始,利用湿式气体流量计计量日产沼气量,利用沼气分析仪检测气体成分含量。
2 试验结果与分析
2.1 不同组pH值对厌氧发酵特性的影响
随着3 组不同原料厌氧发酵随反应时间越长,A1组发酵料液pH值整体呈现下降趋势(K=-0.004 4),在厌氧反应试验第8 天出现最大值7.81,在第26 天出现最小值7.5;A2组发酵料液pH 值呈微上升趋势(K=0.001 5),在厌氧反应试验第5天出现最大值7.97,在第1 天出现最小值7.68;A3组发酵料液pH 值呈现上升趋势(K=0.005 1),在厌氧反应试验第21 天出现最大值7.97,在第1天出现最小值7.57。
2.2 不同组VFA/TIC比值对厌氧发酵特性的影响
随着3 组不同原料厌氧发酵随反应时间越长,A1组发酵料液VFA/TIC 比值整体呈现上升趋势(K=0.000 6),在厌氧反应试验第23 天出现最大值0.39。A2组发酵料液VFA/TIC 比值呈微下降趋势(K=-0.000 5),在厌氧反应试验第9 天出现最大值0.47。A3组发酵料液VFA/TIC 比值呈现上升趋势(K=-0.001 7),在厌氧反应试验第10天出现最大值0.51。
2.3 不同组NH4-N值对厌氧发酵特性的影响
随着3 组不同原料厌氧发酵随反应时间越长,3 组发酵料液NH4-N 均呈现上升趋势,其中3 组试验NH4-N 值上升速度先后顺序为A1>A3>A2。其中,A1组发酵料液NH4-N值整体上升速度最快(K=49.397),在厌氧反应试验第30天出现最大值2 778.06 mg/L。A2组发酵料液NH4-N值呈微上升趋势(K=2.881 3),在厌氧反应试验第9 天出现最大值2 770.55 mg/L。A3组发酵料液NH4-N 值呈现上升趋势(K=21.993),在厌氧反应试验第29天出现最大值2 549.77 mg/L。
2.4 不同组厌氧发酵CH4浓度变化分析
沼气是一种以CH4和CO2为主要成分的混合气体,还有少量的H2S、O2等气体。甲烷浓度是厌氧发酵产沼气反应指标中的重要参数之一,它可以直接反映厌氧消化系统中产甲烷菌活性、有机酸转化效率及产气性能,间接反映厌氧发酵料液的可生物降解性以及厌氧反应器中微生物的降解能力。
3 组试验日产甲烷浓度由高到低顺序如下:A2>A3>A1,在整个发酵过程中,3组日产甲烷浓度没有显著变化,每组试验甲烷浓度变化比较稳定,其中,A2组甲烷体积分数平均保持在62.54%,在第25天出现峰值64.76%;A3组甲烷体积分数平均保持在60.38%,在第26天出现峰值62.35%;A1组甲烷体积分数平均保持在56.8%,在试验第2天出现峰值58.24%;A2组日产甲烷体积分数在初始阶段变化较大,试验前9 天呈下降状态,在第10 天出现最低值60.24%,试验后期甲烷体积分数值逐渐回升;A3组日产甲烷体积分数在前9 天保持在60.11%左右。之后呈上升—下降—上升—下降的M 型波动状态。A1组日产甲烷浓度试验前18天甲烷浓度变化较为平稳,平均维持在57.47%,从第18 天开始出现波动,呈下降—上升—下降—上升的W型波动状态。
2.5 不同组厌氧发酵产气特性变化分析
3组厌氧发酵产沼气试验中,A3组累积日产气量最高,平均累计日产气量为5 328.58 L/(kg·d),经过对比3 组试验数据可知,A3组累积日产气效率比A1、A2组分别提高了21.05%、12.58%,可能与发酵原料按比例混合后的理化属性有关。菌糠具有碳氮比高、pH 值低、发酵过程易酸化的特点[7],为了调节碳氮比,提高甲烷含量及产气量,经过与鸡粪、牛粪、鸭粪混合进行厌氧发酵[8]。菌糠与不同原料混合发酵时,可以改变物料特性[9],能更好地发酵。从累积日产气量表明,A3组混合厌氧发酵产气效率最好,因为菌糠和鸭粪的产气性能可以相互补充,混合后的原料的碳氮比得到了较好调节,这有助于增加系统中微生物的多样性和数量。
3 结论
(1)通过对3 组发酵料液pH、VFA/TAC 两种因素检测分析可知:发酵料液pH 值在7.5~7.82、VFA/TAC 比值在0.2~0.5波动不会影响厌氧发酵反应,并且根据3组试验得出pH值变化与VFA/TIC 比值成反比,pH 值升高,VFA/TIC 比值会降低,pH值降低,VFA/TIC比值会升高。通过这2项指标可有效监控厌氧发酵料液反应过程中有机酸积累及进料比例失调问题。
(2)通过分析3组发酵料液NH4-N值变化可知:发酵料液NH4-N值越高,会不同程度地影响厌氧发酵反应产气品质。
(3)通过对3 组发酵料液CH4与产气综合分析可知:3 组试验在厌氧反应条件一定的情况下,甲烷浓度最优顺序为A2>A3>A1,产气量最优顺序为A3>A2>A1。