激光粒度仪干法和湿法测试铝粉粒径的对比分析
2023-12-14王开爱马卫丹梁冬梅
王开爱,马卫丹,梁冬梅
(中铝郑州有色金属研究院有限公司,河南 郑州 450041)
铝粉在纺织品、粉末涂料等多个行业应用广泛。铝粉的粒径分布是衡量铝粉质量在实际应用中的重要指标。铝粉粒径检测方法最常用的是筛分法,具有设备简单、操作方便、结果直观等优点。缺点是受筛分层数和人工操作的影响,粒度分布结果不详细、不精准。由于对粒径分布测量精度的要求不断提高,近年来激光粒度仪得到了广泛应用。激光粒度测量原理是样品通过激光系统时发生衍射、散射,用Fraunhofer衍射理论或Mie散射理论计算出样品颗粒的大小。激光粒度仪能够自动检测、可测试粒度区间广、速度快、精确度高、可得到连续的数据结果。
激光粒度仪的检测功能有干法、湿法两种。干法测试不用任何分散剂,空压机提供动力,样品经过分散装置分散后进行测试。湿法测试需将样品在合适的分散剂中分散后再进行测量[1]。干法和湿法因分散的方法、介质等不同,所以测试的结果有差别[2]。本文针对铝粉粒度从参数设置、重复性和结果差异等方面对比分析了干、湿法测试的区别和不同。
1 实验部分
1.1 主要原料及仪器
铝粉、去离子水及Mastersizer 2000型激光粒度仪
1.2 试验方法
1.2.1 干法测试
(1)将激光粒度仪的样品池切换为空气样品池,接通Scirocco 2000分散附件,并打开主机、附件和计算机开关,预热30 min[3]。
(2)将铝粉样品手工放到样品盘里,同时连接气体供应和真空抽取系统。设置折射率(按铝的折射率1.48)、分散压力、振动进样速率、遮光度界限等参数,进行测试。
1.2.2 湿法测试
(1)将激光粒度仪的样品池切换为湿法样品池,接通Hydro 2000MU分散附件。
(2)分散介质:去离子水,折射率1.330。设定泵速、超声频率、超声时间等测试参数,遮光度范围6%~10%。
2 结果与讨论
2.1 干法测试
干法测试时为使样品分散均匀,得出可重复的测试结果,样品通过测量区域时需有稳定的速度和合适的浓度。气压的大小直接决定分散颗粒的能量,气流的速度很大程度上决定了浓度大小[3]。
2.1.1 气压的设定
空气压力的设定与样品本身有关,一般设定为1~3 Bar。如样品易碎,一般选用较低的气压;如样品粘结性强、密度高不易分散,则选用较大的气压。但要防止气压过高,导致样品颗粒形状改变,使测试结论错误。设定振动进样速度65%,遮光度界限1%~4%,分散气压分别按1、2和3 Bar三种压力进行测试,分析不同气压下粒度结果的变化情况,结果见表1。
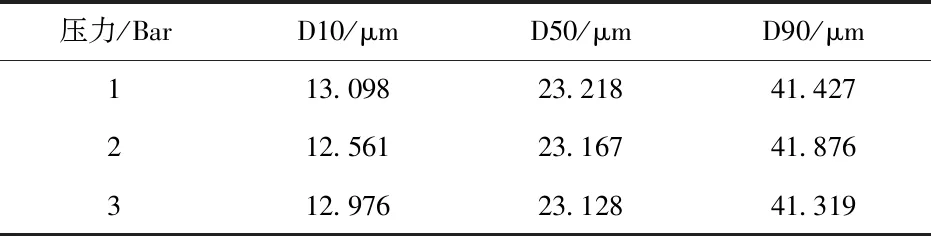
表1 不同压力粒径分布
从表1可知,三种气压下测试结果相近,随着压力的增加粒度没有明显变化,说明此测试结果能真实反应样品的粒度。在保证样品分散好的情况下,应尽量选用较小的气压,避免样品颗粒形状破碎改变。因此气压选择1 Bar较合适。
2.1.2 进样速度的设定
样品的浓度与进样的快慢直接相关。若样品进料速度过快,则浓度过高,样品分散不恰当;若样品进料速度过慢,则进料浓度太低、不集中或有中断,代表性差,结果不真实。设定分散压力1 Bar,遮光度界限1%~4%,进样速度选取40%~90%中六个值进行测试,分析不同进样速度时粒径分布的变化情况,结果见图1~图3。
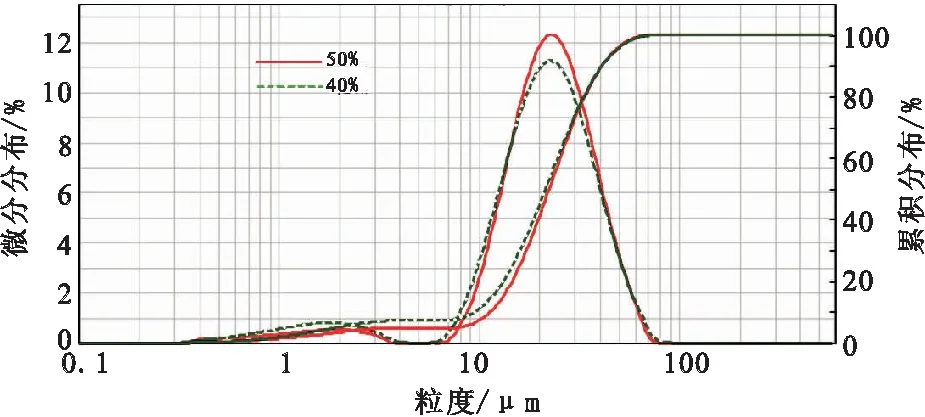
图1 进样速度40%、50%的粒径分布
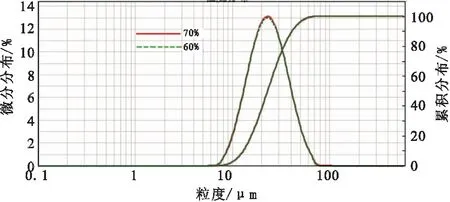
图2 进样速度60%、70%的粒径分布
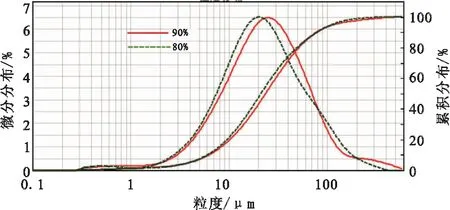
图3 进样速度80%、90%的粒径分布
从不同进样速度的粒径分布图可知,进样速度为40%、50%时,细粉较多,样品分散较差。当进样速度达到80%和90%时,出现拖尾现象,主要是进样快、样品浓度高,分散效果差导致。进样速度为60%、70%时,铝粉分散好,粒径呈较好的正态分布。因此设定60%~70%的进样速度较合适。
2.1.3 遮光度的设定
Mastersizer 2000型激光粒度仪干法测量时,遮光度界限一般设定在1%~4%之间[3]。若遮光度太低,则通过系统的样品量过少、浓度小,代表性差,影响数据精确度;若遮光度太高,则通过系统的样品量过多、浓度大,会产生多重衍射、散射,使粒度结果中显示细粉颗粒的比例变大。设定分散压力1 Bar,进样速度65%进行测试,分析不同遮光度时粒度的变化情况,结果见图4。

图4 不同遮光度D50值的变化
从图4可知,遮光度在1%~4%范围内,铝粉粒径分布呈正态分布且D50值变化较小,因此遮光度界限设定1%~4%范围满足测试要求。
2.2 湿法测试
为了探究铝粉粒度的准确性,确定合适的测试条件,研究了几个主要因素,泵转速、超声强度、超声时间及遮光度发生变动时,对粒度测试结果的影响。
2.2.1 泵转速的设定
泵的搅拌和循环是湿法测试的主要动力,搅拌速度直接影响样品分散程度。设定超声频率19 Hz,超声时间80 s,遮光度控制在6%~10%之间,从1 000~4 000 r/min选择不同的搅拌速度分析粒径分布的变化情况。测试结果见图5~图7。
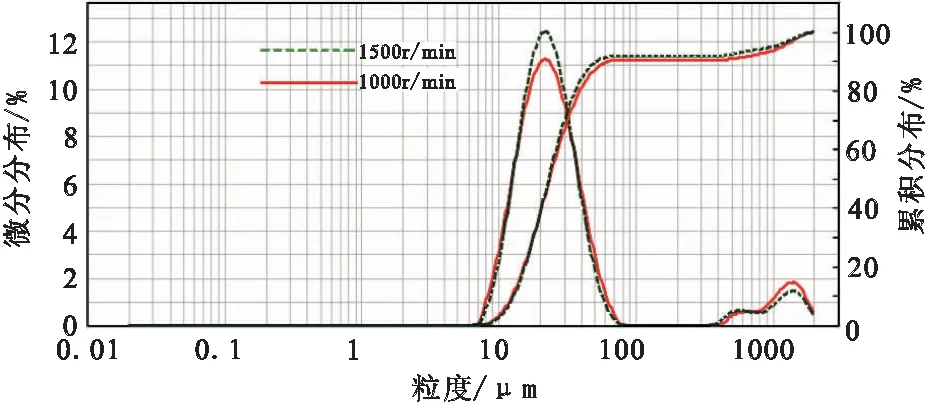
图5 1 000和1 500 r/min的料径分布
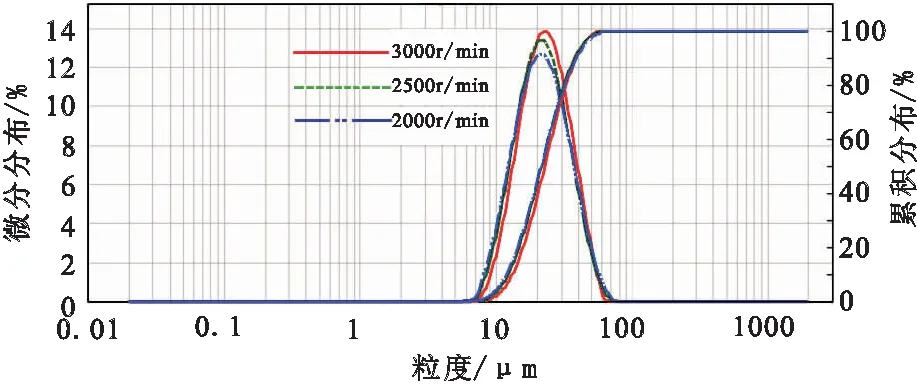
图6 2 000、2 500和3 000 r/min的料径分布
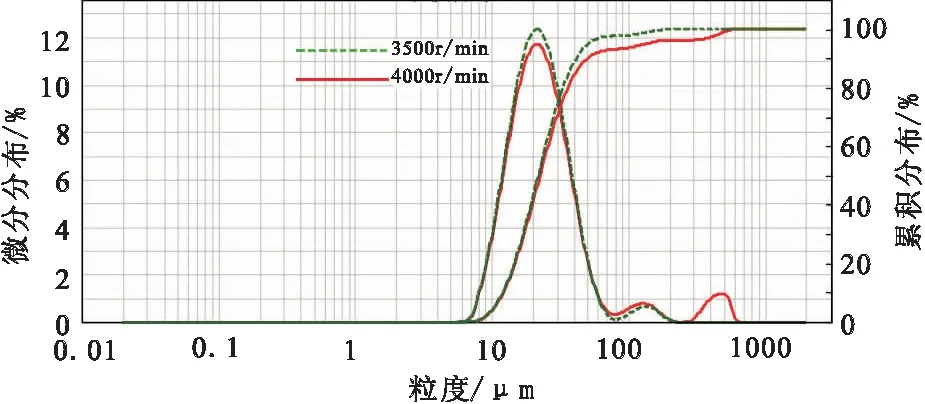
图7 3 500和4 000 r/min的料径分布
从测试结果可以看出,当搅拌速度较低时,如1 000和1 500 r/min其粒度分布显示有假峰,这是因为搅拌速度低动力不足,无法打开团聚的颗粒,样品不能均匀分散于溶液中,造成测试结果不准确;当搅拌速度提高到2 000、2 500和3 000 r/min时,粒度分布曲线呈正态分布且D50值接近;而当搅拌速度继续升高到3 500和4 000 r/min时,粒度分布曲线出现了拖尾、假峰,主要原因一是搅拌速度过高容易使样品结构破坏,二是速度过快会使液体中气泡增多,机器误判,检测结果变大[4]。搅拌速度宜设定在2 000~3 000 r/min之间,选择2 500 r/min较合适。
2.2.2 超声强度的设定
湿法测试中,为了使样品在分散剂中有较好的分散效果,通常采用超声辅助。设定搅拌速度2 500 r/min,超声时间80 s,遮光度6%~10%,分别设定超声频率18、19和20 Hz进行测试,分析超声强度变化时粒度的变化情况。结果见图8。
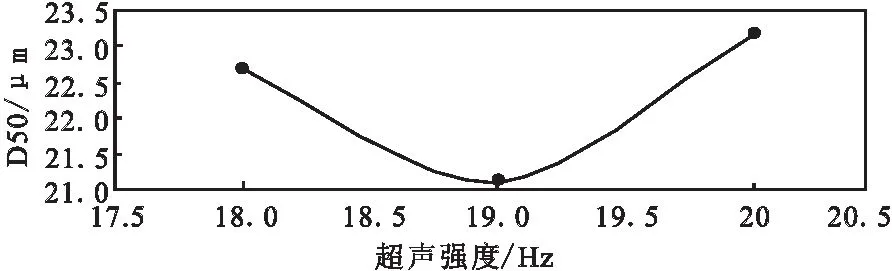
图8 不同超声强度D50值的变化
超声频率18、19和20 Hz测试时,D50值分别为22.683、21.141和23.181 μm。从图8可知超声频率从18到19 Hz随着超声频率增加D50值减小,这是因为超声频率增加,对分散体系输入的能量增加,团聚的铝粉被逐渐打开,测量的真实性提高。超声频率增加至20 Hz,D50值反而增大,这个过程中可能出现了团聚,测试结果开始失真。因此超声频率19 Hz下测试结果更能真实反应样品粒度分布。
2.2.3 超声时间的设定
样品分散效果还与超声时间的长短有关,设定搅拌速度2 500 r/min,超声频率19 Hz,遮光度6%~10%。按超声时间60、90 和120 s进行测试,分析不同超声时间对铝粉粒径分布的影响。测试结果见图9~图10。
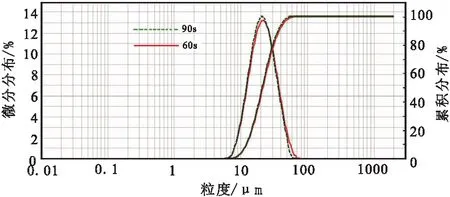
图9 超声时间60和90 s的粒径分布

图10 超声时间120 s的粒径分布
从测试结果可知,当超声时间达到60、90 s时,样品能很好的分散,但当继续增加超声时间到120 s时,有假峰出现,应该是过度超声致使样品破碎产生团聚引起。因此确定超声时间为60~90 s。
2.2.4 遮光度的设定
一般情况下,样品颗粒较细时遮光度控制在6%~10%,样品颗粒较粗时遮光度则控制在10%~20%[3]。设定搅拌速度2 500 r/min,超声频率19 Hz,超声时间80 s,遮光度分别为:5.45%、6.05%、6.52%、7.08%、8.10%、8.56%、9.06%、9.54%、10.04%、10.53%进行了测试,结果见图11~图12。

图11 不同遮光度D50值的变化
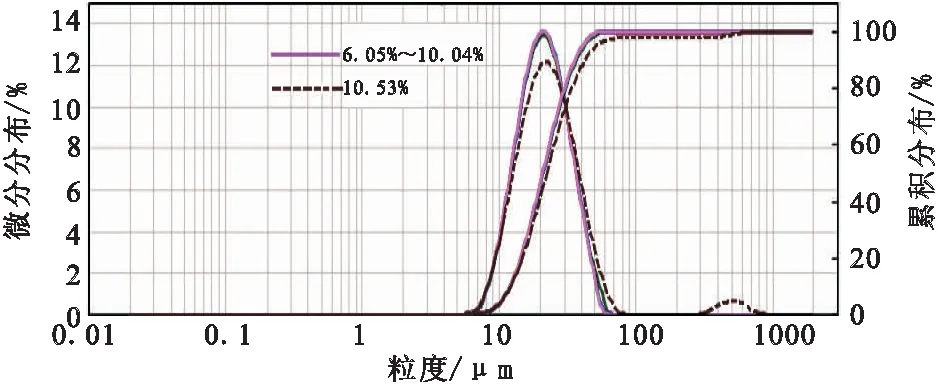
图12 遮光度变化对应的粒径分布
从测试结果可知,在遮光度5.45%时,D50值较大,这可能是因为遮光度低时样品浓度较低,背景噪声大导致。遮光度在6.05%~10.04%时D50值接近。当遮光度提高到10.53%时,D50值又变大,从图12可知遮光度10.53%时出现假峰,可能因为浓度过高团聚导致。因此遮光度为6%~10%较合适。
2.3 测试结果的重复性分析
结果的重复性、准确度是判断粒度测试好坏的主要指标。由粒度测试原理可知,一般无法获得样品粒度的真值。使用不同仪器测试,其参照的物理量也不同,所以同一样品用不同的方法测得的结果不同。在仪器可靠的情况下重复性尤其重要。一般用D10、D50、D90三个数值的偏差表示。
重复性偏差的计算方法如下:
(1)
(2)
式中:n为检测次数(一般n≥10),Xi为每次检测的结果,X为多次检测的平均值,σ为标准差,δ为变异系数。
国标GB/T 19007-2016要求激光法测试重复性允许偏差(变异系数):D50≤3%,D10≤5%,D90≤5%;粒度小于10 μm时,变异系数可放大1倍。
2.3.1 干法测试的重复性
设定进样速度65%,遮光度界限1%~4%,分散压力1 Bar,测试10次,分析其重复性。结果见2。
从表2可知,干法测试10次D10、D50和D90的测量变异系数分别为1.04%、0.73%和1.38%。比国标要求值分别低的3.96%、2.27%和3.62%,干法测试的重复性很高,结果可信。
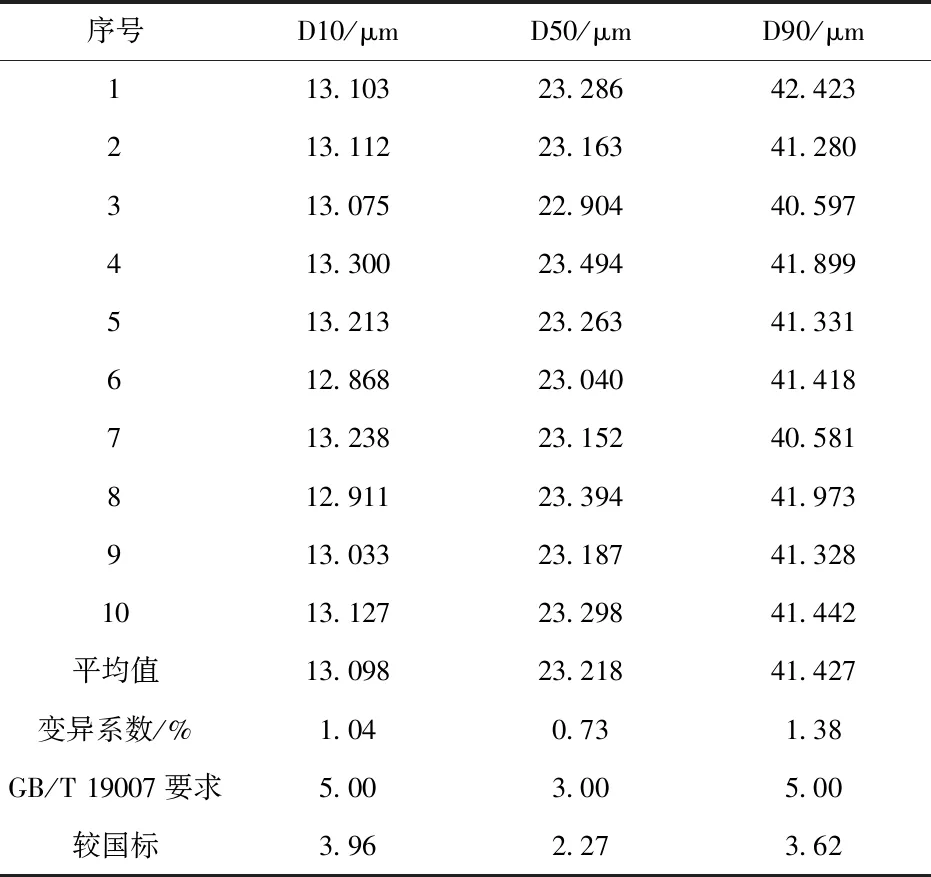
表2 干法10次测试结果
2.3.2 湿法测试的重复性
设定搅拌速度2 500 r/min,超声频率19 Hz,超声时间80 s,遮光度6%~10%,测试10次,分析其重复性,结果见表3。

表3 湿法10次测试结果
从表3可知,湿法测试10次D10、D50和D90的测量变异系数分别为0.30%、0.35%和0.51%。比国标要求值分别低的4.70%、265%和4.49%,湿法测试的重复性非常高,结果可信。
2.4 干、湿法两种测试结果分析
(1)干法测试设定参数:进样速度65%,遮光度界限下限1%、上限4%,分散压力1 Bar。测得铝粉粒度结果:D10=13.098 μm;D50=23.218 μm;D90=41.427 μm。粒径呈正态分布,重复性高,结果可靠。
(2)湿法测试设定参数:搅拌速度2 500 r/min,超声时间80 s,超声频率19 Hz,遮光度6%~10%。测得铝粉粒度结果:D10=12.149 μm;D50=21.141 μm;D90=36.655 μm。粒径呈正态分布,重复性高,结果可靠。
(3)对比可知,干法较湿法测得铝粉粒度的结果略大,D10、D50、D90值分别相差0.949 、2.077 、4.773 μm。这与两者的分散原理和方法有关。
3 结 语
(1)本文用激光粒度法对铝粉的粒径分布进行测试分析。讨论确定了干法、湿法测试的最佳参数设置。并对两种方法的重复性进行验证,均远高于国标要求,测试结果均可靠有效。干法测试的结果略高。干法较湿法方法简单、测试快、效率高,成本低。样品多、任务重时可优先选用。
(2)试验表明,采用马尔文激光粒度仪2000干法测试铝粉,最佳测试参数设置:折射率1.48,分散压力1Bar,进样速度65%,遮光度界限1%~4%。在此条件下测定铝粉粒径结果重复性好,呈正态分布。
(3)湿法测试铝粉,去离子水分散效果较好,最佳参数设置:搅拌速度2 500 r/min,超声频率19 Hz,超声时间60~90 s,遮光度6%~10%。在此条件下测定铝粉粒径结果重复性好,呈正态分布。