一种多维砂箱定位机构在造型线上的应用
2023-12-09赵林栋俄立业张友亮王爱峰
赵林栋,朱 亮,李 峰,俄立业,张友亮,赵 鹏,王爱峰
(国机铸锻机械有限公司,山东 济南 250306)
静压造型技术具有工艺优良、适用范围广、综合性能强等优点[1]。针对复杂的铸件,静压造型机只能对上箱和下箱分别进行造型并得到一定形状的型腔,但是中间需要芯子进行填补才能组成一个合格的铸件。砂芯主要的作用是形成铸件的内腔、孔及铸件外形不易起模的部分。砂芯的位置是否正确直接影响铸件毛坯的尺寸精度和产品性能[2]。
针对一些生产率高,芯子重量比较大的造型线来说,人工下芯既影响生产线效率也会对砂型造成一定的破坏。所以自动生产线上一般会配备下芯设备,以实现自动下芯功能。
1 下芯机下芯方案
如图1 所示,下芯机通过定位销跟被下芯的下箱进行定位,下芯机的机械手可以在一定范围内摆动,当定位销进入定位套时,机械手跟下箱之间的位置偏差通过定位销和定位套进行调整。所以这种下芯方式对砂箱的定位精度要求不严格,一般只需要有砂箱定位缸即可。

图1 下芯机
2 下芯机器人下芯方案
相对于下芯机的方案,下芯机器人(图2)在静压线上的使用使得下芯的精度及速度得到了提高,占地面积也随之减少,可以提供更多的人工位置。在设备商的设计制造上也做到了简单易用,只需要选择合适的受力和臂展的机器人就可以替换原来庞大的机械结构。同时机器人就位没有非常严格的尺寸要求,只要在臂展范围内即可满足使用,而老式的下芯机却需要在就位时进行设备的精确定位,时间久了后还需要再次定位以恢复下芯精度。同时下芯机器人是完全的电能控制,替代了原来还需要液压系统的情况。

图2 下芯机器人
在机器人的手腕上设计好夹具,机器人就可以自动的抓取芯子,并跟造型线联动进行下芯工作,对一些特殊的有较大立面的芯子还能进行倾斜放入,再垂直就位。虽然机器人往复精度很高,甚至远远大于下芯本身需要的0.5 mm 的精度要求,但是砂箱的重复定位精度却影响下芯机器人的定位精度。针对这一情况,我们研发了专门对砂箱的多维度定位装置。
3 砂箱的多维定位机构概述
砂箱下芯需要的多维度定位装置如图3 所示,通过升降的滚道支架,使砂箱与台车脱离,并通过插入定位销、夹紧轮抱紧以及限位装置机械限位等实现对砂箱的X、Y、Z 轴三个方向的精确定位。

图3 砂箱的多维定位机构
这种砂箱的多维定位机构,它包括底座架,且在底座架上设置有方轨支架、升降油缸,升降油缸的活塞杆顶在升降支架下方;同时设置四组导向杆导向套组,四组导向杆顶部与升降支架下方连接固定,四组导向杆装置起导向作用,确保升降具有良好的稳定性;还包括限位装置、升降支架。在升降支架上固定设置有两个定位缸机构、四个夹紧轮机构以及砂箱滚道。方轨支架上设置两根方轨、四组限位挡板以及四组锁紧轮,方轨与在线台车轨道对接,砂箱台车被推送至下芯位后,四组锁紧轮通过橡胶扭簧弹簧力将台车车轮锁住,从而实现台车的推送方向上的预定位。
定位缸机构由定位油缸、定位销、定位导向套等组成,定位油缸驱动定位销通过导向套导向插入砂箱销套,实现砂箱输送方向即X 轴方向的定位。所述夹紧轮机构由夹紧油缸、支撑座、曲柄、夹紧滚轮等组成,夹紧油缸驱动曲柄带动滚轮以滚动摩擦方式夹紧砂箱侧面,从而实现砂箱推送垂直方向即Y 轴方向的定位。
限位装置,包括限位支架、限位顶丝,调整限位顶丝位置,当砂箱随滚轮支架上升时,四根限位顶丝顶住砂箱上面,通过机械硬限位方式实现砂箱上下方向即Z 轴方向的定位。
当砂箱台车被推送至下芯位时,通过上面描述的四组锁紧轮将台车车轮锁住,由升降油缸驱动升降支架带动砂箱升降,砂箱还未完全脱离台车定位销时,定位油缸驱动定位销插入砂箱销套,四组夹紧滚轮抱紧砂箱侧面,四根限位顶丝顶住砂箱上面,通过机械硬限位方式实现砂箱上下方向即Z 轴方向的定位,从而完成砂箱的X、Y、Z 轴三个方向的精确定位,大幅度提高了砂箱的在线定位精度,满足砂箱下芯定位精度要求。
4 下芯定位机构分解详述
如图4 所示,砂箱的多维定位机构包括底座架1 和设置在底座架1 上的方轨支架4、四组导向套6,升降支架2 上设置两组滚道支架3,两组滚道支架3 上各设置四组滚道滚轮13,上升时通过滚道滚轮13 托起砂箱20。方轨支架4 上设置两根方轨14,方轨14 与在线台车轨道对接。方轨支架4 上还设置四组锁紧轮15。锁紧轮15 通过橡胶扭簧16 弹簧力将台车滚轮26 轮沿抱住。
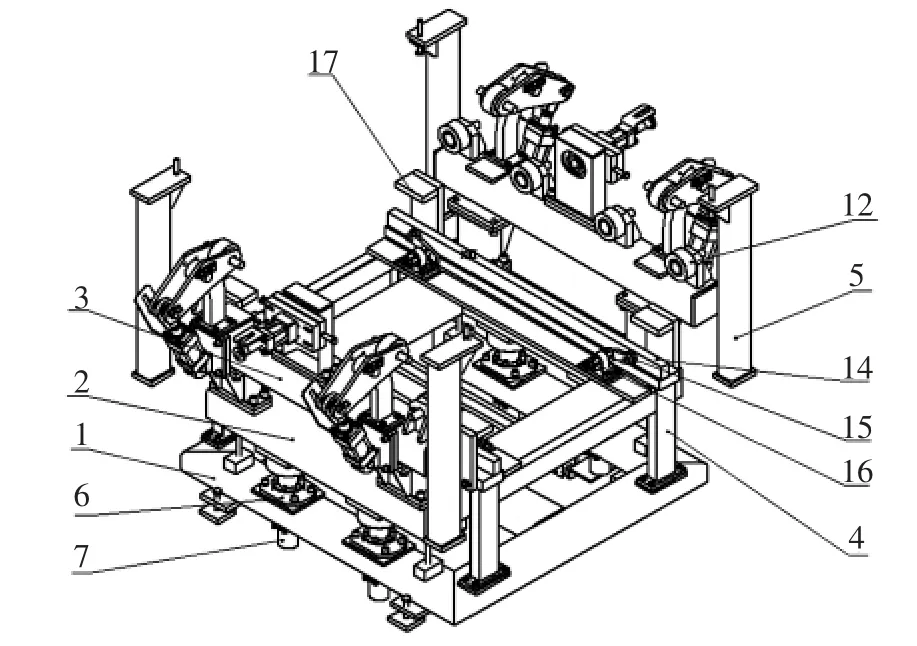
图4 砂箱的多维定位机构三维图
如图5 所示,升降油缸8 固定在底座架1 上,升降油缸8 的活塞杆顶在升降支架2 下方,四只导向杆7 顶部连接固定在升降支架2 的下方,与四组导向套6 配合导向,升降支架2 为框架式结构,以确保升降具有良好的稳定性。

图5 多维定位机构主视图
如图6 所示,限位挡板17 设置在方轨支架4上,限位挡板17 与台车滚轮26 留3~5 mm 间隙,防止砂箱上升时带起台车。限位支架5 固定,当砂箱22 随滚道支架上升时,调整四根限位顶丝21高度,四根限位顶丝21 顶住砂箱上面。通过机械硬限位方式实现砂箱22 Z 轴方向的定位。

图6 右视图
如图7 所示,定位销19 与定位油缸18 杆端螺纹连接,并通过定位导向套20 导向。设置在滚道支架3 上的定位缸机构随升降支架2 平稳上升,滚道滚轮13 托起砂箱22 箱带下面时,图中所示的定位油缸18 驱动定位销19 通过定位导向套20 导向,插入相配合的砂箱定位销套24 中。

图7 定位缸机构的剖视放大图
如图8、图9 所示,夹紧油缸9 缸尾耳环铰接方式连接在升降支架2 耳环支座上,两组曲柄11中间以销轴铰接方式与支撑座10 连接,一端连接夹紧滚轮12,另一端与夹紧油缸9 连接,夹紧油缸9 驱动曲柄11 带动滚轮12 以滚动摩擦方式夹紧砂箱22 侧面。

图8 夹紧轮机构的局部放大图

图9 曲柄的局部剖视图
进一步地,砂箱22 在线下芯定位时,动作过程如下:台车23 载砂箱22 被推送至与在线台车轨道对接的设置在方轨支架4 的方轨14 上时,设置在方轨支架4 上的四组锁紧轮15 通过橡胶扭簧16 弹簧力将台车滚轮26 锁住,升降油缸8 驱动,四组导向杆7 导向套6 配合导向,设置在滚道支架3 上的滚道滚轮13 随升降支架2 平稳上升,滚道滚轮13 托起砂箱22 箱带下面,图中所示的定位油缸18 驱动定位销19 通过定位导向套20导向,插入相配合的砂箱定位销套24 中,实现X轴方向的定位,图中所示的夹紧油缸9 驱动曲柄11,曲柄11 带动夹紧滚轮12,抱紧砂箱22 侧面,实现Y 轴方向的定位。为防止砂箱22 带起台车23,在方轨支架4 上设置限位挡板17,限位挡板17 与台车滚轮26 留2~4 mm 间隙,可有效防止台车23 脱轨。砂箱22 脱离台车定位销25 到位后,设置在限位支架5 上的四根限位顶丝21 顶住砂箱22 箱带上面,通过机械硬限位方式实现砂箱22 Z 轴方向的定位。完成砂箱22 的X、Y、Z 轴三个方向的精确定位后,再由机器人或下芯机完成下砂芯工作。
5 总结
下芯机器人在造型线上的应用,有效解决了下芯机在造型线上占地面积大、液压系统复杂、夹具投资大的问题,同时针对较小的芯子和部分组合芯子机器人都能有效的替代人工,填补了下芯机的工作空白区。如果配上激光扫描系统和砂芯输送系统就可以实现机器人无人化下芯,芯子从芯库被取出后通过输送系统到达造型线,机器人通过激光扫描可以对砂芯进行定位,然后自动抓取,自动下芯。因为机器人可以使用加持或者涨塞式夹具,对芯子的兼容性更好,减小了夹具投资。本文描述的多维砂箱定位机构为下芯机器人的应用提供了更好的条件。
